TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024105380
公報種別
公開特許公報(A)
公開日
2024-08-06
出願番号
2024073658,2023016197
出願日
2024-04-30,2021-05-18
発明の名称
付加製造法に使用するための散逸性金属前駆体を含むバインダ溶液
出願人
ゼネラル・エレクトリック・カンパニイ
代理人
弁理士法人太陽国際特許事務所
主分類
B22F
10/10 20210101AFI20240730BHJP(鋳造;粉末冶金)
要約
【課題】グリーン強度を維持し、プリント後工程中にプリント部分に改善されたブラウン強度を提供するバインダ溶液を提供する。
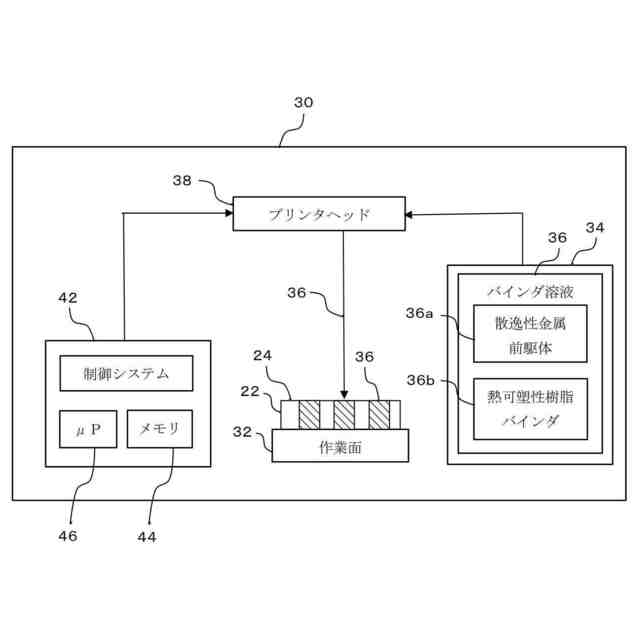
【解決手段】グリーン体部品は、微粒子材料の複数の層と、グリーン体部品の総重量に基づいて、0.5重量%以上5重量%以下の散逸性金属前駆体と、0.5重量%以上3重量%以下の熱可塑性バインダとを含む。散逸性金属前駆体は、塩化ニッケル、塩化鉄、ギ酸ニッケル及びそれらの組み合わせからなる群から選択された塩と、有機金属化合物とを含む。熱可塑性バインダは、第1の官能基を含む第1のポリマーストランド、及び第1の官能基とは異なり、かつ第1の官能基とは相補性である第2の官能基を含む第2のポリマーストランドを含む。熱可塑性バインダは、微粒子材料の複数の層の微粒子材料を結合する。グリーン体部品は、ASTM B312-14に従って測定された5MPa以上の3点曲げ強度を有する。
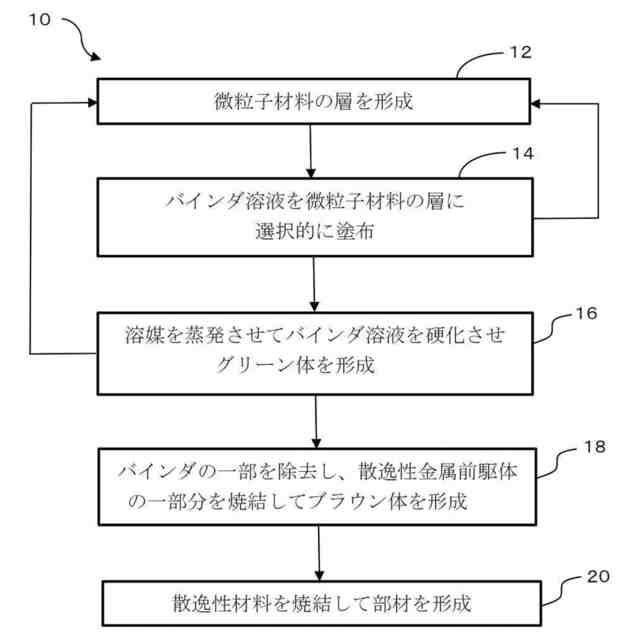
【選択図】図1
特許請求の範囲
【請求項1】
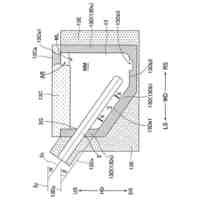
グリーン体部品(60)であって、
微粒子材料(24)の複数の層(22)と、
前記グリーン体部品(60)の総重量に基づいて、0.5重量%以上5重量%以下の散逸性金属前駆体(36a)と、
前記グリーン体部品(60)の総重量に基づいて、0.5重量%以上3重量%以下の熱可塑性バインダ(36b)と、を含有し、
前記散逸性金属前駆体(36a)は、
塩化ニッケル、塩化鉄、ギ酸ニッケル、塩化銅、硝酸銀、硝酸ニッケル、炭酸ニッケル、炭酸銀、過塩素酸銀、ハロゲン化銀、硫酸ニッケル、スルファミン酸ニッケル、シュウ酸ニッケル脱水物、モリブデン酸アンモニウム四水和物、硝酸アルミニウム、塩化マグネシウム、硝酸バリウム、塩化バリウム、硝酸チタン、及びそれらの組み合わせからなる群から選択された塩と、
有機金属化合物とを含み、前記有機金属化合物が、フェロセン、コバルトセン、鉄ペンタカーボニル、又はこれらの組合せを含み、
前記熱可塑性バインダ(36b)は、第1の官能基を含む第1のポリマーストランド、及び前記第1の官能基とは異なり、かつ前記第1の官能基とは相補性である第2の官能基を含む第2のポリマーストランドを含み、
前記熱可塑性バインダ(36b)は、前記微粒子材料(24)の前記複数の層(22)の前記微粒子材料(24)を結合し、
前記グリーン体部品は、ASTM B312-14に従って測定された5MPa以上の3点曲げ強度を有する、グリーン体部品(60)。
続きを表示(約 1,100 文字)
【請求項2】
前記微粒子材料(24)は、金属微粒子材料を含み、前記金属微粒子材料は、ニッケル合金、コバルト合金、コバルトクロム合金、チタン合金、アルミニウム基材料、タングステン合金、ステンレス鋼合金、又はこれらの組合せを含む、請求項1に記載のグリーン体部品(60)。
【請求項3】
前記微粒子材料(24)は、セラミック微粒子材料を含み、前記セラミック微粒子材料は、アルミナ、窒化アルミニウム、ジルコニア、チタニア、シリカ、窒化ケイ素、炭化ケイ素、窒化ホウ素、又はこれらの組み合わせを含む、請求項1に記載のグリーン体部品(60)。
【請求項4】
前記第1のポリマーストランド及び前記第2のポリマーストランドのそれぞれが、ポリビニルアルコール(PVA)、ポリアミド、ポリアクリルアミド(PAAm)、ポリメタクリル酸メチル(PMMA)、ポリ炭酸ビニル、その誘導体、及びそれらの組み合わせからなる群から選択される、請求項1又は2に記載のグリーン体部品(60)。
【請求項5】
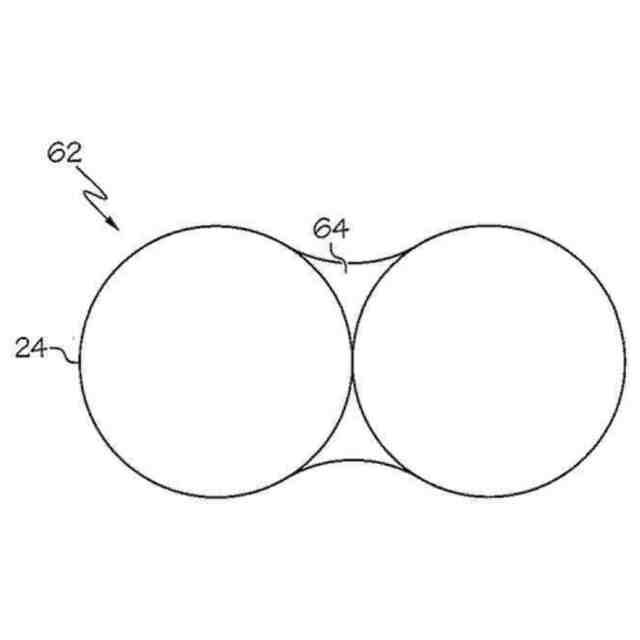
ブラウン体部品(62)であって、
微粒子材料(24)の複数の層(22)と、
散逸性金属前駆体(36a)と、を含有し、
前記散逸性金属前駆体(36a)は、
塩化ニッケル、塩化鉄、ギ酸ニッケル、塩化銅、硝酸銀、硝酸ニッケル、炭酸ニッケル、炭酸銀、過塩素酸銀、ハロゲン化銀、硫酸ニッケル、スルファミン酸ニッケル、シュウ酸ニッケル脱水物、モリブデン酸アンモニウム四水和物、硝酸アルミニウム、塩化マグネシウム、硝酸バリウム、塩化バリウム、硝酸チタン、及びそれらの組み合わせからなる群から選択された塩と、
有機金属化合物とを含み、前記有機金属化合物が、フェロセン、コバルトセン、鉄ペンタカーボニル、又はこれらの組合せを含み、
前記ブラウン体部品は、ASTM B312-14に従って測定された1.5MPa以上の3点曲げ強度を有する、ブラウン体部品(62)。
【請求項6】
前記微粒子材料(24)は、金属微粒子材料を含み、前記金属微粒子材料は、ニッケル合金、コバルト合金、コバルトクロム合金、チタン合金、アルミニウム基材料、タングステン合金、ステンレス鋼合金、又はこれらの組み合わせを含む、請求項5に記載のブラウン体部品(62)。
【請求項7】
前記微粒子材料(24)は、セラミック微粒子材料を含み、前記セラミック微粒子材料は、アルミナ、窒化アルミニウム、ジルコニア、チタニア、シリカ、窒化ケイ素、炭化ケイ素、窒化ホウ素、又はこれらの組み合わせを含む、請求項5に記載のブラウン体部品(62)。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、2020年5月26日に出願された米国仮出願第63/029,957号の利益を主張し、その全体が参照により本明細書に組み込まれている「付加製造法に使用するための散逸性金属(fugitive metal)前駆体を構成するバインダ溶液」と題する。
続きを表示(約 1,400 文字)
【0002】
本明細書は、付加製造法に関する。より具体的には、本明細書は、付加製造法に使用するための散逸性金属前駆体を含むバインダ溶液を対象とする。
【背景技術】
【0003】
付加製造法は、3Dプリンティングとも呼ばれ、素材を層ごとに積み重ねて物品を形成するプロセスである。バインダ噴射は、バインダを使用して粉体の粒子を接合して三次元物体を形成することに基づく付加製造法の技術である。特に、バインダはビルドボリュームで粉体の層上に順次噴射され、そこで粉体とバインダの層が互いに接着して三次元物体を形成する。用途によっては、プリントされた部品は最終用途に適している。
【0004】
他の用途では、プリントされた三次元部品を完成部品に変換するために、バインダの除去や粉体の焼結のような後処理が必要となる場合がある。したがって、プリントされた部品は、取り扱い(例えば、移送、検査、粉体除去)に適したグリーン強度を有し、脱バインダ/焼結プロセス中の歪みを最小限に抑えるのに適したブラウン強度を有することが望ましい。しかしながら、バインダ噴射3Dプリントに従来利用可能であったバインダ溶液は、プリント後工程中のプリント部分の歪み及び損傷を防止するのに必要なブラウン強度を提供しない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、グリーン強度を維持し、プリント後工程中にプリント部分に改善されたブラウン強度を提供する代替バインダ溶液の必要性が存在する。
【課題を解決するための手段】
【0006】
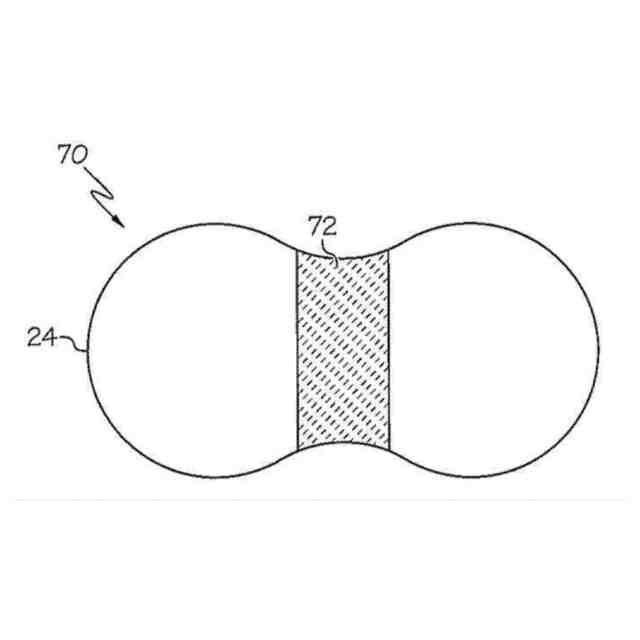
本明細書に開示されるバインダ溶液の様々な実施形態は、空隙を充填し、微粒子材料の焼結前に粉体層の粒子間の接触及び架橋を提供し、それによってプリント部品のブラウン強度及び全体の剛性を改善する散逸性金属前駆体を含むことによって、これらのニーズを満たす。物品の密度を増加させることは、収縮を減少させ、プリントされた部品の強度を増加させ、これによって、亀裂及び歪みを減少させる。
【0007】
第1の態様A1によれば、バインダ溶液は、バインダ溶液の総重量に基づいて、0.5重量%以上40重量%以下の散逸性金属前駆体と、1つ以上の熱可塑性ポリマーストランドを含む熱可塑性バインダと、溶媒であって、散逸性金属前駆体及び熱可塑性バインダが溶媒中に溶解されている溶媒とを含んでもよい。
【0008】
第2の態様A2は、第1の態様A1に係るバインダ溶液を含み、前記バインダ溶液が、バインダ溶液の総重量に基づいて、1重量%以上及び20重量%以下の散逸性金属前駆体を含む。
【0009】
第3の態様A3は、第1の態様A1又は第2の態様A2に係るバインダ溶液を含み、散逸性金属前駆体は、アルカリ土類金属、遷移金属、ポスト遷移金属、半金属、希土類金属
、及びそれらの組み合わせからなる群から選択される。
【0010】
第4の態様A4は、第1の態様A1~第3の態様A3のいずれかに係るバインダ溶液を含み、散逸性金属前駆体が有機金属化合物を含み、前記有機金属化合物がフェロセン、コバルトセン、鉄ペンタカルボニル、又はそれらの組み合わせを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社プロテリアル
合金粉末の製造方法
今日
株式会社エスアールシー
インゴット
3か月前
個人
透かし模様付き金属板の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1日前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
26日前
大同特殊鋼株式会社
鋼塊の製造方法
27日前
新東工業株式会社
粉末除去装置
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
新東工業株式会社
測定装置
3か月前
日立Astemo株式会社
成形装置
5日前
ポーライト株式会社
焼結部品の製造方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
5日前
株式会社トウネツ
溶湯保持炉
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ