TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024092056
公報種別
公開特許公報(A)
公開日
2024-07-05
出願番号
2024076752,2019002936
出願日
2024-05-09,2019-01-10
発明の名称
発泡成形体及び発泡成形体の製造方法
出願人
株式会社レゾナック
代理人
弁理士法人太陽国際特許事務所
主分類
C08J
9/04 20060101AFI20240628BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】アバタの発生が抑制された発泡成形体を提供する。
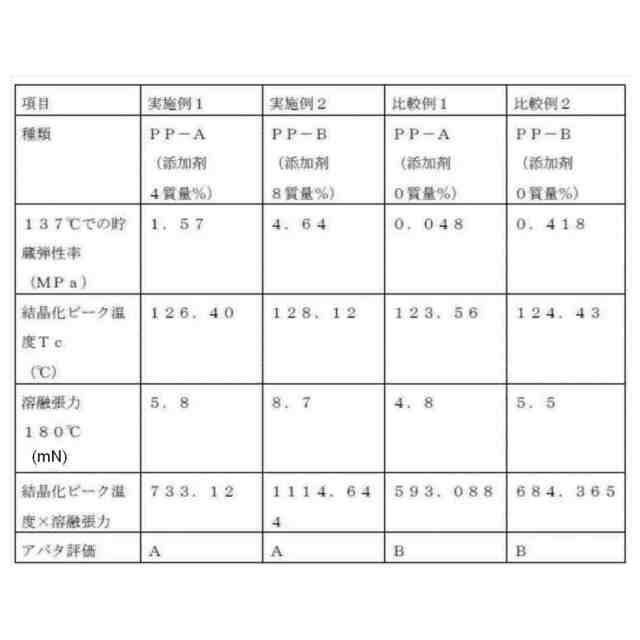
【解決手段】樹脂と発泡剤とを含む樹脂材料が発泡してなり、137℃での貯蔵弾性率が1.00MPa以上であり、180℃での溶融張力が5.0mN以上である発泡成形体。
【選択図】なし
特許請求の範囲
【請求項1】
樹脂と発泡剤とを含む樹脂材料が発泡してなり、
137℃での貯蔵弾性率が1.00MPa以上であり、
180℃での溶融張力が5.0mN以上である発泡成形体。
続きを表示(約 740 文字)
【請求項2】
結晶化ピーク温度が125℃以上である請求項1に記載の発泡成形体。
【請求項3】
前記樹脂材料は、分岐鎖を有するポリプロピレン樹脂を含む請求項1又は請求項2に記載の発泡成形体。
【請求項4】
前記樹脂材料の分岐鎖を有するポリプロピレン樹脂の含有率は、2質量%以上である請求項3に記載の発泡成形体。
【請求項5】
前記分岐鎖を有するポリプロピレン樹脂の230℃でのMFRが、35g/10分以上である請求項3又は請求項4に記載の発泡成形体。
【請求項6】
前記樹脂は、ポリプロピレン系樹脂(PP)、複合ポリプロピレン系樹脂(PPC)及びアクリロニトリル・ブタジエン・スチレン共重合樹脂(ABS)からなる群より選択される少なくとも1種である請求項1~請求項5のいずれか1項に記載の発泡成形体。
【請求項7】
発泡層と、前記発泡層を被覆するスキン層とを備え、
前記発泡層の厚さは、0.01mm~5.9mmである請求項1~請求項6のいずれか1項に記載の発泡成形体。
【請求項8】
発泡層と、前記発泡層を被覆するスキン層とを備え、
前記発泡層の空隙率は、2%以上である請求項1~請求項7のいずれか1項に記載の発泡成形体。
【請求項9】
発泡剤の含有率は、前記樹脂材料に対して0.05質量%~1質量%である請求項1~請求項8のいずれか1項に記載の発泡成形体。
【請求項10】
請求項1~請求項9のいずれか1項に記載の発泡成形体を製造する発泡成形体の製造方法であって、
前記樹脂材料を発泡させる工程を含む発泡成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡成形体及び発泡成形体の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ポリプロピレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合系樹脂等の熱可塑性樹脂の射出発泡成形体は、軽量であり剛性に優れる観点から、自動車用の部材として使用されている。
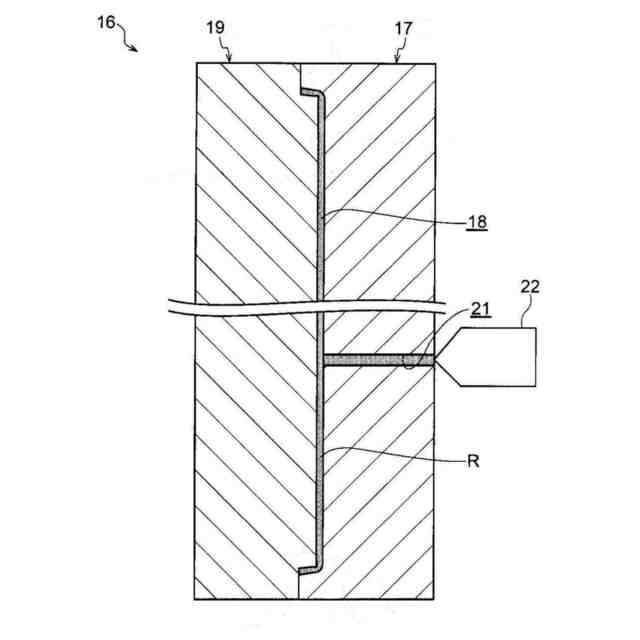
射出発泡成形方法の一つとして、コアバック法がある。コアバック法とは、発泡剤を含む熱可塑性樹脂組成物を射出成形し、可動金型の位置をスライドさせた後、さらに発泡成形をする成形方法である。この成形方法を用いれば、成形体の表層が発泡層よりも発泡率の低いスキン層になり、成形体の内部が均一な高倍率の発泡層になる(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
特開2014-121793号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出発泡成形体がコンソールボックス、ドアトリム、デッキサイドトリム、バックドアトリム、インスツルメントパネル等の自動車内装部品、フェンダー、サイドシル、バンパー、バックドアアウタ等の自動車外装部品などとして使用される場合、射出発泡成形体には、軽量、薄肉であり、かつ外観の良さが要求される。
【0005】
しかしながら、射出発泡成形体の表面には、円形状又は楕円状の小さなくぼみ(以下、「アバタ」と称することがある。)が発生しやすく外観上問題となる場合がある。このため、発泡成形体のアバタの発生を抑制することが望まれている。
【0006】
本発明は、上記従来の事情に鑑みてなされたものであり、アバタの発生が抑制された発泡成形体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を達成するための具体的手段は以下の通りである。
<1> 樹脂と発泡剤とを含む樹脂材料が発泡してなり、137℃での貯蔵弾性率が1.00MPa以上である発泡成形体。
<2> 結晶化ピーク温度が125℃以上である<1>に記載の発泡成形体。
<3> 180℃での溶融張力が5.0mN以上である<1>又は<2>に記載の発泡成形体。
<4> 前記樹脂材料は、分岐鎖を有するポリプロピレン樹脂を含む<1>~<3>のいずれか1つに記載の発泡成形体。
<5> 前記樹脂材料の分岐鎖を有するポリプロピレン樹脂の含有率は、2質量%以上である<4>に記載の発泡成形体。
<6> 前記分岐鎖を有するポリプロピレン樹脂の230℃でのMFRが、35g/10分以上である<4>又は<5>に記載の発泡成形体。
【0008】
<7> <1>~<6>のいずれか1つに記載の発泡成形体を製造する発泡成形体の製造方法であって、前記樹脂材料を発泡させる工程を含む発泡成形体の製造方法。
【発明の効果】
【0009】
本発明によれば、アバタの発生が抑制された発泡成形体及びその製造方法を提供することができる。
【図面の簡単な説明】
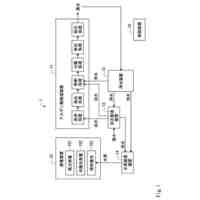
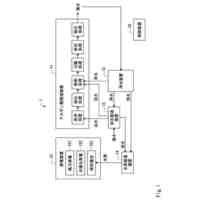
【0010】
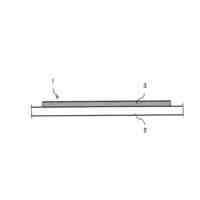
金型を備える成形装置の概略を説明するための図である。
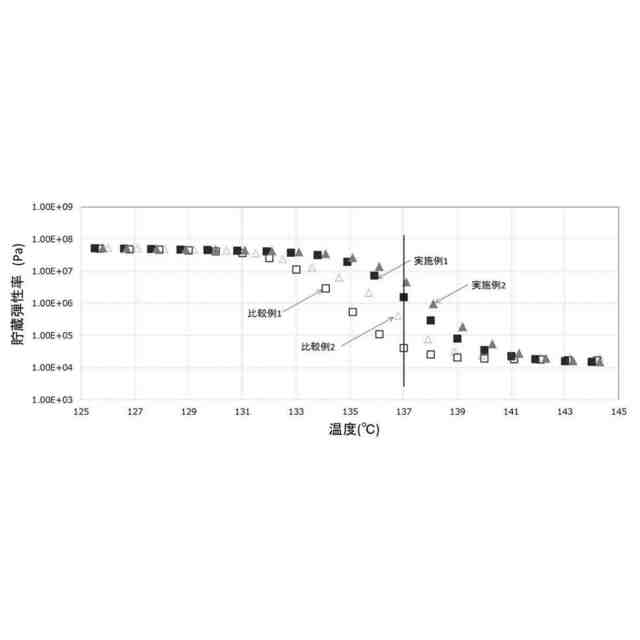
実施例1、2及び比較例1における貯蔵弾性率の測定結果を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
シート
1か月前
東ソー株式会社
ゴム組成物
19日前
東ソー株式会社
ゴム組成物
2か月前
株式会社日本触媒
樹脂組成物
1か月前
株式会社日本触媒
硬化性組成物
2か月前
三洋化成工業株式会社
複合粒子
2か月前
株式会社ラボ
離型フィルム
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
ユニチカ株式会社
ポリアミドイミド
2か月前
大同化成株式会社
樹脂組成物
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
花王株式会社
乳化組成物
2か月前
三洋化成工業株式会社
成形用樹脂組成物
2か月前
DIC株式会社
イミド樹脂
5日前
三洋化成工業株式会社
ブロックポリマー
4日前
大同化成株式会社
軟質樹脂組成物
1か月前
積水フーラー株式会社
硬化性組成物
1か月前
三菱ケミカル株式会社
ポリウレタン
2日前
東ソー株式会社
樹脂粘土及びその製造方法
1か月前
ダイキン工業株式会社
複合材料
17日前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
2か月前
グンゼ株式会社
導電性フィルム
2か月前
アキレス株式会社
塩化ビニル系樹脂フィルム
2か月前
三井化学株式会社
シートまたはフィルム
2か月前
株式会社カネカ
グラフト共重合体
19日前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東ソー株式会社
クロロプレンラテックス組成物
6日前
三水株式会社
中空粒子の製造方法
2か月前
NOK株式会社
クロロプレンゴム組成物
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2か月前
日本エステル株式会社
ポリエステル樹脂組成物
1か月前
トヨタ自動車株式会社
海藻資源化システム
2か月前
東ソー株式会社
廃プラスチックのリサイクル方法
2か月前
横浜ゴム株式会社
ゴム組成物
18日前
トヨタ自動車株式会社
海藻資源化システム
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ