TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024173315
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091654
出願日
2023-06-02
発明の名称
金属成型物の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B22D
18/02 20060101AFI20241205BHJP(鋳造;粉末冶金)
要約
【課題】金型から金属成型物を良好に取り出す。
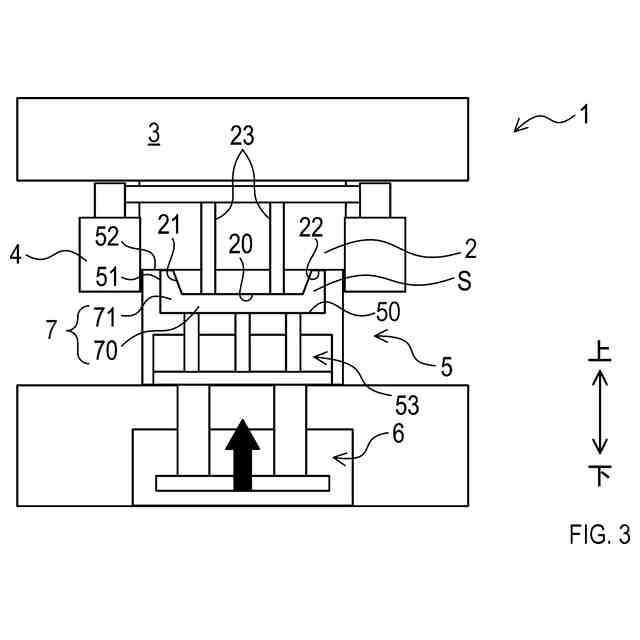
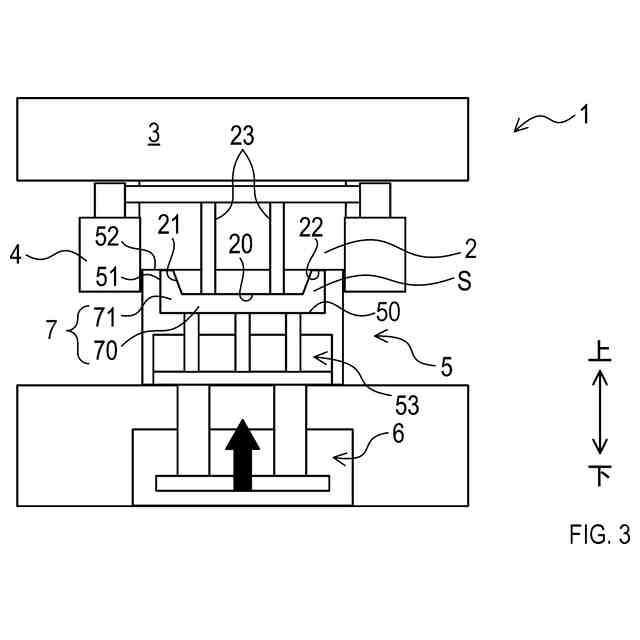
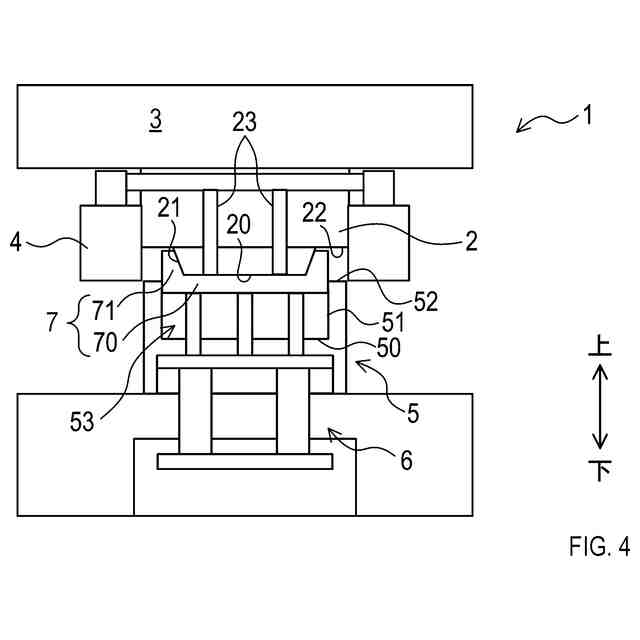
【解決手段】金属成型物の製造方法は、上側に位置する凸形状の上型と、下側に位置する凹形状の下型とを接近させることで、半凝固金属材料を押圧し、半凝固金属材料から金属成型物を形成することを備える。下型は、上側に変位可能な少なくとも1つの下型押圧部が内部に収納されている。該製造方法は、下型と上型とにより押圧されている金属成型物を、下型押圧部により上型に向けて押圧することと、下型押圧部が金属成型物を上型に向けて押圧している際に、下型と上型とを離間させることと、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
金属成型物の製造方法であって、
上側に位置する凸形状の金型である上型と、下側に位置する凹形状の金型であり、上側に変位可能な少なくとも1つの下型押圧部が内部に収納されている下型とを接近させることで、半凝固金属材料を押圧し、前記半凝固金属材料から金属成型物を形成することと、
前記下型と前記上型とにより押圧されている前記金属成型物を、前記下型押圧部により前記上型に向けて押圧することと、
前記下型押圧部が前記金属成型物を前記上型に向けて押圧している際に、前記下型と前記上型とを離間させることと、
を備える金属成型物の製造方法。
続きを表示(約 550 文字)
【請求項2】
請求項1に記載の金属成型物の製造方法であって、
前記下型と前記上型との離間が開始された時から、前記下型押圧部が前記下型から突出する長さが所定の値に達するまでの間、前記下型押圧部を上側に変位させることで、前記上型に付着した前記金属成型物を前記上型に向けて押圧すること
をさらに備える金属成型物の製造方法。
【請求項3】
請求項1又は請求項2に記載の金属成型物の製造方法であって、
前記下型及び前記上型の温度は、前記半凝固金属材料の温度よりも低い
金属成型物の製造方法。
【請求項4】
請求項1又は請求項2に記載の金属成型物の製造方法であって、
前記上型には、下側に変位可能な少なくとも1つの上型押圧部が内部に収納されており、
前記上型と前記下型とが離間した後、前記上型押圧部を下側に変位させることで、前記上型に付着している前記金属成型物を、前記上型から脱離させること
をさらに備える金属成型物の製造方法。
【請求項5】
請求項4に記載の金属成型物の製造方法であって、
搬出装置により、前記上型から脱離した前記金属成型物を受け取り、搬出する
金属成型物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、半凝固金属材料を押圧することによる金属成型物の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に記載されているように、凹形状の上型と凸形状の下型とを用いて半凝固金属を成型する成型装置が知られている。該成型装置では、上型と下型とにより半凝固金属を押圧した後、上型に成型品が保持された状態で上型が上昇する。その後、上型に設けられた押出ピンを突出させることで、成型品が上型から脱離する。
【先行技術文献】
【特許文献】
【0003】
特許5465445号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1の成型装置は、上型が凹形状であるため、温度の低下による収縮により予期せず成型品が上型から脱離し、落下する恐れがある。
本開示の一態様では、金型から金属成型物を良好に取り出すことが望ましい。
【課題を解決するための手段】
【0005】
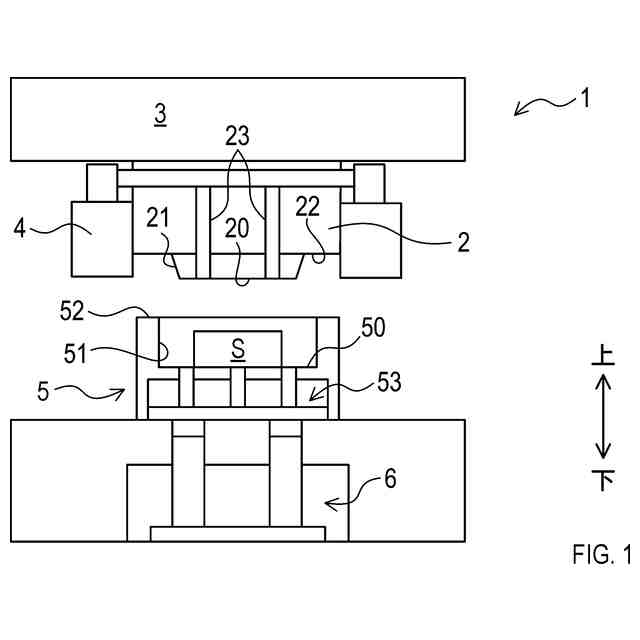
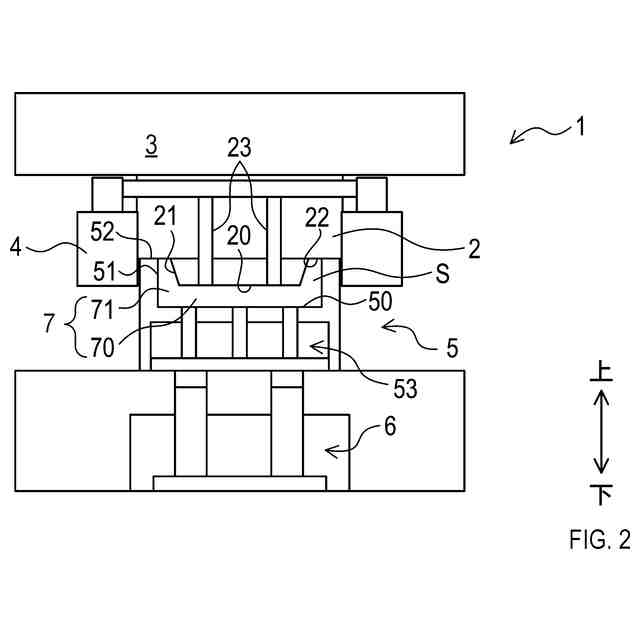
本開示の一態様は、金属成型物の製造方法である。該製造方法は、上側に位置する凸形状の金型である上型と、下側に位置する凹形状の金型であり、上側に変位可能な少なくとも1つの下型押圧部が内部に収納されている下型とを接近させることで、半凝固金属材料を押圧し、半凝固金属材料から金属成型物を形成することを備える。また、該製造方法は、下型と上型とにより押圧されている金属成型物を、下型押圧部により上型に向けて押圧することと、下型押圧部が金属成型物を上型に向けて押圧している際に、下型と上型とを離間させることと、を備える。
【0006】
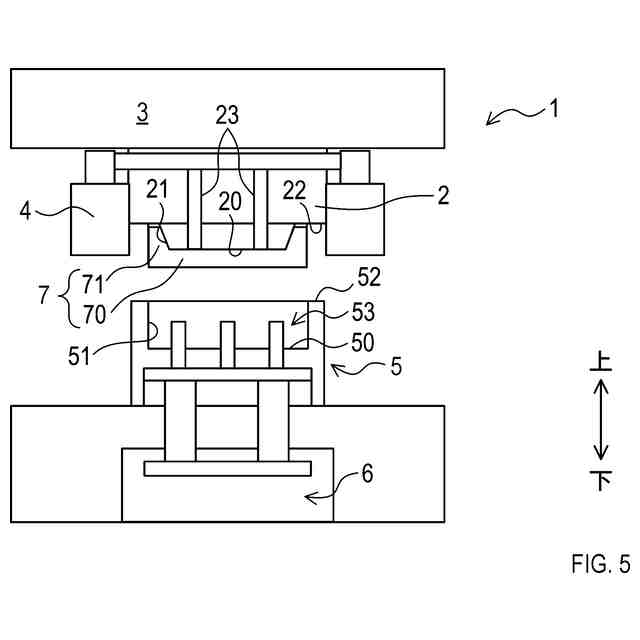
上記構成によれば、下型押圧部が金属成型物を上型に向けて押圧している際に、下型と上型との離間が開始される。なお、離間とは、複数の物体の間の距離が広がることを意味する。これにより、金属成型物が下型から脱離し、上型に付着するように促すことができる。このため、金型から金属成型物を良好に取り出すことができる。
【0007】
本開示の一態様は、下型と上型との離間が開始された時から、下型押圧部が下型から突出する長さが所定の値に達するまでの間、下型押圧部を上側に変位させることで、上型に付着した金属成型物を上型に向けて押圧することをさらに備えてもよい。
【0008】
上記構成によれば、下型と上型との離間の開始後、一定期間にわたって下型押圧部により上型に向けて金属成型物が押圧される。このため、金属成型物が下型から脱離し、上型に付着するように促すことができる。したがって、金型から金属成型物を良好に取り出すことができる。
【0009】
本開示の一態様では、下型及び上型の温度は、半凝固金属材料の温度よりも低くてもよい。
上記構成によれば、半凝固金属材料の温度の低下を促すことができ、これにより、金属成型物が収縮して上型に付着するよう促すことができる。このため、金型から金属成型物を良好に取り出すことができる。
【0010】
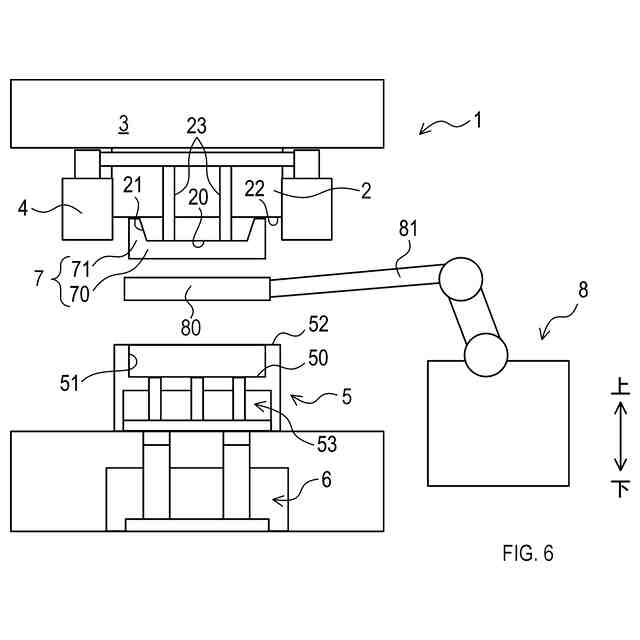
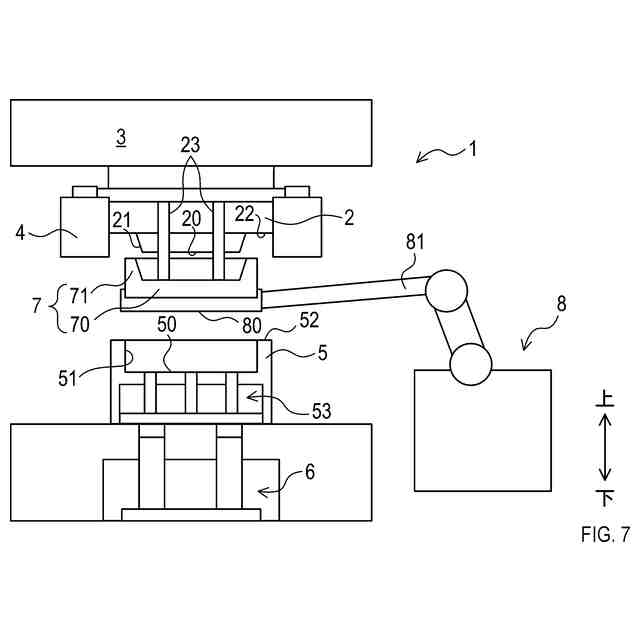
本開示の一態様は、上型には、下側に変位可能な少なくとも1つの上型押圧部が内部に収納されていてもよい。上型と下型とが離間した後、上型押圧部を下側に変位させることで、上型に付着している金属成型物を、上型から脱離させることをさらに備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
4か月前
日本鋳造株式会社
鋳造方法
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
2か月前
マツダ株式会社
鋳造装置
3か月前
株式会社 寿原テクノス
金型装置
1か月前
日本製鉄株式会社
棒状部材
4か月前
三菱電機株式会社
三次元造形装置
1か月前
株式会社エスアールシー
インゴット
1か月前
個人
透かし模様付き金属板の製造方法
27日前
芝浦機械株式会社
成形機
6日前
芝浦機械株式会社
成形機
6日前
株式会社クボタ
弁箱用の消失模型
2か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
新東工業株式会社
粉末除去装置
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
ポーライト株式会社
焼結部品の製造方法
20日前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
株式会社昭工舎
焼結体の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3日前
旭化成株式会社
焼結体の製造方法
4か月前
新東工業株式会社
測定装置
2か月前
山陽特殊製鋼株式会社
取鍋
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
4か月前
黒崎播磨株式会社
浸漬ノズル
1か月前
東京窯業株式会社
上ノズル上プレート一体物
1か月前
株式会社荏原製作所
造形ノズル
1か月前
株式会社荏原製作所
造形ノズル
4か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
4か月前
株式会社アイシン
金型
4か月前
新東工業株式会社
鋳造品の管理システム
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































