TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086565
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2023159102
出願日
2023-09-22
発明の名称
大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置及びその方法
出願人
太原理工大学
代理人
TRY国際弁理士法人
主分類
B21B
19/06 20060101AFI20240620BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】異質金属からなる複合薄肉管を成形する際のバランスの崩れ、ちりやひびなどを抑制する複合装置及びその方法を提供する。
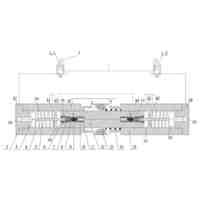
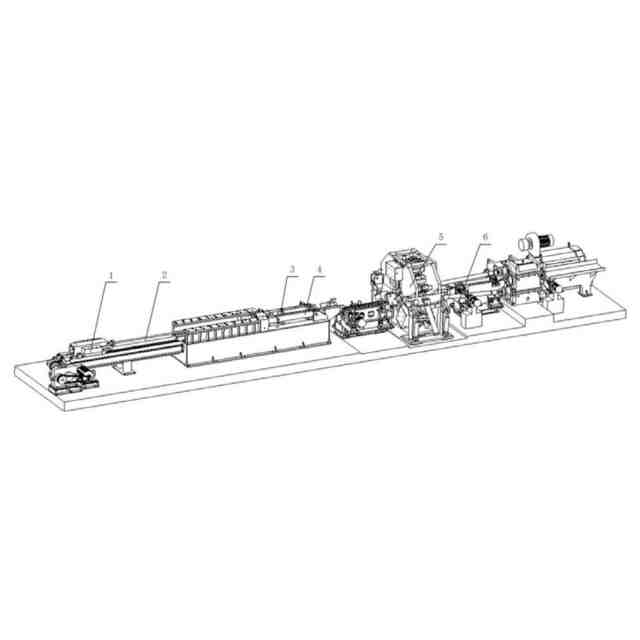
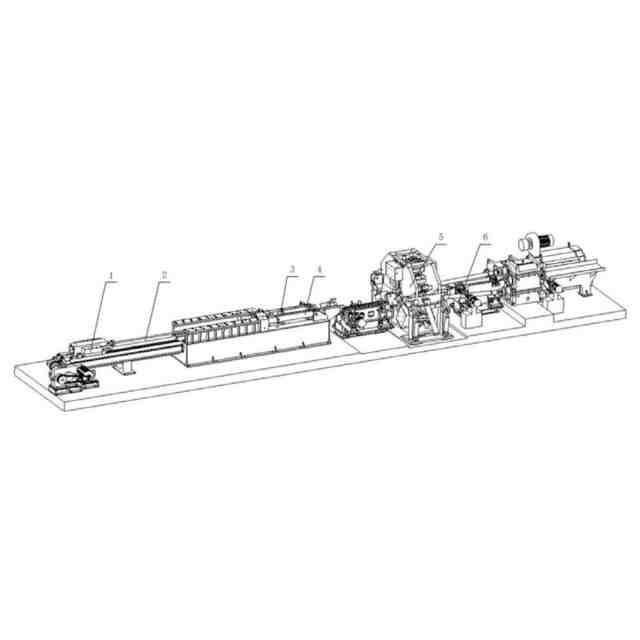
【解決手段】特に、大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置及びその方法を提供し、装置は、圧延軸線に沿って順次に設置された芯棒搬送車1、芯棒2、予め被覆仕掛品3、電磁誘導加熱装置4、漸進的傾斜圧延機器5及び送り軌道6を含み、漸進的傾斜圧延機器は、圧延ロールと間隔板を含み、圧延ロールは、円錐形とされた圧延ロールであり、圧延ロールは、圧延軸線方向に沿って順次に設置された入り口円角領域、入り口円錐領域、漸進的肉減少領域、仕上領域、出口円錐領域及び出口円角領域からなるものであり、漸進的肉減少領域は、入れ替えて設置されたN個だけの強い肉減少部と弱い肉減少部からなるものであり、多数の段階で継続的に小さな圧延を経て大きな変形を累積して実現する。
【選択図】図1
特許請求の範囲
【請求項1】
圧延軸線に沿って順次に配置された芯棒搬送車(1)、芯棒(2)、予め被覆仕掛品(3)、電磁誘導加熱装置(4)、漸進的傾斜圧延機器(5)、及び、送り軌道(6)を含み、
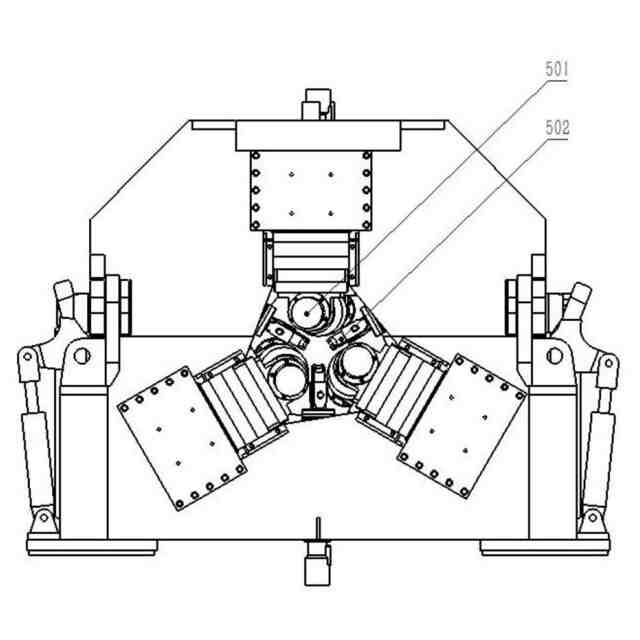
前記芯棒搬送車(1)は、芯棒(2)が圧延軸線に沿って前後移動を行うように連動するためのものであり、前記予め被覆仕掛品(3)は、芯棒(2)を被覆しており、前記電磁誘導加熱装置(4)は、漸進的傾斜圧延機器(5)の入り口側に設置されるものであって、漸進的傾斜圧延機器(5)に入る直前の予め被覆仕掛品(3)を加熱するためのものであり、前記漸進的傾斜圧延機器(5)は、予め被覆仕掛品(3)を圧延するためのものであり、前記送り軌道(6)は、漸進的傾斜圧延機器(5)の出口に設置されるものであって、圧延と複合がされた予め被覆仕掛品(3)を送るためのものであり、前記漸進的傾斜圧延機器(5)は、圧延ロール(501)と間隔板(502)を含み、
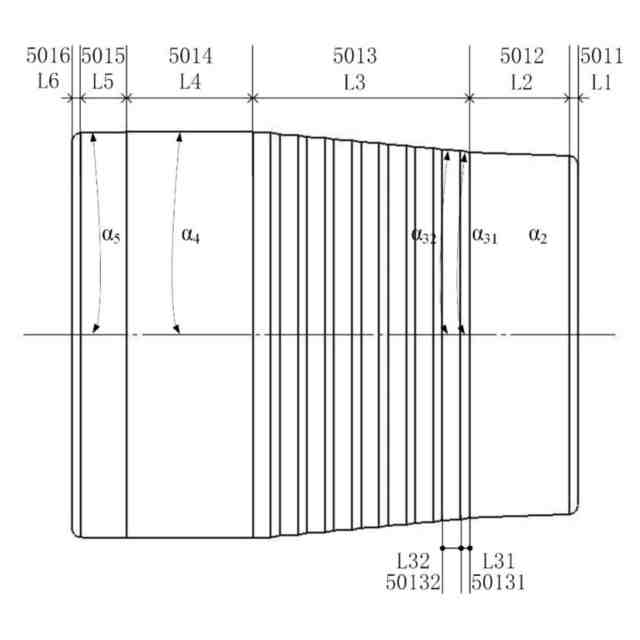
前記圧延ロール(501)は、圧延軸線方向に沿って順次に設置された入り口円角領域(5011)、入り口円錐領域(5012)、漸進的肉減少領域(5013)、仕上領域(5014)、出口円錐領域(5015)及び出口円角領域(5016)からなる円錐形圧延ロールであり、前記漸進的肉減少領域(5013)は、交互に設置されたN個だけの強い肉減少部(50131)と弱い肉減少部(50132)からなるものであり、
前記入り口円錐領域(5012)は、長さL2が圧延ロール(501)の長さの20%~40%であり、円錐角α2が2°~6°であり、前記仕上領域(5014)は、長さL4が圧延ロール(501)の長さの20%~40%であり、円錐角α4が0°~1°であり、前記出口円錐領域(5015)は、長さL5が圧延ロール(501)の長さの5%~15%であり、円錐角α5が0°~2°であり、
前記漸進的肉減少領域(5013)は、長さL3が圧延ロール(501)の長さの30%~50%であり、そのうち、強い肉減少部(50131)の円錐角α31が10°~20°であり、弱い肉減少部(50132)の円錐角α32が1°~10°であり、前記弱い肉減少部(50132)は、長さL32が強い肉減少部(50131)の長さL31の2~10倍である、
ことを特徴とする大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置。
続きを表示(約 1,600 文字)
【請求項2】
前記入り口円角領域(5011)は、半径をrとする円弧であり、当該円弧は、両端がそれぞれ圧延ロール(501)の入り口端面と入り口円錐領域(5012)の円錐面と接し、長さL1がrと等しく、rが仕上領域(5014)の外径の1%~4%と等しい、
ことを特徴とする請求項1に記載の大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置。
【請求項3】
前記出口円角領域(5016)は、半径をrとする円弧であり、当該円弧は、両端がそれぞれ圧延ロール(501)の出口端面と出口円錐領域(5015)の円錐面と接し、長さL6がrと等しく、rが仕上領域(5014)の外径的1%~4%となる、
ことを特徴とする請求項1に記載の大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置。
【請求項4】
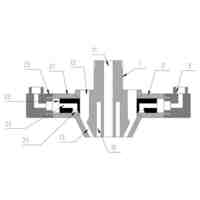
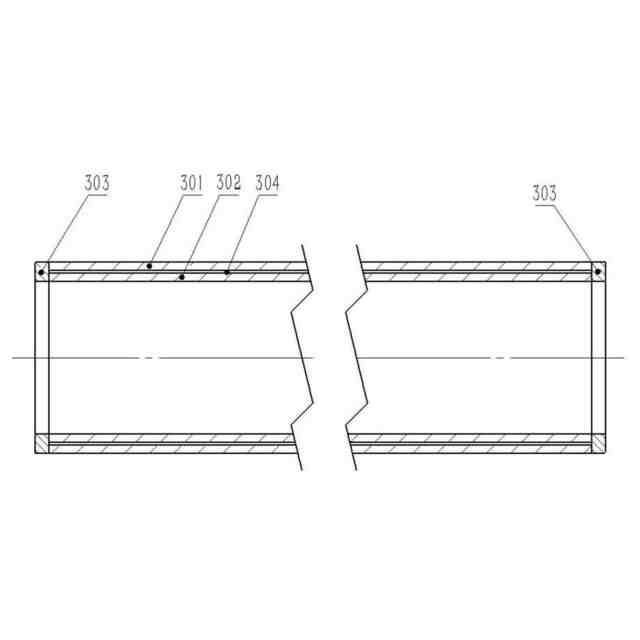
仕掛品を柔性で被覆して組み合わせるというステップS1であって、外層管材(301)と内層管材(302)について表面を洗浄処理し、外層管材(301)を外、内層管材(302)を内にするという順番に従って、仕掛品を柔性で被覆して組み合わせを行い、外層管材(301)と内層管材(302)との間に被覆隙間(304)を置き、二つの位置付け円環(303)を用いて密封と溶接を行ってから真空引きを行い、予め被覆仕掛品(3)の生産を済ませるステップS1と、
電磁誘導で加熱するというステップS2であって、芯棒搬送車(1)と芯棒(2)を接続し、芯棒(2)が予め被覆仕掛品(3)の中を通り抜けるようにし、加熱を行うように芯棒搬送車(1)と共に速度vで電磁誘導加熱装置(4)に送り、加熱の仕事率と周波数を調整し、予め被覆仕掛品(3)が電磁誘導加熱装置(4)から離れる場合に、外層管材(301)及び/又は内層管材(302)における複合すべき表面が目標温度Tまで加熱されて、目標温度Tになると芯棒(2)を介して予め被覆仕掛品(3)を漸進的傾斜圧延機器(5)に送り圧延と複合を行うステップS2と、
漸進的に傾斜圧延と複合を行うというステップS3であって、漸進的傾斜圧延機器(5)の圧延ロール(501)と間隔板(502)を調整し、目標穴の形状と形状Dを設定し、漸進的傾斜圧延機器(5)を起動させ、芯棒搬送車(1)により芯棒(2)と予め被覆仕掛品(3)を共に漸進的傾斜圧延機器(5)に送り、予め被覆仕掛品(3)を、芯棒(2)、圧延ロール(501)及び間隔板(502)で共に囲まれたローラー隙間に送って漸進的に傾斜圧延と複合を行い、順次に入り口円角領域(5011)、入り口円錐領域(5012)、漸進的肉減少領域(5013)、仕上領域(5014)、出口円錐領域(5015)、出口円角領域(5016)を経て、直径が次第に減り、肉が次第に薄くなり、複合界面を冶金して結合するように実現し、最終に複合薄肉管を圧延して取得すると、送り軌道(6)を介して送る、ステップS3と、
熱処理を制御するというステップS4であって、最終的に圧延された複合薄肉管について先端と尾端を取り除いて、所定のサイズに従って切断し、熱処理を経て目標組織性能を取得して、仕上げられた複合薄肉管を取得する、ステップS4とを含む、請求項1に記載の大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置による、
ことを特徴とする複合方法。
【請求項5】
前記ステップS3において、漸進的に傾斜圧延と複合を行う際に、径減少量が予め被覆仕掛品(3)の外径の20%よりも大きく、肉減少量が予め被覆仕掛品(3)全体の肉の40%よりも大きく、肉に不均一の程度が不均一度≦5%となる、
ことを特徴とする請求項4に記載の複合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属複合管を成形する技術分野に関し、特に、大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置及びその方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
異質金属からなる複合管とは、剛性、強度、耐腐食性や耐磨耗性など総合的な性能を同時に備えている構成と機能素材であり、基体と被覆層との間に、特別な変形技術と接続技術により緊密に結合を形成することから、各成分の金属元素による優位性を最大限で生み出すと共に単一の金属的性能の欠陥を克服し、適用されるコストを著しく削減し、優れた総合的な性能と経済利益を持たせ、原子力発電、石油化学工業、海洋工業、電力電子、機械製造や建築装飾などの分野に適用される見通しが幅広くある。
【0003】
近年では、国内外の研究者は、異質金属からなる複合管を生産する工程について大量の研究を展開しつつあり、爆発複合法、引抜き複合法、持続圧延複合法など典型的生産技術を提供してきた。それは、業界を速めて発展するようになった。爆発複合法は、爆発物が爆発している瞬間に生じた衝撃波と高温度・高エネルギーにより、複数の成分金属間における複合界面に冶金を結合させることが可能であるが、継続的に成形を実現できず、しかも、化学や騒音による汚染が存在している。引抜き複合法とは、異質金属管材を被覆してから、円錐型により外管と内管を軸方向に縮径/拡径を行うように引抜き、塑性変形と弾性回復を経て、緊密な機械結合を内外管間に形成することができる。その特色について工程が易く、成形効率が高いものの、円錐型と管材との間に接触面積が比較的大きい故に、必要な成形力が比較的大きく、エネルギー消費も比較的高い。持続圧延複合法は、複数のグループとなったY型圧延機を用いて、高温度で複数のステップを経て連続的に小さな変形を行わせることにより界面に冶金を結合させることが実現される。その特色について生産効率が高く、歩留まりが大きいものの、必要な装置のコストが比較的大きく、生産ラインが数百メートルと長くなり、継続的に熱圧延を行うプロセスを制御することが極めて複雑になり、しかも、製品の規格を調整することが難しい。
【0004】
異質金属からなる複合管を成形させる過程には、外層管材と内層管材について仕掛品を被覆して組み合わせることが必要になる。組立ての精度、同軸度、表面品質などに対する要求が比較的高い。大きな長さ直径比を持った製品については、被覆を行う難しさが高く、成形效率が比較的低く、異質金属からなる複合管を適用したり普及させたりすることに制限が大きく生じてしまった。また、異質金属からなる複合薄肉管にとっては、外層管材と内層管材肉がいずれも比較的薄いことから、成形を行う際に、バランスの崩れ、ちりやひびなどの典型的な欠陥が極めて現れやすく、連続的かつ安定的に成形を行わせることに大きなチャレンジが直面している。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記の問題に対して、大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置及びその方法を提供する。
【0006】
上記の目的を達成するためには、本発明が以下の技術手段を採用する。
【課題を解決するための手段】
【0007】
大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置は、圧延軸線に沿って順次に設置された芯棒搬送車、芯棒、予め被覆仕掛品、電磁誘導加熱装置、漸進的傾斜圧延機器及び送り軌道を含む。前記芯棒搬送車は、芯棒が圧延軸線に沿って前後移動するように連動するためのものである。前記予め被覆仕掛品は、芯棒を覆う。前記電磁誘導加熱装置は、漸進的傾斜圧延機器の入り口側に設置され、漸進的傾斜圧延機器に入る直前の予め被覆仕掛品を加熱するためのものである。前記漸進的傾斜圧延機器は、予め被覆仕掛品を圧延するためのものであり、前記送り軌道は、漸進的傾斜圧延機器の出口に設置され、圧延複合がされた予め被覆仕掛品を送るためのものである。前記漸進的傾斜圧延機器は、圧延ロールと間隔板を含み、前記圧延ロールは、円錐形圧延ロールであり、前記圧延ロールは、圧延軸線方向に沿って順次に設置された入り口円角領域、入り口円錐領域、漸進的肉減少領域、仕上領域、出口円錐領域及び出口円角領域からなり、前記漸進的肉減少領域は、交互に設置されたN個だけの強い肉減少部と弱い肉減少部からなる。
【0008】
さらに、前記入り口円角領域は、半径をrとする円弧であり、当該円弧は、両端がそれぞれ圧延ロールの入り口端面と入り口円錐領域の円錐面と接し、その長さL1がrと等しく、rが仕上領域外径の1%~4%となる。
【0009】
さらに、前記入り口円錐領域は、長さL2が圧延ロール長さの20%~40%であり、その円錐角α2が2°~6°である。前記仕上領域は、その長さL4が圧延ロール長さの20%~40%であり、その円錐角α4が0°~1°である。前記出口円錐領域は、その長さL5が圧延ロール長さの5%~15%であり、その円錐角α5が0°~2°である。
【0010】
さらに、前記漸進的肉減少領域は、その長さL3が圧延ロール長さの30%~50%であり、強い肉減少部の円錐角α31が10°~20°であり、弱い肉減少部の円錐角α32が1°~10°である。前記弱い肉減少部は、その長さL32が強い肉減少部の長さL31の2~10倍となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太原理工大学
三段電気油圧比例制御弁
6日前
太原理工大学
マルチモード3Dプリンタヘッドおよびそれを用いた協働印刷方法
1か月前
太原理工大学
GNSS変位情報に基づく地震前兆異常識別及び地震短期切迫予報方法
3か月前
太原理工大学
大きな長さ直径比をもって異質金属からなる複合薄肉管を漸進的に傾斜圧延する複合装置及びその方法
11か月前
太原理工大学
金属からなるシームレス複合管に勾配温度をラインで制御する装置及び金属からなるシームレス複合管を圧延して複合する方法
8か月前
個人
棒鋼連続引抜装置
2か月前
個人
ヘッダー加工機
3日前
株式会社プロテリアル
鍛造装置
5か月前
株式会社オプトン
曲げ加工装置
2か月前
トヨタ自動車株式会社
金型装置
5か月前
株式会社不二越
NC転造盤
5か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
工機ホールディングス株式会社
ニブラ
24日前
トヨタ紡織株式会社
プレス金型
2日前
トヨタ自動車株式会社
打ち抜き加工方法
18日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
1か月前
株式会社アマダ
曲げ加工機
2か月前
日産自動車株式会社
逐次成形方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社不二越
転造加工用平ダイス
2か月前
株式会社カネミツ
筒張出部形成方法
4か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社三明製作所
転造装置
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
5か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社エナテック
製品分離システム
2か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ