TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071071
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2024184435
出願日
2024-10-18
発明の名称
マルチモード3Dプリンタヘッドおよびそれを用いた協働印刷方法
出願人
太原理工大学
代理人
TRY国際弁理士法人
主分類
B29C
64/209 20170101AFI20250424BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】マルチモード3Dプリンタヘッドおよびそれを用いたマルチモード3Dプリンタヘッドの協働印刷方法を提供する。
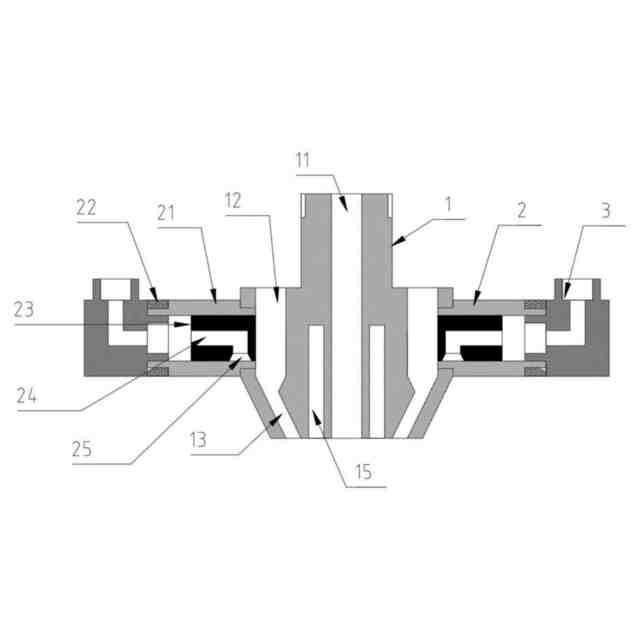
【解決手段】ヘッド本体に押出孔が設けられ、押出孔の上方に給料機構が設けられ、下方に加熱機構が設けられ、ヘッド本体は、押出孔の中心軸線の周方向に沿って複数の液滴噴射孔が設けられ、ヘッド本体に複数の液滴噴射孔と連通する複数の液滴添加孔および補助側孔が設けられ、補助側孔は液滴添加孔に対して垂直に設けられ、噴射補助部材が着脱可能に接続され、噴射補助部材は補助側孔に固定されたスリーブを含み、スリーブ内に移動ブロックが設けられ、移動ブロックに補助噴出孔がさらに設けられ、スリーブの補助側孔から離れた一端に空気管が接続され、誘導コイルが設けられる。
【選択図】図1
特許請求の範囲
【請求項1】
ヘッド本体を含み、前記ヘッド本体に押出孔が設けられ、前記押出孔の上方に給料機構が設けられ、前記押出孔の下方に加熱機構が設けられ、
前記ヘッド本体は、前記押出孔の中心軸線の周方向に沿って複数の液滴噴射孔が設けられ、
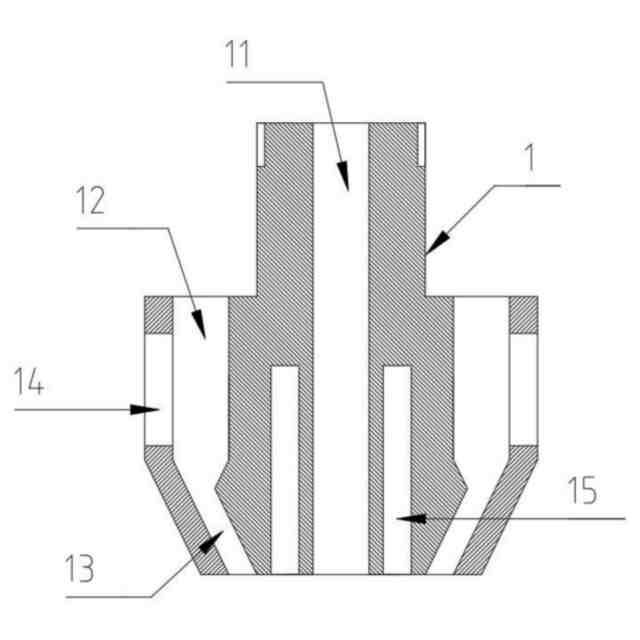
前記複数の液滴噴射孔の下端は前記押出孔の一端に対して傾斜して設けられ、前記複数の液滴噴射孔の下端は前記押出孔の下端と面一であり、
前記複数の液滴噴射孔は前記押出孔に対して対称に設けられ、
前記複数の液滴噴射孔の中心軸線が位置する直線が交差点を有し、前記交差点が前記押出孔の真下に位置し、
前記ヘッド本体に、前記複数の液滴噴射孔と連通する複数の液滴添加孔および補助側孔がさらに設けられ、
前記液滴添加孔の内径は前記液滴噴射孔の内径よりも大きく、前記複数の液滴噴射孔から離れた一端が液滴添加管と連通し、
前記補助側孔は前記液滴添加孔に対して垂直に設けられ、噴射補助部材が着脱可能に接続され、
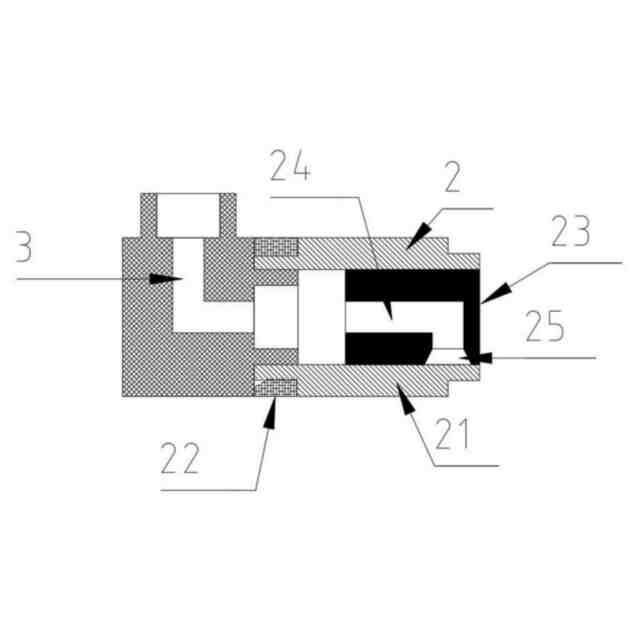
前記噴射補助部材は、前記補助側孔に固定されたスリーブを含み、前記スリーブ内に移動ブロックが設けられ、前記移動ブロックの外面は前記スリーブの内壁と周方向に密着し、前記補助側孔に近い一端が前記液滴添加孔を切り捨て、
前記移動ブロックに補助噴出孔がさらに設けられ、前記補助噴出孔の2つの開口はそれぞれ前記複数の液滴噴射孔に向かって、前記補助側孔から離れて設けられ、
前記スリーブの前記補助側孔から離れた一端に空気管が接続され、誘導コイルが設けられる、ことを特徴とするマルチモード3Dプリンタヘッド。
続きを表示(約 1,000 文字)
【請求項2】
前記ヘッド本体は、
前記ヘッド本体の下方に設けられ、掻き取りシートおよび接着剤回収ボックスを含む接着剤回収部材をさらに含み、
前記掻き取りシート上に溝が設けられる、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
【請求項3】
前記ヘッド本体は、
前記空気管の周囲に設けられ、前記空気管から流入する気体を冷却するように構成された冷却部材をさらに含む、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
【請求項4】
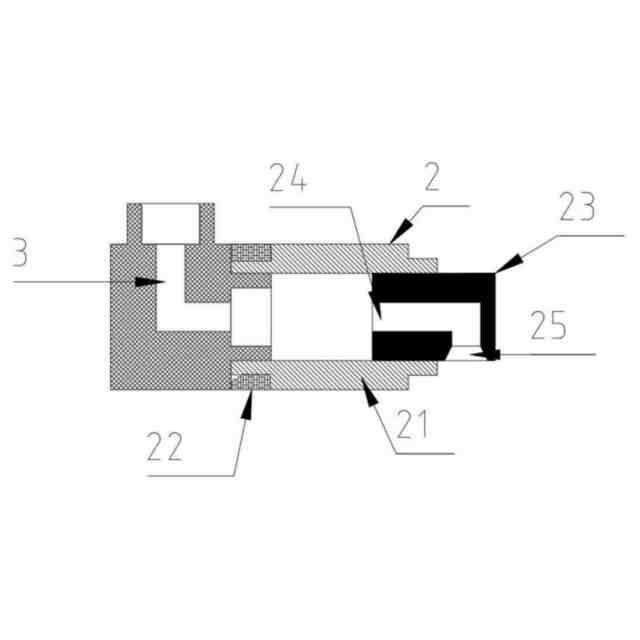
前記補助噴出孔は、前記移動ブロックが前記液滴添加孔を切り捨てたときに、前記液滴噴射孔と連通する、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
【請求項5】
前記補助噴出孔の内径は前記液滴噴射孔の内径よりも大きく、前記液滴噴射孔に近い開口はフレア口である、ことを特徴とする請求項4に記載のマルチモード3Dプリンタヘッド。
【請求項6】
前記液滴添加孔と前記液滴噴射孔の接続セグメントは円錐状セグメントである、ことを特徴とする請求項5に記載のマルチモード3Dプリンタヘッド。
【請求項7】
前記液滴添加孔の直径は前記液滴噴射孔の直径よりも大きく、前記円錐状セグメントの傾斜角度は0°~45°である、ことを特徴とする請求項6に記載のマルチモード3Dプリンタヘッド。
【請求項8】
前記誘導コイルは、通電後に前記移動ブロックを吸着し、吸着後の移動ブロックが前記液滴添加孔から離れるように構成される、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
【請求項9】
前記ヘッド本体の前記給料機構から離れた側に環状溝が設けられ、前記環状溝は、前記押出孔と前記液滴噴射孔との間に位置し、前記加熱機構が設けられる、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
【請求項10】
前記給料機構は、前記ヘッド本体に着脱可能に接続された接続フレームを含み、前記接続フレームは、前記押出孔の上方にプロファイルを搬送するための駆動輪および従動輪が対向して設けられ、前前記駆動輪に対する記従動輪の間隔は、前記プロファイルの直径に基づいて調整される、ことを特徴とする請求項1に記載のマルチモード3Dプリンタヘッド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
<関連出願の相互参照>
本出願は、2023年10月20日に出願された出願番号2023113632761の中国出願の優先権を主張し、そのすべての内容は参照によって本明細書に組み込まれる。
続きを表示(約 2,700 文字)
【0002】
本明細書は、3D印刷装置の技術分野に関し、特にマルチモード3Dプリンタヘッドおよびそれを用いたマルチモード3Dプリンタヘッドの協働印刷方法に関する。
【背景技術】
【0003】
3D印刷、すなわちラピッドプロトタイピング技術の一種は、デジタルモデルファイルに基づいて、粉末金属またはプラスチックなどの接合可能なプロファイル材料を使用して、層ごとに印刷することによって物体を構築する技術である。
【0004】
プロファイル材料の性質が異なるため、既存の3Dプリンタは、吐出方式の異なるプロファイル材料のニーズに合わせて、主に押出成形または液滴噴射に分かれており、その結果、3Dプリンタは、複合材料を印刷するために対応する複数の3Dプリンタヘッドを設置する必要があり、印刷プログラムを実行する際に異なる印刷ノズルを交換する必要がある。このため、対応する材料を使用できるように3Dプリンタヘッドの位置を頻繁に調整する必要があり、印刷効率に大きな影響を与える。
【0005】
したがって、印刷方法を自動的に変更し、プリンタヘッドの高さを調整し、印刷効率を向上させることができるマルチモード3Dプリンタヘッドおよびそれを用いた協働印刷方法を提供することが望まれている。
【発明の概要】
【0006】
本明細書の1つまたは複数の実施例は、マルチモード3Dプリンタヘッドを提供し、前記ヘッドはヘッド本体を含み、前記ヘッド本体に押出孔が設けられ、前記押出孔の上方に給料機構が設けられ、前記押出孔の下方に加熱機構が設けられ、前記ヘッド本体は、前記押出孔の中心軸線の周方向に沿って複数の液滴噴射孔が設けられ、前記複数の液滴噴射孔の下端は前記押出孔の一端に対して傾斜して設けられ、前記複数の液滴噴射孔の下端は前記押出孔の下端と面一であり、前記複数の液滴噴射孔は前記押出孔に対して対称に設けられ、前記複数の液滴噴射孔の中心軸線が位置する直線が交差点を有し、前記交差点が前記押出孔の真下に位置し、前記ヘッド本体に、前記複数の液滴噴射孔と連通する複数の液滴添加孔および補助側孔がさらに設けられ、前記液滴添加孔の内径は前記液滴噴射孔の内径よりも大きく、前記複数の液滴噴射孔から離れた一端が液滴添加管と連通し、前記補助側孔は前記液滴添加孔に対して垂直に設けられ、噴射補助部材が着脱可能に接続され、前記噴射補助部材は前記補助側孔に固定されたスリーブを含み、前記スリーブ内に移動ブロックが設けられ、前記移動ブロックの外面は前記スリーブの内壁と周方向に密着し、前記補助側孔に近い一端が前記液滴添加孔を切り捨て、前記移動ブロックに補助噴出孔がさらに設けられ、前記補助噴出孔の2つの開口はそれぞれ前記複数の液滴噴射孔に向かって、前記補助側孔から離れて設けられ、前記スリーブの前記補助側孔から離れた一端に空気管が接続され、誘導コイルが設けられる。
【0007】
本明細書の1つまたは複数の実施例は、マルチモード3Dプリンタヘッドの協働印刷方法を提供し、前記方法は、上記実施例に記載のマルチモード3Dプリンタヘッドを使用しており、印刷プラットフォームを介して印刷すべき3次元モデルおよびプロファイル材料を取得するステップと、プロセッサを介して3次元モデルをスライスし、前記3次元モデルの印刷すべきスライスを取得するステップと、プロセッサを介して前記プロファイル材料の数および3次元モデルのサイズに基づいて、液滴噴射のための印刷プログラムセグメントおよび押出成形のための印刷プログラムセグメントを決定し、コントローラに送信するステップと、前記コントローラを介して前記液滴噴射のための印刷プログラムセグメントおよび前記押出成形のための印刷プログラムセグメントを順次実行し、前記液滴噴射のための印刷プログラムセグメントおよび前記押出成形のための印刷プログラムセグメントの間に補償プログラムを設置するステップと、印刷作業を完了するステップと、を含む。
【図面の簡単な説明】
【0008】
本明細書は、例示的な実施例によってさらに説明され、これらの例示的な実施例によって添付図面と併せて詳細に説明される。これらの実施例は限定的なものではなく、これらの実施例では、同じ番号は同じ構造を示す。
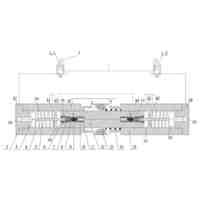
本明細書のいくつかの実施例による液滴添加状態の部分構造の断面を示す概略構造図である。
本明細書のいくつかの実施例による液滴噴射状態の部分構造の断面を示す概略構造図である。
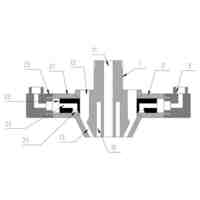
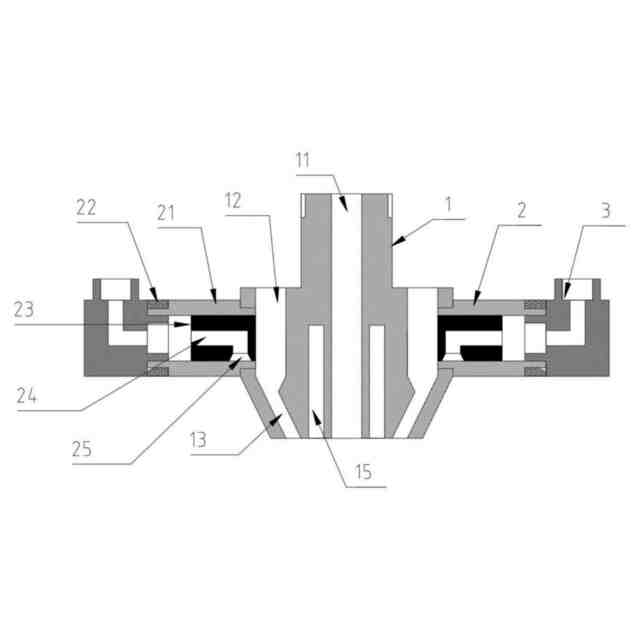
本明細書のいくつかの実施例によるヘッド本体の断面を示す概略構造図である。
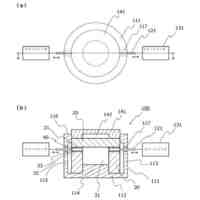
本明細書のいくつかの実施例による液滴添加状態の噴射補助部材の断面を示す概略構造図である。
本明細書のいくつかの実施例による液滴噴射状態の噴射補助部材の断面を示す概略構造図である。
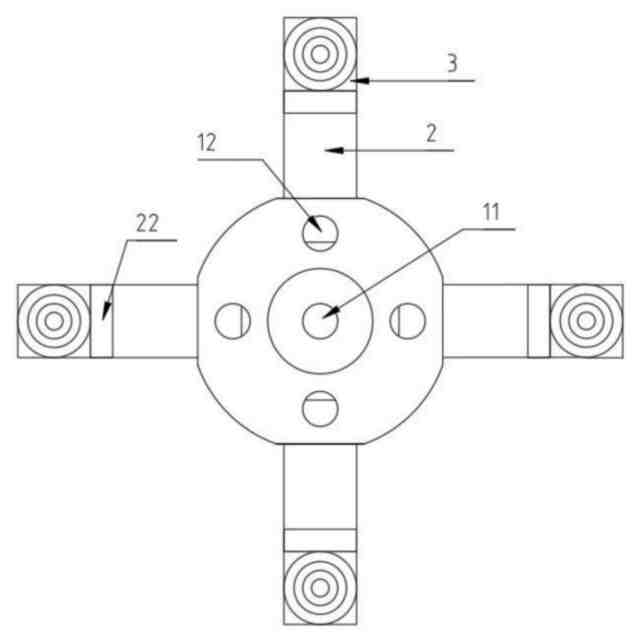
本明細書のいくつかの実施例によるヘッド本体の上面視概略構造図である。
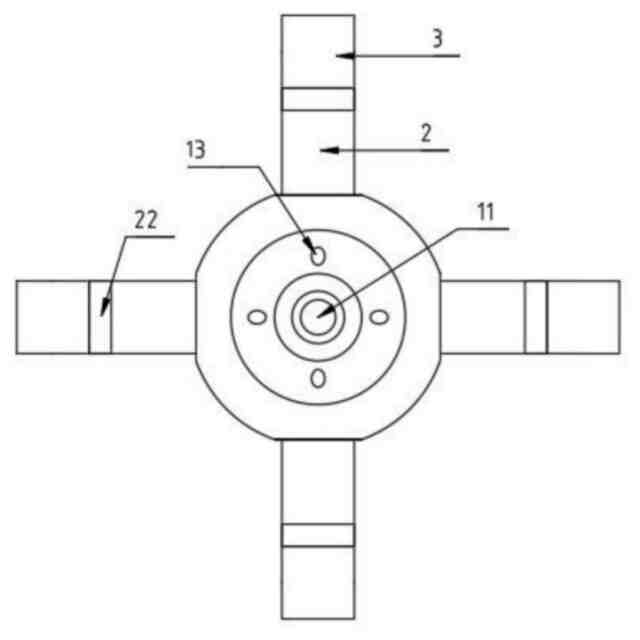
本明細書のいくつかの実施例によるヘッド本体の底面視概略構造図である。
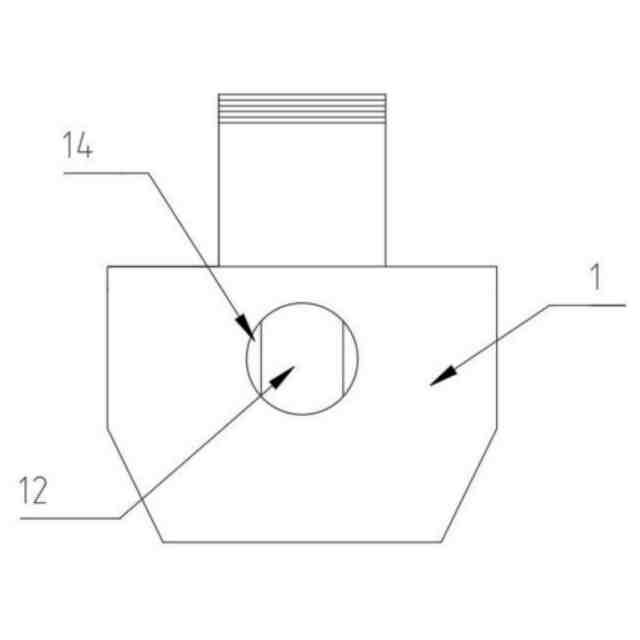
本明細書のいくつかの実施例によるヘッド本体の概略構造図である。
本明細書のいくつかの実施例によるプリンタヘッド全体を示す概略構造図である。
本明細書のいくつかの実施例による接着剤回収部材の概略構造図である。
本明細書のいくつかの実施例による接着剤回収部材が回転する場合の概略図である。
本明細書のいくつかの実施例によるマルチモード3Dプリンタヘッドの協働印刷方法の例示的なフローチャートである。
本明細書のいくつかの実施例による融合度モデルのモデル概略構造図である。
【発明を実施するための形態】
【0009】
本明細書の実施例の技術的解決策をより明確に説明するために、以下、実施例の説明において使用される必要のある添付図面を簡単に説明する。添付図面はすべての実施形態を表すものではない。
【0010】
なお、本明細書において使用される「システム」、「装置」、「ユニット」および/または「モジュール」は、異なるレベルの異なる構成要素、デバイス、部材、部分またはアセンブリを区別するために使用される。他の単語が同じ目的を達成できれば、該当単語は他の表現で置き換えられてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太原理工大学
三段電気油圧比例制御弁
1か月前
太原理工大学
マルチモード3Dプリンタヘッドおよびそれを用いた協働印刷方法
2か月前
太原理工大学
GNSS変位情報に基づく地震前兆異常識別及び地震短期切迫予報方法
4か月前
太原理工大学
金属からなるシームレス複合管に勾配温度をラインで制御する装置及び金属からなるシームレス複合管を圧延して複合する方法
9か月前
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
7日前
東レ株式会社
フィルムの製造方法
13日前
グンゼ株式会社
ピン
7か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社コスメック
射出成形装置
1か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
トヨタ自動車株式会社
真空成形装置
2か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
日産自動車株式会社
成形装置
7日前
シチズンファインデバイス株式会社
接合装置
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ