TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024111710
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023016378
出願日
2023-02-06
発明の名称
溶接部材
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
11/14 20060101AFI20240809BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部材の溶接不良を生じにくくする技術を提供する。
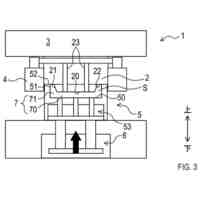
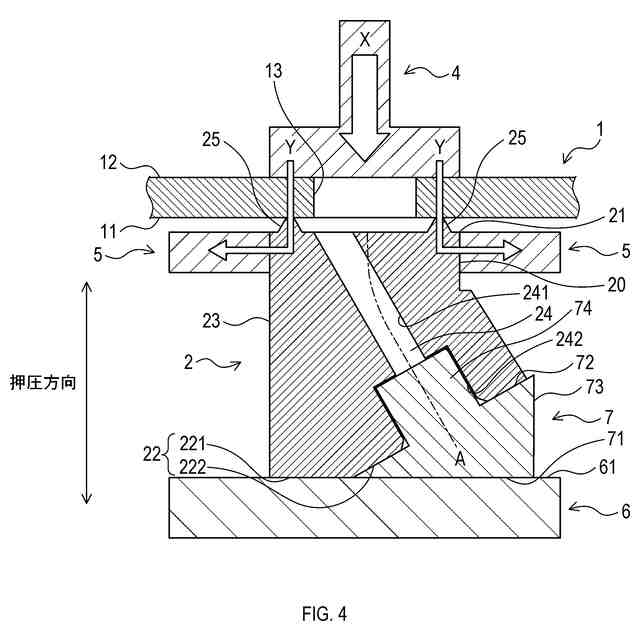
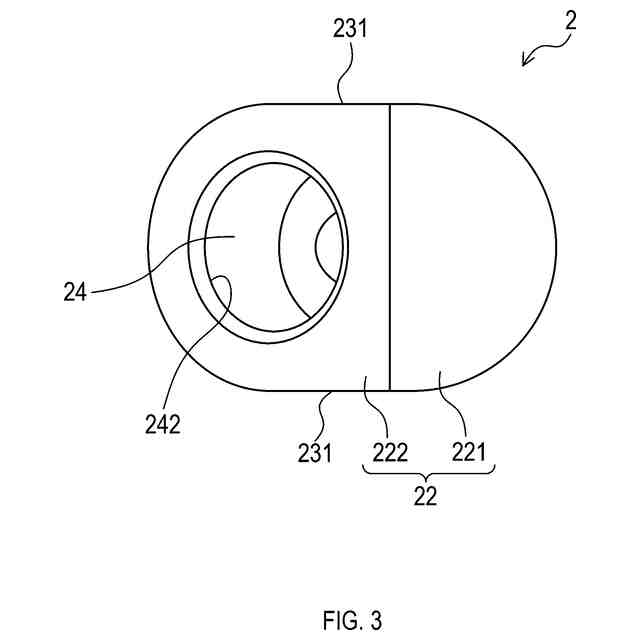
【解決手段】車両に搭載される車載部品が備える本体部材の溶接面に抵抗溶接により取り付けられる溶接部材は、溶接端部と、非溶接端部と、を備える。溶接端部は、溶接面に溶接される端部である。非溶接端部は、溶接端部とは反対側の端部である。非溶接端部は、押圧面と、非押圧面と、を有する。押圧面は、抵抗溶接の際に押圧される面である。押圧面は、押圧が加わる押圧方向に溶接面と対面する。非押圧面は、押圧面以外の面である。溶接部材は、溶接端部から非押圧面まで延びる軸が溶接面に対して傾斜した、又は、当該軸が曲がった形状を有する。
【選択図】図4
特許請求の範囲
【請求項1】
車両に搭載される車載部品が備える本体部材の溶接面に抵抗溶接により取り付けられる溶接部材であって、
前記溶接面に溶接される溶接端部と、
前記溶接端部とは反対側の非溶接端部と、
を備え、
前記非溶接端部は、前記抵抗溶接の際に押圧され、前記押圧される方向である押圧方向に前記溶接面と対面する押圧面と、前記押圧面以外の非押圧面と、を有し、
当該溶接部材は、前記溶接端部から前記非押圧面まで延びる軸が前記溶接面に対して傾斜した、又は、前記軸が曲がった形状を有する、溶接部材。
続きを表示(約 360 文字)
【請求項2】
請求項1に記載の溶接部材であって、
前記非押圧面は、前記押圧方向における前記押圧面と前記溶接端部との間に位置する、溶接部材。
【請求項3】
請求項1又は請求項2に記載の溶接部材であって、
前記車載部品は、排気ガスを通過させるための排気系部品である、溶接部材。
【請求項4】
請求項1又は請求項2に記載の溶接部材であって、
前記抵抗溶接は、プロジェクション溶接である、溶接部材。
【請求項5】
請求項1又は請求項2に記載の溶接部材であって、
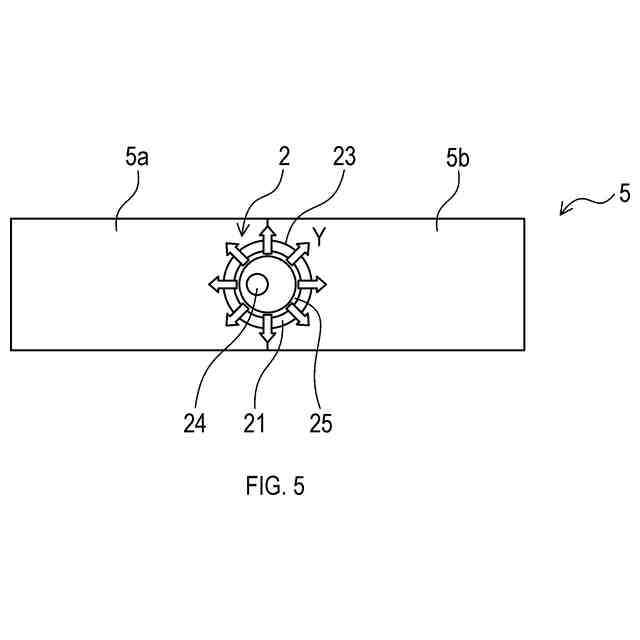
当該溶接部材の前記溶接端部から前記非溶接端部まで広がる外周面には、互いに対面し、前記抵抗溶接の際に当該溶接部材を挟み込んで保持するための少なくとも2つの保持面が形成される、溶接部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、車載部品が備える本体部材に抵抗溶接により取り付けられる溶接部材に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、リングプロジェクション溶接機に備えた接合用の治具にプロジェクションが形成された排気管と他部材とを装着させ、排気管及び他部材をリングプロジェクション溶接により接合する溶接方法が開示されている。この溶接方法では、接合用の治具によって排気管及び他部材が上下方向から挟み込まれた状態で、加圧及び通電が行われる。
【先行技術文献】
【特許文献】
【0003】
特開2006-150397号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、抵抗溶接によって、本体部材に取り付けられる溶接部材には、様々な形状及び構成のものがあり、用途及び使用環境などによって、選ばれる溶接部材は異なる。特許文献1の溶接方法では、溶接部材の形状及び構成によって、溶接部材に均一な圧力を加えにくかったり、溶接部材に均一な電流が流れにくかったりするため、本体部材に対する溶接部材の溶接不良が生じる可能性があるという問題があった。
【0005】
本開示の一局面は、溶接部材の溶接不良を生じにくくする技術を提供することを目的としている。
【課題を解決するための手段】
【0006】
本開示の一態様は、車両に搭載される車載部品が備える本体部材の溶接面に抵抗溶接により取り付けられる溶接部材であって、溶接端部と、非溶接端部と、を備える。溶接端部は、溶接面に溶接される端部である。非溶接端部は、溶接端部とは反対側の端部である。非溶接端部は、押圧面と、非押圧面と、を有する。押圧面は、抵抗溶接の際に押圧される面である。押圧面は、押圧が加わる押圧方向に溶接面と対面する。非押圧面は、押圧面以外の面である。溶接部材は、溶接端部から非押圧面まで延びる軸が溶接面に対して傾斜した、又は、当該軸が曲がった形状を有する。
【0007】
このような構成では、溶接部材が押圧面を有するため、軸が溶接面から押圧方向に真っ直ぐ延びない形状の溶接部材であっても、抵抗溶接の際に、溶接部材に均一な圧力を加えやすい。したがって、本体部材に対する溶接部材の溶接不良を生じにくくすることができる。
【0008】
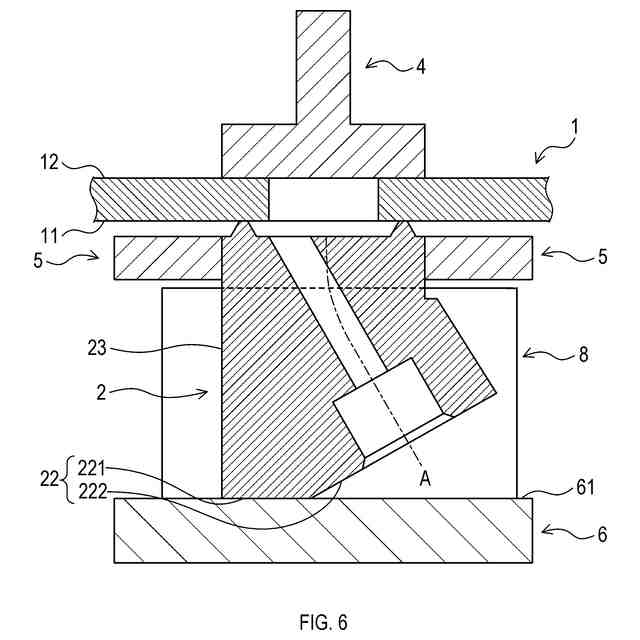
本開示の一態様では、非押圧面は、押圧方向における押圧面と溶接端部との間に位置してもよい。このような構成では、押圧方向における溶接部材の押圧面に当接する固定台の当接面と非押圧面との間に、空間が形成される。このため、溶接抵抗の際に、例えば、上述した固定具の当接面及び非押圧面と当接する受け治具を当該空間に収容することで、溶接部材が安定して保持されるため、押圧面及び受け治具を介して更に溶接部材に圧力を均一に加えやすくすることができる。
【0009】
本開示の一態様では、車載部品は、排気ガスを通過させるための排気系部品であってもよい。このような構成によれば、排気系部品における溶接部材の溶接不良を生じにくくすることができる。
【0010】
本開示の一態様では、抵抗溶接は、プロジェクション溶接であってもよい。このような構成によれば、溶接部材又は本体部材に設けられる1つ又は複数のプロジェクションに均一に圧力を加えやすくすることができる。その結果、車載部品における溶接部材の溶接不良を生じにくくすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
マフラ
2か月前
フタバ産業株式会社
浄化装置
1か月前
フタバ産業株式会社
支持部材
1か月前
フタバ産業株式会社
カバー部材
21日前
フタバ産業株式会社
燃料改質システム
1か月前
フタバ産業株式会社
二酸化炭素分離装置
27日前
フタバ産業株式会社
金属成型物の製造方法
1か月前
フタバ産業株式会社
バッテリ搭載構造及びバッテリ
1か月前
フタバ産業株式会社
第1接合部材、第2接合部材及び接合構造体
1か月前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
トヨタ自動車株式会社
治具
3か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
トヨタ自動車株式会社
積層コア
7日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
ダイハツ工業株式会社
冷却構造
2か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社FUJI
ワーク置き台
3か月前
株式会社ダイヘン
インチング制御方法
3か月前
株式会社不二越
歯車研削盤
1か月前
光精工株式会社
クーラントタンク
3か月前
旭精工株式会社
シャフトブレーキ
3か月前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
6日前
株式会社FUJI
自動化用パレット
22日前
株式会社ダイヘン
アークスタート制御方法
3か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ