TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024088035
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022202986
出願日
2022-12-20
発明の名称
鋼材塗装方法
出願人
株式会社山水
代理人
個人
,
個人
主分類
B05D
1/02 20060101AFI20240625BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】所定の面の塗膜の厚さをその面から見た裏面の塗膜の厚さより容易に厚くし得る。
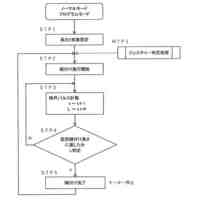
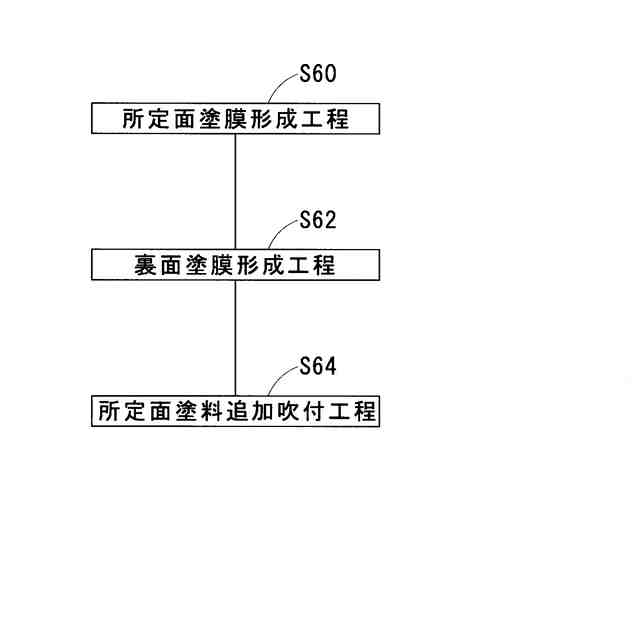
【解決手段】鋼材塗装方法は、所定面塗膜形成工程S60と裏面塗膜形成工程S62とを備える。所定面塗膜形成工程S60において部材200の所定の面に塗膜が形成される。裏面塗膜形成工程S62において部材200のうち所定の面から見た裏面に塗膜が形成される。鋼材塗装方法は、所定面塗料追加吹付工程S64をさらに備える。所定面塗料追加吹付工程S64において、裏面塗膜形成工程S62の完了後、かつ、所定面塗膜形成工程S60において所定の面に吹き付けられた塗料のうち少なくとも表面が塗膜の一部を形成した後に、塗膜の一部に塗料が吹き付けられる。
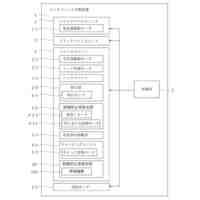
【選択図】図5
特許請求の範囲
【請求項1】
部材の所定の面に塗膜を形成する所定面塗膜形成工程と、
前記部材のうち前記所定の面から見た裏面に塗膜を形成する裏面塗膜形成工程とを備え、
前記所定面塗膜形成工程において前記所定の面に塗料が吹き付けられることにより前記塗膜が形成される鋼材塗装方法であって、
前記裏面塗膜形成工程が、前記所定面塗膜形成工程の開始時以降に前記裏面に前記塗膜を形成する工程であり、
前記裏面塗膜形成工程の完了後、かつ、前記所定面塗膜形成工程において前記所定の面に吹き付けられた前記塗料のうち少なくとも表面が前記塗膜の一部を形成した後に、形成された前記塗膜の一部に塗料が吹き付けられる所定面塗料追加吹付工程をさらに備えることを特徴とする鋼材塗装方法。
続きを表示(約 460 文字)
【請求項2】
前記所定面塗膜形成工程において、前記部材が所定の方向に搬送されている間に前記部材の前記所定の面に塗料が吹き付けられ、
前記裏面塗膜形成工程において、前記所定面塗膜形成工程の際と同一方向に前記部材が搬送されている間に前記部材の前記裏面に塗料が吹き付けられ、
前記所定面塗料追加吹付工程において、前記所定面塗膜形成工程の際と同一方向に前記部材が搬送されている間に前記部材の前記所定の面に塗料が吹き付けられることを特徴とする請求項1に記載の鋼材塗装方法。
【請求項3】
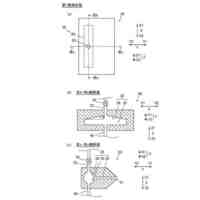
前記部材がフランジの対とウェブとを有する溝形鋼であり、
前記所定の面が、前記フランジの対と前記ウェブとにより形成された溝の内周を形成する面であり、
前記所定面塗膜形成工程において、前記部材が搬送される際に前記部材によって囲まれる空間に配置され前記部材が搬送される前記所定の方向側を向くノズルの対によって前記溝の内周を形成する面に塗料が吹き付けられることを特徴とする請求項2に記載の鋼材塗装方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材塗装方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1は缶胴用鋼板の塗装方法を開示する。この方法は、缶胴用に裁断された鋼板の缶の外側となる面をまず塗装し、ついてその鋼板の缶の内側となる面の端縁部を小型コーティングロールにより帯状に塗装し、しかるのちその鋼板の塗装された内外の塗膜を同時焼付する方法である。
【0003】
特許文献1に開示されている塗装方法によれば、鋼板のうち缶の外側となる面および内側となる面の端縁部の焼付を同時に行うので、その焼付に要する燃料資源を節約できる。
【先行技術文献】
【特許文献】
【0004】
特開昭58-207969号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された塗装方法には、缶の外側となる面と缶の内側となる面とで塗膜の厚さを異なるものとすることが困難という問題点がある。
【0006】
本発明は、このような問題を解消するものである。その目的は、所定の面の塗膜の厚さをその面から見た裏面の塗膜の厚さより容易に厚くし得る鋼材塗装方法を提供することにある。
【課題を解決するための手段】
【0007】
図面を参照して本発明の鋼材塗装方法を説明する。なお、この欄で図中の符号を使用したのは、発明の内容の理解を助けるためであって、内容を図示した範囲に限定する意図ではない。
【0008】
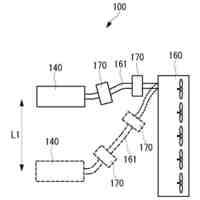
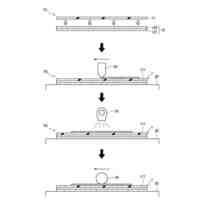
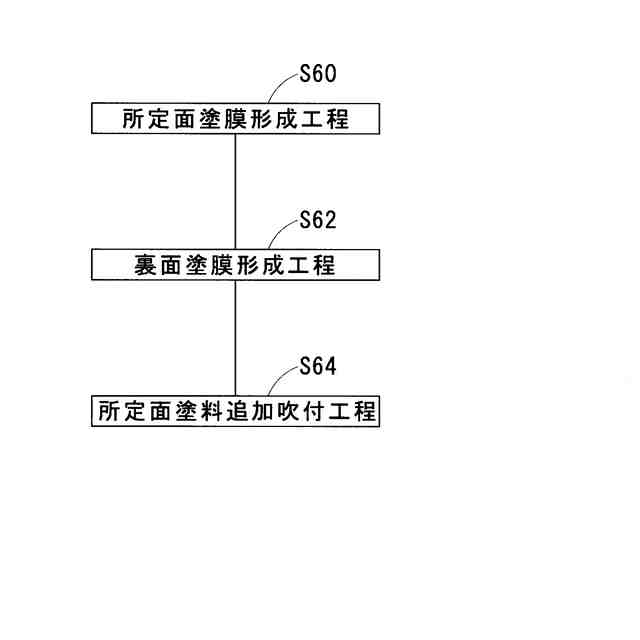
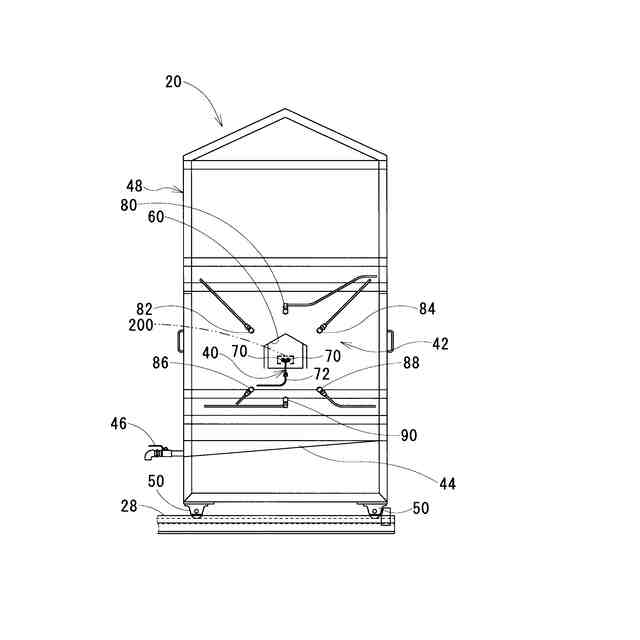
上述された課題を解決するために、本発明のある局面に従うと、鋼材塗装方法は、所定面塗膜形成工程S60と、裏面塗膜形成工程S62とを備える。所定面塗膜形成工程S60において、部材200の所定の面に塗膜が形成される。裏面塗膜形成工程S62において、部材200のうち所定の面から見た裏面に塗膜が形成される。所定面塗膜形成工程S60において所定の面に塗料が吹き付けられることにより塗膜が形成される。裏面塗膜形成工程S62が、所定面塗膜形成工程S60の開始時以降に裏面に塗膜を形成する工程である。鋼材塗装方法は、所定面塗料追加吹付工程S64をさらに備える。所定面塗料追加吹付工程S64において、裏面塗膜形成工程S62の完了後、かつ、所定面塗膜形成工程S60において所定の面に吹き付けられた塗料のうち少なくとも表面が塗膜の一部を形成した後に、形成された塗膜の一部に塗料が吹き付けられる。
【0009】
形成された塗膜の一部に塗料が吹き付けられることにより、まだ塗膜が形成されていない場合に比べ、部材200に吹き付けられた塗料が滴り落ちたり流れたりして塗膜の膜厚を大きく変動させる可能性を抑制できる。そのような可能性を抑制できるので、所定の面の塗膜の厚さをその面から見た裏面の塗膜の厚さより容易に厚くし得る。
【0010】
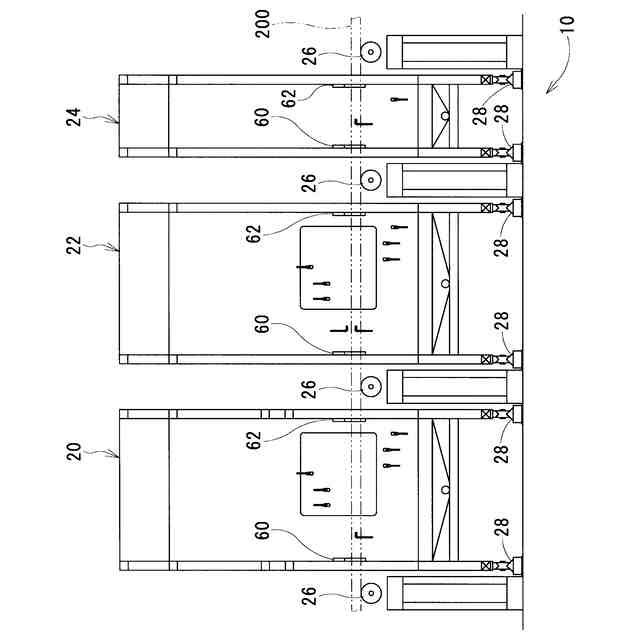
また、上述された所定面塗膜形成工程S60において、部材200が所定の方向に搬送されている間に部材200の所定の面に塗料が吹き付けられることが望ましい。この場合、裏面塗膜形成工程S62において、所定面塗膜形成工程S60の際と同一方向に部材200が搬送されている間に部材200の裏面に塗料が吹き付けられることが望ましい。この場合、所定面塗料追加吹付工程S64において、所定面塗膜形成工程S60の際と同一方向に部材200が搬送されている間に部材200の所定の面に塗料が吹き付けられることが望ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗膜剥離方法
3か月前
ベック株式会社
塗膜処理方法
1か月前
中国電力株式会社
塗装工具
1か月前
中外炉工業株式会社
塗布装置
3か月前
中外炉工業株式会社
塗布装置
22日前
KLASS株式会社
自動壁紙糊付機
2か月前
中外炉工業株式会社
間欠塗布装置
2か月前
株式会社丸一
エアゾール製品の噴口構造
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
トリニティ工業株式会社
塗装設備
1か月前
大日本塗料株式会社
複層塗膜の形成方法
1か月前
株式会社タイショウ
ペンホルダー
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
理想科学工業株式会社
液体吐出装置
1か月前
株式会社ワークス
高圧散水機
20日前
菊水化学工業株式会社
無機系塗料の塗装方法
2か月前
旭サナック株式会社
静電塗装ガン
2か月前
大日本塗料株式会社
塗装方法および塗料セット
今日
旭サナック株式会社
静電塗装ガン
2か月前
テクノ環境機器株式会社
冷却ミスト噴霧システム
2か月前
株式会社吉野工業所
泡吐出器
22日前
ベステラ株式会社
PCB含有塗膜の無害化システム
1か月前
大栄産業株式会社
抗菌除菌剤コーティング方法
3か月前
株式会社吉野工業所
吐出器
20日前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社吉野工業所
吐出器
2か月前
株式会社リコー
液体吐出ヘッド、液体吐出装置
2か月前
株式会社吉野工業所
吐出容器
2か月前
三菱重工業株式会社
保護層形成装置
1か月前
株式会社SCREENホールディングス
塗工方法
1か月前
エステー株式会社
噴霧器
3か月前
株式会社大林組
吹付け装置
2か月前
株式会社マキタ
噴霧装置
1か月前
ブラザー工業株式会社
処理液塗布装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ