TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024103733
公報種別
公開特許公報(A)
公開日
2024-08-01
出願番号
2024090910,2020128452
出願日
2024-06-04,2019-08-29
発明の名称
成形方法及び模型部品
出願人
株式会社バンダイ
代理人
弁理士法人大塚国際特許事務所
主分類
B29C
45/28 20060101AFI20240725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形型においてパーツ毎に成形するかしないかを容易に切替えることを可能とする成形方法及び当該成型方法により成形された模型部品を提供する。
【解決手段】磁性体材料で形成された成形型に成形材料を注入して、複数のパーツがランナーに接続されて構成される第1の成形物を成形する第1の成形工程と、前記成形型に成形材料を注入して、第2の成形物であって、前記第1の成形物を構成する前記複数のパーツの一部を含まない第2の成形物を成形する第2の成形工程とを選択的に実行して成形物を成形する成形方法であって、前記成形型は、前記複数のパーツの一部に対応する前記成形型の所定部分に対する前記成形材料の流入を、磁気スイッチの着脱により遮断また許容するためのスイッチ収容部を備える。
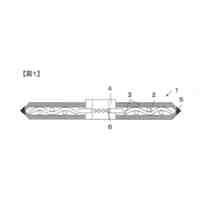
【選択図】図1
特許請求の範囲
【請求項1】
磁性体材料で形成された成形型に成形材料を注入して、複数のパーツがランナーに接続されて構成される第1の成形物を成形する第1の成形工程と、
前記成形型に成形材料を注入して、第2の成形物であって、前記第1の成形物を構成する前記複数のパーツの一部を含まない第2の成形物を成形する第2の成形工程と
を選択的に実行して成形物を成形する成形方法であって、
前記成形型は、前記複数のパーツの一部に対応する前記成形型の所定部分に対する前記成形材料の流入を、磁気スイッチの着脱により遮断また許容するためのスイッチ収容部を備え、
前記第1の成形工程では、前記スイッチ収容部に磁気スイッチが装着されていないことにより前記成形材料の流入が許容され、前記所定部分に対応する前記複数のパーツの一部を含む前記第1の成形物が形成され、
前記第2の成形工程では、前記スイッチ収容部に磁気スイッチが装着されていることにより前記成形材料の流入が遮断されて、前記所定部分に対応する前記複数のパーツの一部を含まない前記第2の成形物が形成される
ことを特徴とする成形方法。
続きを表示(約 1,000 文字)
【請求項2】
前記成形型は、前記ランナーを形成するためのランナー溝に前記スイッチ収容部が設けられ、
前記第2の成形工程では、前記磁気スイッチが装着された前記スイッチ収容部よりも下流側の前記ランナー溝を含む前記所定部分に対する前記成形材料の流入が遮断されることを特徴とする請求項1に記載の成形方法。
【請求項3】
前記成形型は、前記複数のパーツを成形するための複数のパーツ成形部と、前記複数のパーツ成形部それぞれに前記成形材料を供給するための主ランナー溝と、前記主ランナー溝と前記パーツ成形部とを接続し、前記主ランナー溝からの前記成形材料を前記パーツ成形部に供給するための副ランナー溝とを含み
前記スイッチ収容部は、前記主ランナー溝に設けられる第1のスイッチ収容部と、前記副ランナー溝に設けられる第2のスイッチ収容部とのうち、少なくともいずれか一方を含むことを特徴とする請求項2に記載の成形方法。
【請求項4】
前記第1のスイッチ収容部の径は、前記第2のスイッチ収容部の径よりも大きいことを特徴とする請求項3に記載の成形方法。
【請求項5】
前記第2のスイッチ収容部の径は、前記成形型が有する最短の副ランナー溝の長さよりも小さいことを特徴とする請求項4に記載の成形方法。
【請求項6】
前記第2のスイッチ収容部の径は4mmであることを特徴とする請求項4または5に記載の成形方法。
【請求項7】
前記第2のスイッチ収容部は、前記第1のスイッチ収容部の下流側に設けられることを特徴とする請求項3から6のいずれか1項に記載の成形方法。
【請求項8】
前記第2のスイッチ収容部は、前記成形材料の流入を遮断しようとするパーツ成形部と接続する全ての副ランナー溝に設けられることを特徴とする請求項3から7のいずれか1項に記載の成形方法。
【請求項9】
前記磁気スイッチは球状の磁石であり、
前記スイッチ収容部は、前記磁気スイッチの球状の形状に対応する凹部を有することを特徴とする請求項2から8のいずれか1項に記載の成形方法。
【請求項10】
第1のランナーと接続された第2のランナーと接続した少なくとも1つ以上の成形物を含む模型部品であって、
前記第1のランナー及び前記第2のランナーの少なくともいずれかの端部に球状凹面を有することを特徴とする模型部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形方法及び模型部品に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般に樹脂を用いて成形されたプラモデルのような成形物は、ランナーに組み立ての対象となる複数のパーツが接続されて構成されている(特許文献1を参照)。パーツを組み立てて出来上がる完成品の種類や形状に応じてそれぞれ異なるパーツの組み合わせが提供されることが一般的であるが、中には完成品として異なるものの、パーツは一部が異なるだけで共通のパーツを有するバリエーション製品も存在する。
【先行技術文献】
【特許文献】
【0003】
特開2006-142578号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のようなバリエーション製品用のパーツを成形する場合、製品毎にそれぞれ専用の成形型(金型)を作ることもできる。また、元の製品の金型をそのまま転用し、バリエーション商品では使用されないパーツも含めて成形することもできる。前者の場合には、一部の不要なパーツのためだけに追加の成形型を造るためのコストが発生するので非効率であり、後者についてはバリエーション商品では使われないパーツが成形され、成形材料の無駄が発生する。
【0005】
そこで、成形型においてパーツ毎に成形するかしないかを容易に切替え可能とすることで、必要とする共通パーツのみを成形可能とする技術が求められている。
【0006】
本発明は、成形型においてパーツ毎に成形するかしないかを容易に切替えることを可能とする成形方法及び当該成型方法により成形された模型部品を提供する。
【課題を解決するための手段】
【0007】
本発明は、成型方法であって
磁性体材料で形成された成形型に成形材料を注入して、複数のパーツがランナーに接続されて構成される第1の成形物を成形する第1の成形工程と、
前記成形型に成形材料を注入して、第2の成形物であって、前記第1の成形物を構成する前記複数のパーツの一部を含まない第2の成形物を成形する第2の成形工程と
を選択的に実行して成形物を成形する成形方法であって、
前記成形型は、前記複数のパーツの一部に対応する前記成形型の所定部分に対する前記成形材料の流入を、磁気スイッチの着脱により遮断また許容するためのスイッチ収容部を備え、
前記第1の成形工程では、前記スイッチ収容部に磁気スイッチが装着されていないことにより前記成形材料の流入が許容され、前記所定部分に対応する前記複数のパーツの一部を含む前記第1の成形物が形成され、
前記第2の成形工程では、前記スイッチ収容部に磁気スイッチが装着されていることにより前記成形材料の流入が遮断されて、前記所定部分に対応する前記複数のパーツの一部を含まない前記第2の成形物が形成される。
【0008】
また、模型部品は、第1のランナーと接続された第2のランナーと接続した少なくとも1つ以上の成形物を含む模型部品であって、前記第1のランナー及び前記第2のランナーの少なくともいずれかの端部に球状凹面を有する。
【発明の効果】
【0009】
本発明によれば、成形型においてパーツ毎に成形するかしないかを容易に切替えて、模型部品を成形することができる。
【図面の簡単な説明】
【0010】
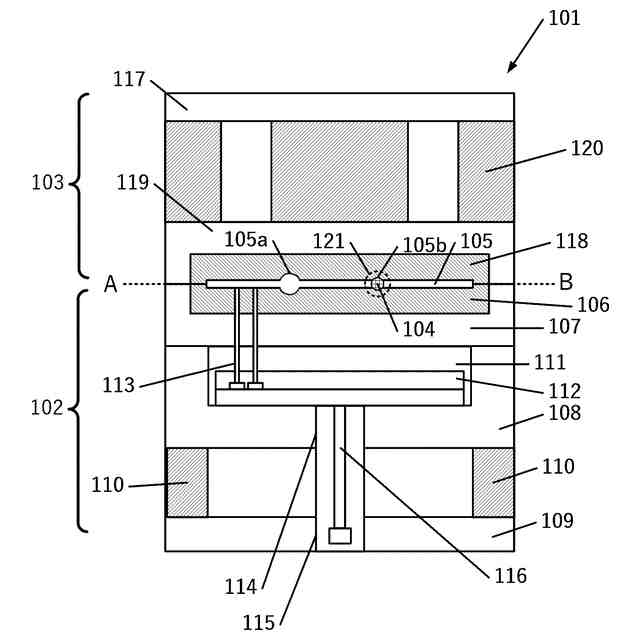
発明の実施形態に係る成形装置の断面を例示する図。
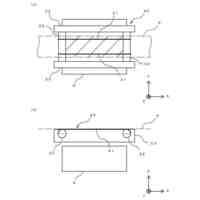
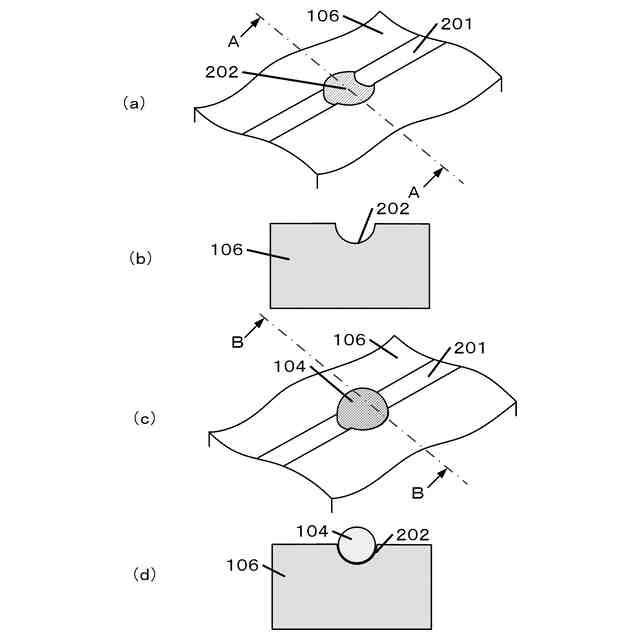
(a)は磁気スイッチが装着されていない状態を示すランナー溝の斜視図、(b)は(a)の状態における断面図、(c)は磁気スイッチが装着された状態を示すランナー溝の斜視図、(d)は(c)の状態における断面図。
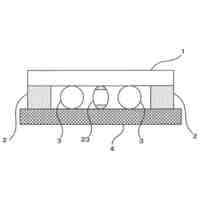
(a)は磁気スイッチを装着していない場合の成形結果、(b)は磁気スイッチを装着した場合の成形結果を、それぞれ示す成形型の断面図、(c)は、(b)の成形結果における成形物と磁気スイッチとの関係を示す図。
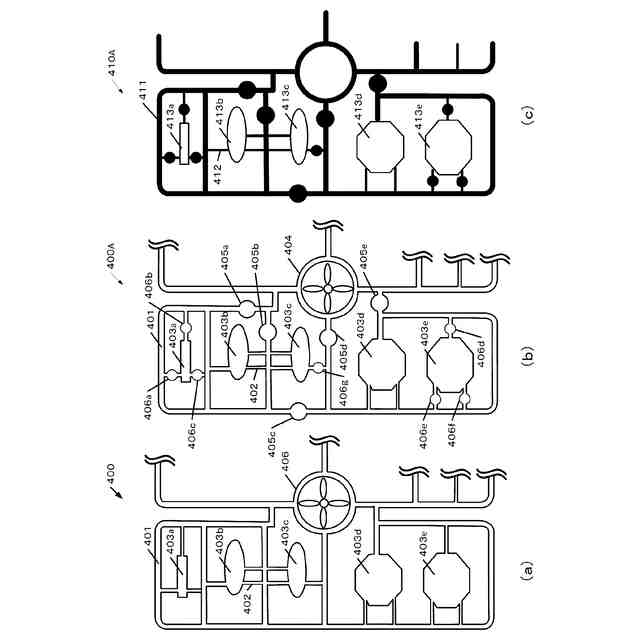
(a)は磁気スイッチを適用する前の成形型400の一例を示す図、(b)は磁気スイッチを適用後の成形型400Aの一例を示す図、(c)は400及び400Aを用いて成形した成形物410Aの一例を示す図。
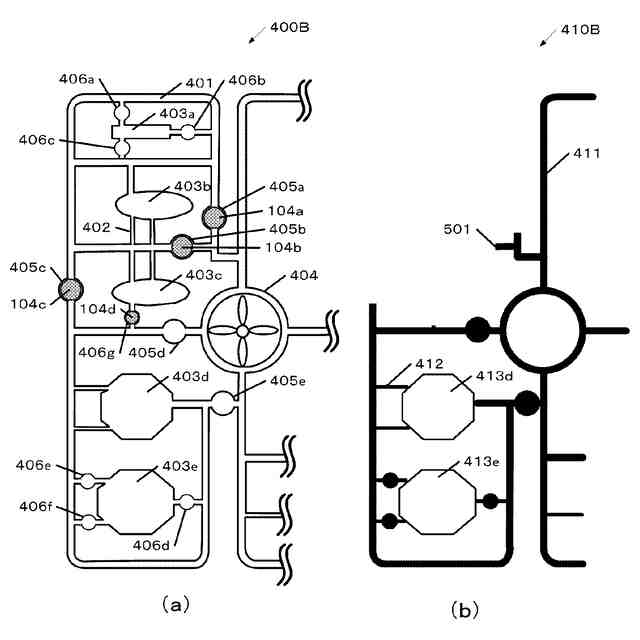
(a)は一部に磁気スイッチを装着した成形型400Bの一例を示す図、(b)は400Bを用いて成形した成形物410Bの一例を示す図。
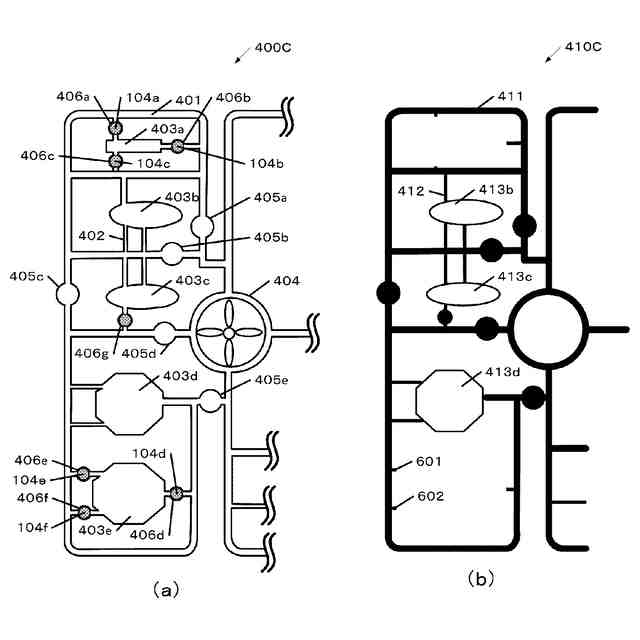
(a)は一部に磁気スイッチを装着した成形型400Cの一例を示す図、(b)は400Cを用いて成形した成形物410Cの一例を示す図。
(a)は一部に磁気スイッチを装着した成形型400Dの一例を示す図、(b)は400Dを用いて成形した成形物410Dの一例を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
プリプレグテープ
1か月前
個人
射出ミキシングノズル
12日前
株式会社日本製鋼所
押出機
18日前
帝人株式会社
成形体の製造方法
3か月前
株式会社リコー
シート剥離装置
2か月前
東レ株式会社
一体化成形品の製造方法
2か月前
TOWA株式会社
成形型清掃用のブラシ
22日前
株式会社日本製鋼所
押出成形装置
1か月前
株式会社日本製鋼所
押出成形装置
1か月前
三菱自動車工業株式会社
予熱装置
28日前
トヨタ自動車株式会社
真空成形装置
5か月前
トヨタ自動車株式会社
真空成形方法
5か月前
株式会社ニフコ
樹脂製品の製造方法
7日前
KTX株式会社
シェル型の作製方法
3か月前
株式会社リコー
シート処理システム
2か月前
小林工業株式会社
振動溶着機
4か月前
株式会社リコー
シート処理システム
2か月前
NISSHA株式会社
加飾成形品の製造方法
6か月前
三光合成株式会社
ガス排出供給構造体
13日前
豊田鉄工株式会社
接合体及び接合方法
1か月前
日本プラスト株式会社
嵌合構造
19日前
三菱ケミカル株式会社
複合物品の製造方法。
12日前
株式会社カネカ
再生アクリル樹脂の製造方法
7日前
東ソー株式会社
高純度薬品用容器の製造方法
3か月前
東レ株式会社
二軸配向ポリエステルフィルム
3か月前
株式会社コスメック
磁気クランプ装置
28日前
株式会社日本製鋼所
射出成形機
3か月前
ヒロホー株式会社
搬送容器の製造方法
3か月前
株式会社スリーエス
光造形装置
5か月前
KTX株式会社
通気性電鋳殻の製造方法
2か月前
東レエンジニアリング株式会社
テープ貼付装置
18日前
株式会社日本製鋼所
プリプレグ製造装置
5か月前
東レ株式会社
熱可塑性樹脂フィルムの製造方法
3か月前
株式会社リコー
ラミネート処理システム
2か月前
株式会社松浦機械製作所
三次元成形方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ