TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024112368
公報種別
公開特許公報(A)
公開日
2024-08-21
出願番号
2023017304
出願日
2023-02-08
発明の名称
回転軸及び回転軸の製造方法
出願人
カヤバ株式会社
代理人
個人
主分類
B23B
1/00 20060101AFI20240814BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、小径軸部に形成された環状溝の底面が滑らかになって、環状溝の底面に応力が集中する箇所ができるのを防止して、強度の低下を防止する回転軸及び回転軸の製造方法の提供を目的とする。
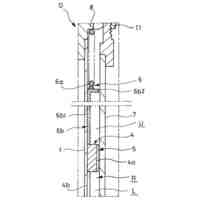
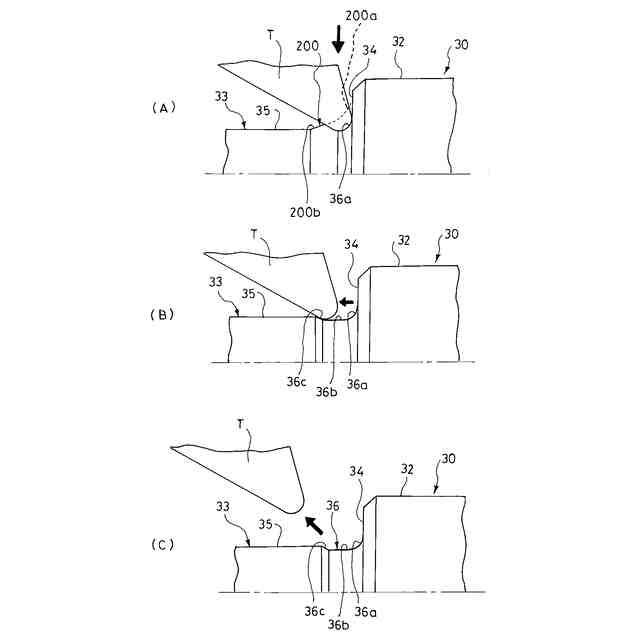
【解決手段】本発明は、外周にボールベアリング15が嵌合される小径軸部33と、小径軸部33に連なる大径軸部32と、大径軸部32の先端面と小径軸部33との間に形成される円弧状のR部分とを有する回転軸30の加工工程を含む回転軸30の製造方法であって、加工工程は、切削工具Tを軸方向に対して直交する方向から接近させて大径軸部32の先端面に設けられた大径軸部側R部分200aを切削する工程と、切削工具Tを小径軸部33の外周に沿って所定位置まで移動させて、小径軸部33の外周に設けられた小径軸部側R部分200bを切削する工程と、切削工具Tを小径軸部33から径方向に離間させる工程とを備える。
【選択図】図3
特許請求の範囲
【請求項1】
外周に環状の支持部材が設けられる小径軸部と、前記小径軸部に連なって前記小径軸部より外径が大径な大径軸部と、前記大径軸部の前記小径軸部側の先端面と前記小径軸部との間に形成される円弧状のR部分とを有する回転軸の加工工程を含む回転軸の製造方法であって、
前記加工工程は、前記R部分を切削して前記小径軸部の外周に環状溝を形成する工程であり、
前記小径軸部の軸方向に沿って前記大径軸部から前記小径軸部の先端に向かう方向を一方向とすると、
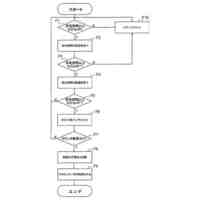
前記加工工程は、
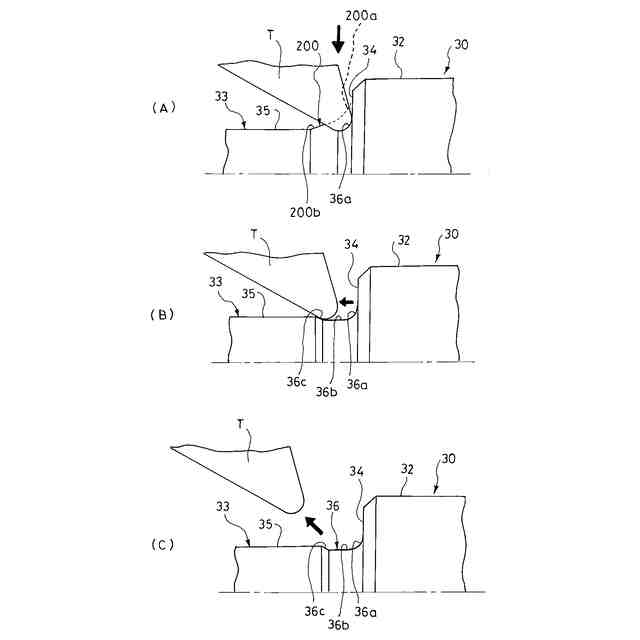
前記回転軸を軸回りに回転させた状態で、前記小径軸部の外周の前記大径軸部側に軸方向に対して直交する方向から切削工具を接近させて、前記R部分における前記大径軸部の前記先端面に設けられた大径軸部側R部分を切削し、前記小径軸部と前記大径軸部との境に前記支持部材を位置決めする段部を形成する第一工程と、
前記切削工具を前記小径軸部の外周に沿って前記段部から所定位置まで前記一方向に移動させて、前記R部分における前記小径軸部の外周に設けられた小径軸部側R部分を切削する第二工程と、
前記切削工具を前記小径軸部の前記所定位置から径方向に離間させる第三工程とを備える
ことを特徴とする回転軸の製造方法。
続きを表示(約 910 文字)
【請求項2】
外周に環状の支持部材が設けられる小径軸部と、前記小径軸部に連なって前記小径軸部より外径が大径な大径軸部と、前記大径軸部の前記小径軸部側の先端面と前記小径軸部との間に形成される円弧状のR部分とを有する回転軸の加工工程を含む回転軸の製造方法であって、
前記加工工程は、前記R部分を切削して前記小径軸部の外周に環状溝を形成する工程であり、
前記小径軸部の軸方向に沿って前記小径軸部の先端から前記大径軸部に向かう方向を一方向とすると、
前記加工工程は、
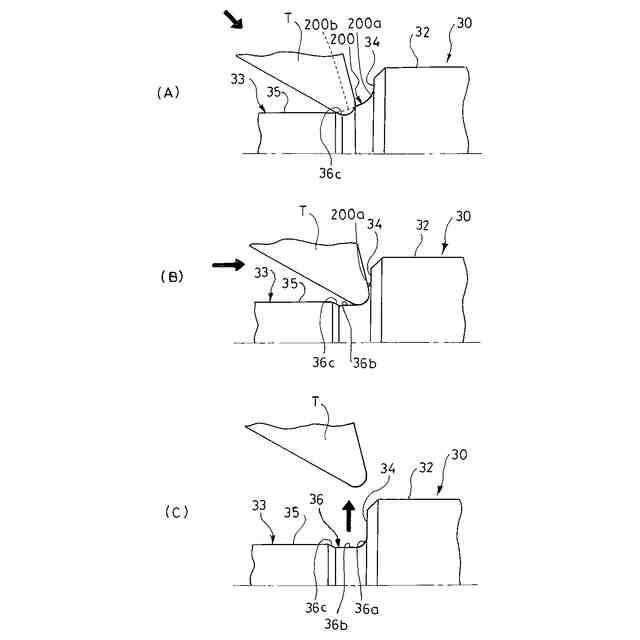
前記回転軸を軸回りに回転させた状態で、前記小径軸部の外周の所定位置に対して切削工具を径方向に接近させて、前記小径軸部の前記所定位置を切削する第一工程と、
前記切削工具を前記小径軸部の外周に沿って前記所定位置から前記一方向に移動させて、前記R部分における前記小径軸部の外周に設けられた小径軸部側R部分を切削する第二工程と、
前記切削工具を前記小径軸部の外周の前記大径軸部側から軸方向に対して直交する方向に離間させて、前記R部分における前記大径軸部の前記先端面に設けられた大径軸部側R部分を切削し、前記小径軸部と前記大径軸部との間に前記支持部材を位置決めする段部を形成する第三工程とを備える
ことを特徴とする回転軸の製造方法。
【請求項3】
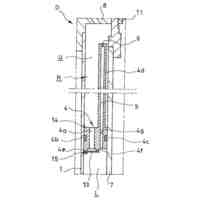
外周に環状の支持部材が嵌合される小径軸部と、前記小径軸部に連なって前記小径軸部より外径が大径な大径軸部と、前記小径軸部と前記大径軸部との境に形成されて前記支持部材の側面が当接する段部とを有して、前記支持部材によって軸回りに回転可能に支持される回転軸であって、
前記小径軸部は外周に環状溝を有しており、
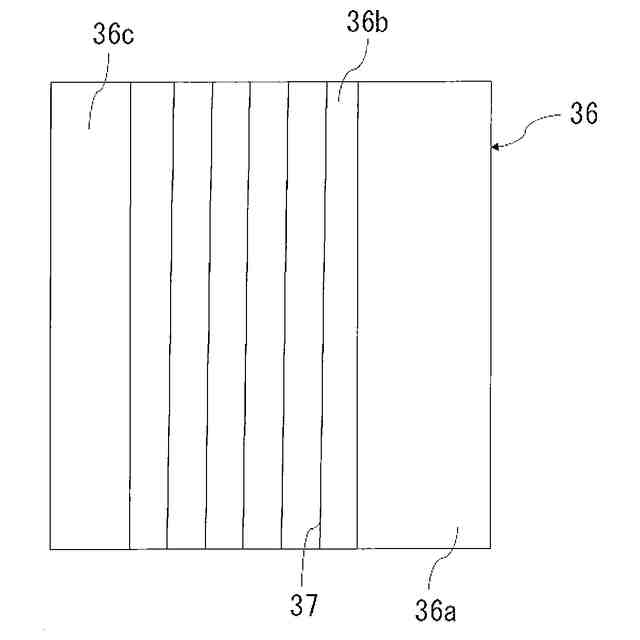
前記環状溝は、前記段部から前記小径軸部の先端側に向けて徐々に小径となるように湾曲する湾曲面と、前記湾曲面から連続して前記小径軸部の軸方向に沿って延びる直線面と、前記直線面から連続して徐々に大径となるように傾斜するテーパ面とを有し、
前記直線面の外周に螺旋状のツールマークが形成される
ことを特徴とする回転軸。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転軸及び回転軸の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
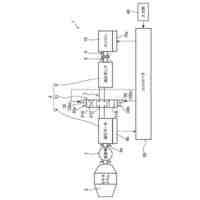
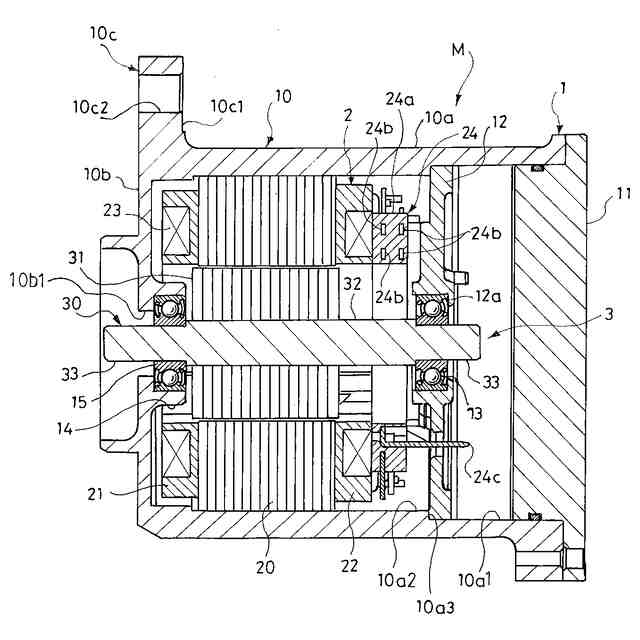
例えば、回転軸は、電動モータのロータに使用されており、筒状の電機子であるステータ内に回転自在に挿入されて、ステータとともにケース内に収容されている(例えば、特許文献1参照)。具体的には、回転軸は、大径軸部と、大径軸部の両端にそれぞれ連なって大径軸部よりも小径な小径軸部とが形成され、大径軸部の外周にはロータコアが装着され、ロータコアの外周におけるステータの内周と対向する部分には永久磁石が取付られている。
【0003】
このように、回転軸の外周に永久磁石が取付られて構成されたロータは、ステータにボールベアリングを介して回転可能に収容される。ボールベアリングは、回転軸の小径軸部の大径軸部側に嵌合されており、ロータの円滑な回転を保証している。そして、このように構成された電動モータでは、ステータに通電して回転磁界を発生させることによりロータを回転軸の軸回りに回転駆動できる。
【先行技術文献】
【特許文献】
【0004】
特開2017-28802号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
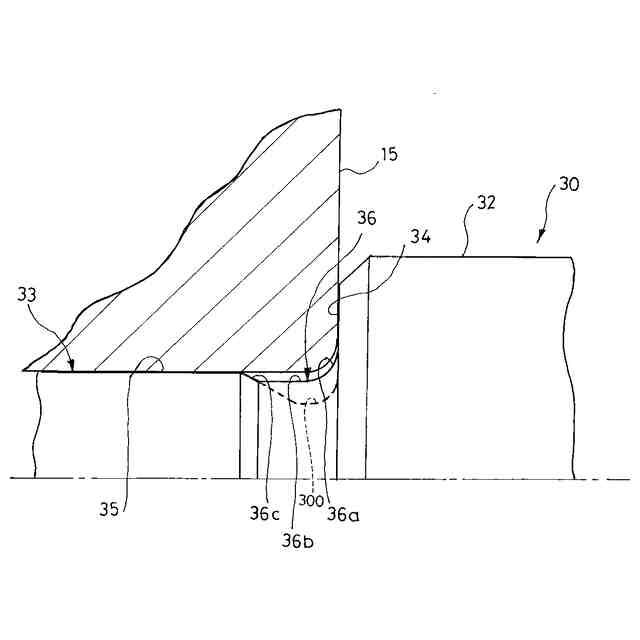
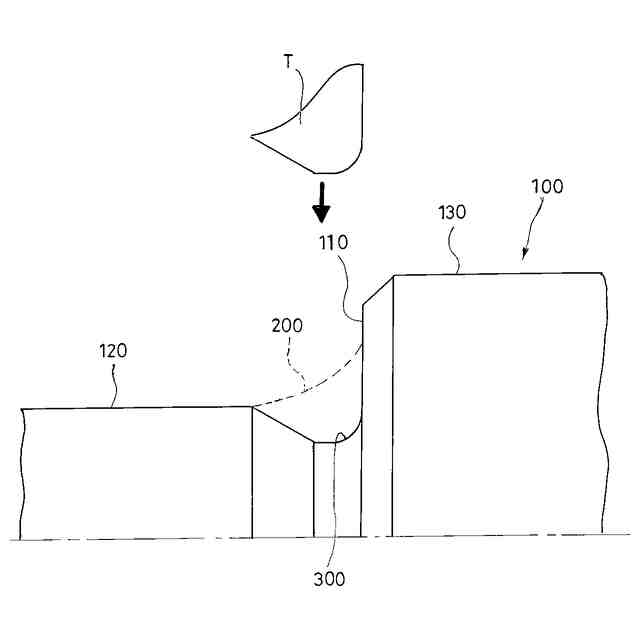
また、回転軸の嵌合部に嵌合されるボールベアリングは、小径軸部と大径軸部との境に形成される段部によって位置決めされている。ところが、図6に示すように、回転軸100に小径軸部120を設ける場合、小径軸部120を形成する加工の都合により、大径軸部130の先端面と小径軸部120との間には図6中破線で示すように円弧状のR部分200ができてしまう。
【0006】
そのため、R部分200がある状態で小径軸部120の大径軸部側の外周にボールベアリングを嵌合しようとすると、ボールベアリングの側面がR部分200に乗り上げて、ボールベアリングと大径軸部130の先端面との間に隙間が生じてしまう。そして、このような隙間が生じると、回転軸の両端の小径軸部の外周にそれぞれ嵌合されるボールベアリング間の距離が所定の距離とならないため、ボールベアリングにアキシャル荷重が加わって、ボールベアリングの転がり抵抗が増加し、トルクのロスが増加する恐れがある。
【0007】
この問題を解決するために、従来は小径軸部120の外周に環状溝300を形成する切削加工をして、R部分200を切除することで、小径軸部120と大径軸部130との境にボールベアリングの側面と隙間なく当接してボールベアリングの位置決めをする段部110を設けていた。
【0008】
一般的に、環状溝300は、回転する小径軸部120の外周に切削工具Tを小径軸部120の軸方向に対して直交する径方向から大径軸部130の先端面に沿って接近させて切削する工程と、上記切削工程の後に切削工具Tを径方向に離間させる工程とからなる切削加工によって形成される。
【0009】
ここで、上記切削加工では、切削工具Tの刃先を小径軸部120に対して所定角度で傾けて径方向へ接近させるため、R部分200の軸方向の全長を切削するには、深い環状溝300を形成する必要がある。
【0010】
したがって、環状溝300を切削する切削加工では、深い環状溝300を形成するために、切削工具Tの小径軸部120への切込み量が大きくなる。よって、切削工具Tが回転軸100に接触する接触面積が大きくなり、大きな切削抵抗が生じるため、切削加工中に切削工具Tと回転軸100とにいわゆるビビり振動が生じてしまい環状溝300の底面に面荒れが生じてしまう場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
カヤバ株式会社
緩衝器
6日前
カヤバ株式会社
緩衝器
6日前
カヤバ株式会社
変速機
6日前
カヤバ株式会社
弁装置
27日前
カヤバ株式会社
モータ
1か月前
カヤバ株式会社
鉄道車両用制振装置
27日前
カヤバ株式会社
ミキサドラム制御装置
27日前
カヤバ株式会社
ミキサドラムの制御装置
1か月前
カヤバ株式会社
ポンプ制御装置及び流体圧制御システム
20日前
カヤバ株式会社
ソレノイド、電磁弁、及び緩衝器
27日前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
1か月前
ダイハツ工業株式会社
冷却構造
2か月前
トヨタ自動車株式会社
積層コア
7日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社メドメタレックス
ドリル
6日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社メタルクリエイト
切削装置
2か月前
住友重機械工業株式会社
レーザ装置
1か月前
サムテック株式会社
加工物製造方法
6日前
株式会社浪速試錐工業所
防風カバー
1か月前
トヨタ自動車株式会社
位相測定方法
6日前
株式会社FUJI
自動化用パレット
22日前
株式会社不二越
工具の製造方法
7日前
工機ホールディングス株式会社
作業機
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ