TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086178
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201175
出願日
2022-12-16
発明の名称
塗装鋼板および給湯器
出願人
日本製鉄株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B32B
15/08 20060101AFI20240620BHJP(積層体)
要約
【課題】耐食性が高く、かつ排ガスによる変色が加工部に生じにくい塗装鋼板を提供すること。
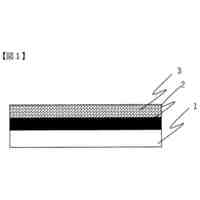
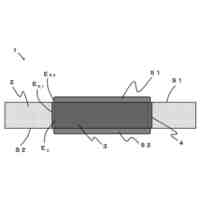
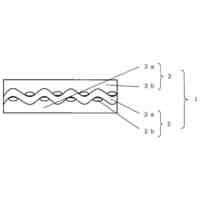
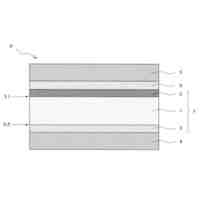
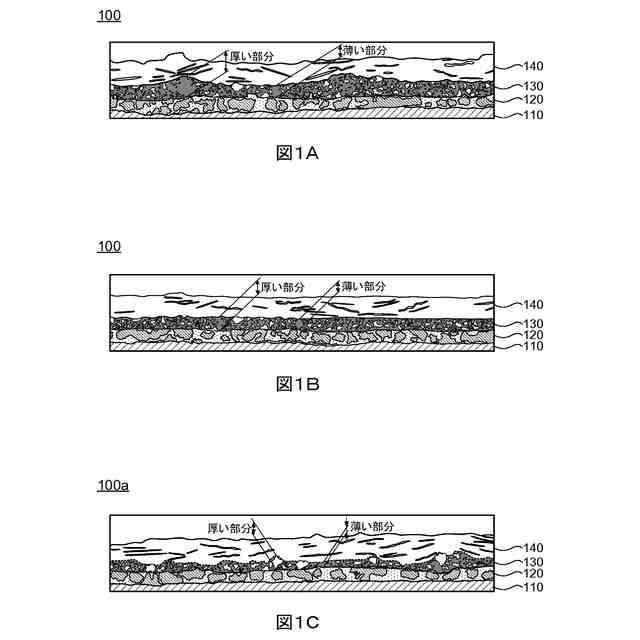
【解決手段】本発明の塗装鋼板は、鋼板と、AlおよびMgを含む亜鉛系めっき層と、クロメートフリーの下塗り塗膜と、上塗り塗膜と、がこの順番に積層されている。前記下塗り塗膜は、ガラス転移温度が0℃以上30℃以下であるバインダー樹脂と、顔料と、を含み、前記上塗り塗膜は、ガラス転移温度が20℃以上60℃以下であるバインダー樹脂と、アスペクト比が5以上である扁平形状の顔料と、を含み、前記扁平形状の顔料の含有量は、前記上塗り塗膜の全体積に対して、3体積%以上30体積%以下である。
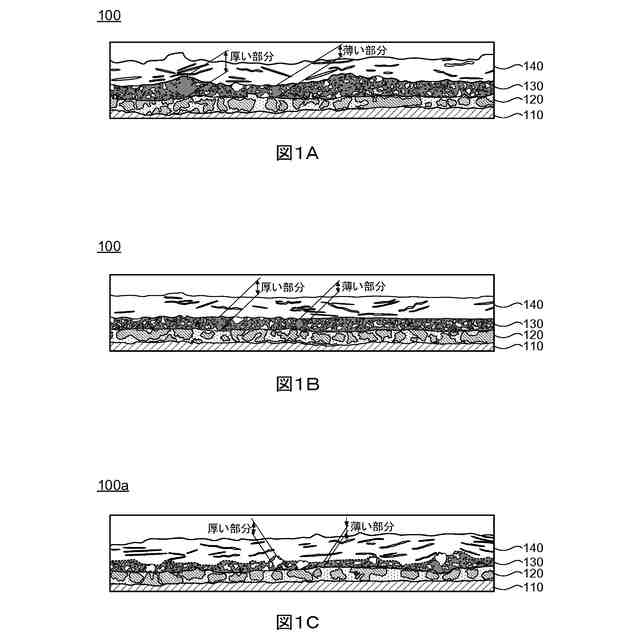
【選択図】図1
特許請求の範囲
【請求項1】
鋼板と、
AlおよびMgを含む亜鉛系めっき層と、
クロメートフリーの下塗り塗膜と、
上塗り塗膜と、
がこの順番に積層され、
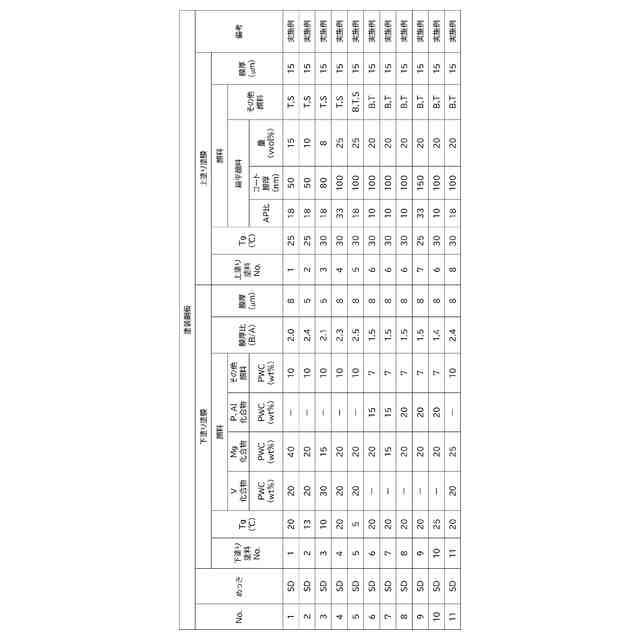
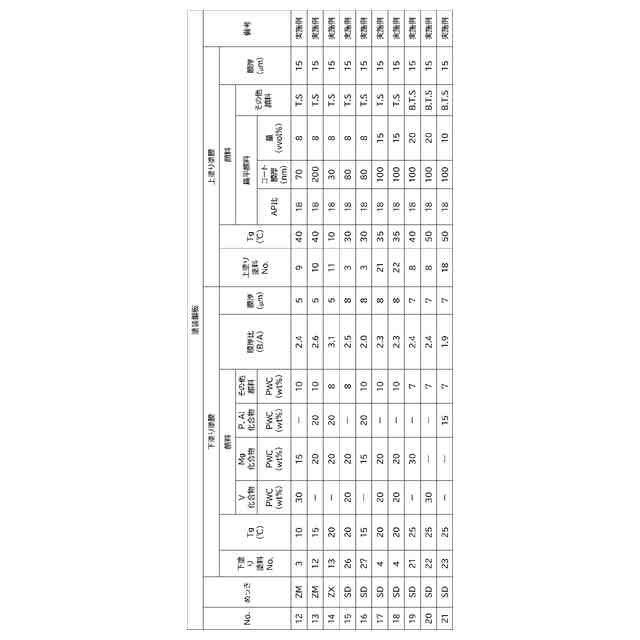
前記下塗り塗膜は、バインダー樹脂と、顔料と、を含む、ガラス転移温度が0℃以上30℃以下の塗膜であり、
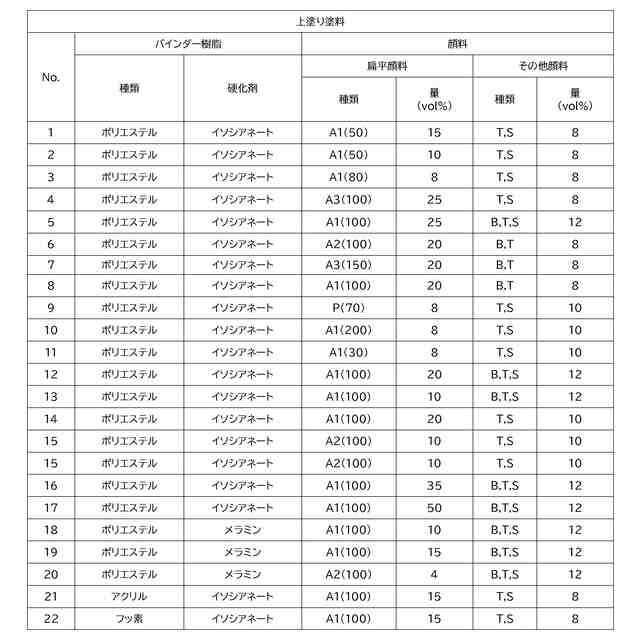
前記上塗り塗膜は、バインダー樹脂と、アスペクト比が5以上である扁平形状の顔料と、を含む、ガラス転移温度が20℃以上60℃以下の塗膜であり、
前記扁平形状の顔料の含有量は、前記上塗り塗膜の全体積に対して、3体積%以上30体積%以下である、
塗装鋼板。
続きを表示(約 690 文字)
【請求項2】
前記扁平形状の顔料は、アルミニウム顔料である、請求項1に記載の塗装鋼板。
【請求項3】
前記扁平形状の顔料は、膜厚が40nm以上の樹脂コーティングを有する、請求項1に記載の塗装鋼板。
【請求項4】
前記扁平形状の顔料は、膜厚が40nm以上の樹脂コーティングを有する、請求項2に記載の塗装鋼板。
【請求項5】
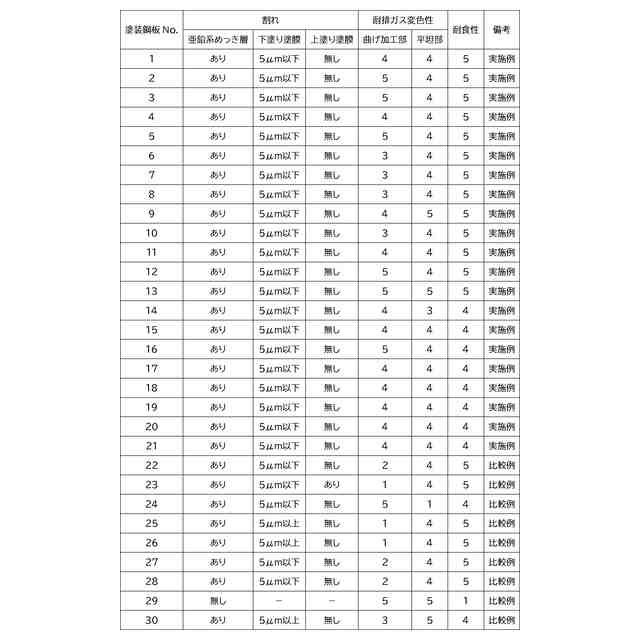
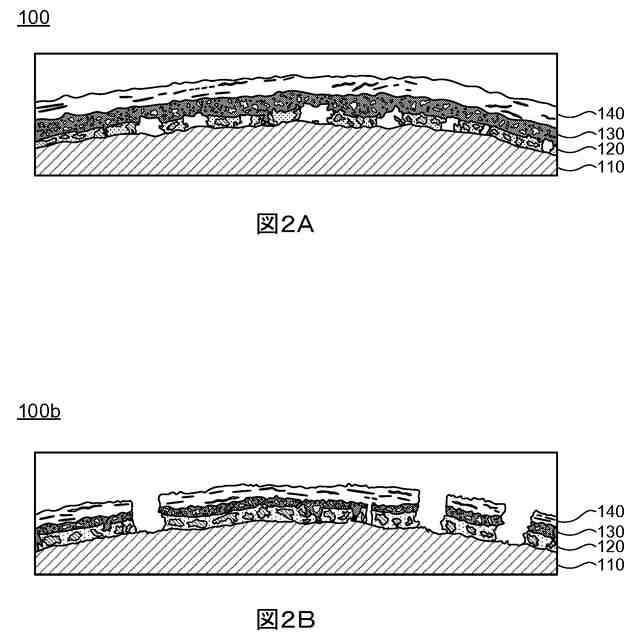
前記塗装鋼板を1T曲げ加工し、前記曲げ加工した加工部の断面のうち、前記亜鉛系めっき層に割れが生じている部位を観察したとき、
前記割れの直上の前記下塗り塗膜は、幅5μm以上の破断部を有さず、
前記割れの直上の前記上塗り塗膜は、破断部を有さない
部位が存在する、
請求項1に記載の塗装鋼板。
【請求項6】
前記下塗り塗膜は、
幅200μmの範囲における、
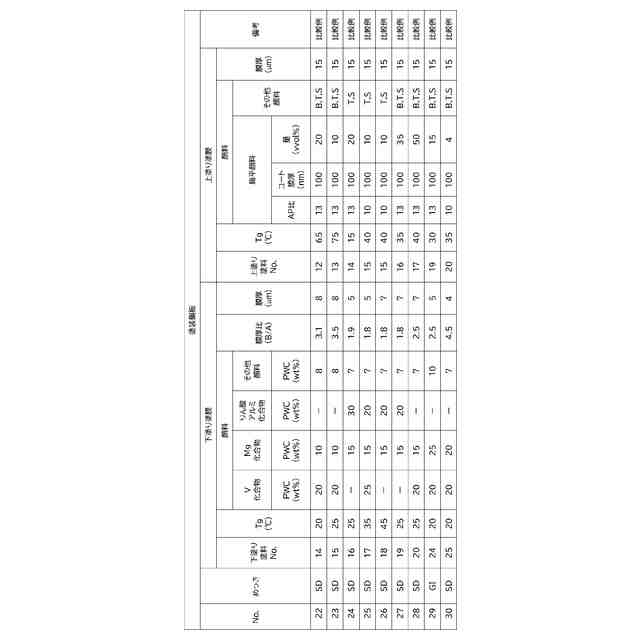
膜厚が最も薄い部位の膜厚(A)に対する膜厚が最も厚い部位の膜厚(B)の比率(B/A)が、1.0以上4.0以下である、
請求項1に記載の塗装鋼板。
【請求項7】
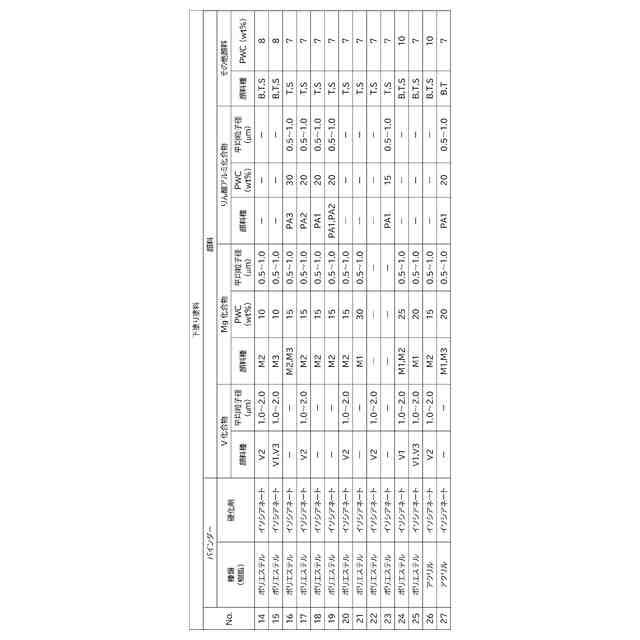
前記下塗り塗膜が含む前記顔料は、バナジウムを含む化合物の粒子とマグネシウムを含む化合物の粒子とを含む、請求項1に記載の塗装鋼板。
【請求項8】
前記下塗り塗膜が含む前記顔料は、マグネシウムを含む化合物の粒子とりんおよびアルミニウムを含む化合物の粒子とを含む、請求項1に記載の塗装鋼板。
【請求項9】
請求項1~8のいずれか1項に記載の塗装鋼板を有する、給湯器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗装鋼板および給湯器に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
エアコンの室外機や給湯器等の家電外装品、および屋根や壁等の外装用建材などの、屋外で使用される物品に用いられる鋼板には、高い耐食性が求められる。そのため、これらの屋外用途に用いられる鋼板として、亜鉛系めっき鋼板に、耐食性を高めるための防錆顔料を含む下塗り塗膜と、着色顔料を含む上塗り塗膜と、を有する塗装鋼板が用いられている(たとえば特許文献1など)。防錆顔料としては、以前は耐食効果が高いクロム系の防錆顔料が用いられていたが、近年では環境負荷を低減するため非クロム系の防錆顔料が使用されている。そのため、非クロム系の防錆顔料を使用しても、クロム系の防錆顔料と同様の高い耐食性を得ることが求められている。
【0003】
たとえば特許文献1には、亜鉛系めっき鋼板上に形成する下塗り塗膜中の、有機樹脂(A)、硬化剤(B)、バナジン酸カルシウム(C)、シリカ(D)、ケイ酸塩(E)、およびトリポリリン酸金属塩(F)の配合量を調整することで、加工部の耐食性に優れた塗装鋼板を得ることができると記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-199803号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のように、塗装鋼板の耐食性を高める方法が種々検討されている。しかし、従来の方法でも赤錆の発生を抑制しきることはできておらず、さらなる耐食性の向上が求められている。
【0006】
そこで、本発明者らは、アルミニウム(Al)およびマグネシウム(Mg)を含む亜鉛系めっき鋼板(Zn-Al-Mg系めっき鋼板)を使用することで、塗装鋼板の耐食性をさらに高める方法を検討した。しかし、Zn-Al-Mg系めっき鋼板を用いた塗装鋼板を上述した屋外用途に使用すると、耐食性は高まるものの、特に給湯器に使用したときなどには、SOxなどを含む排ガスによる変色が加工部に発生しやすかった。
【0007】
本発明は、かかる点に鑑みてなされたものであり、耐食性が高く、かつ排ガスによる変色が加工部に生じにくい塗装鋼板、および当該塗装鋼板を含む給湯器を提供することを、その目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一態様は、下記[1]~[8]の塗装鋼板に関する。
[1]鋼板と、
AlおよびMgを含む亜鉛系めっき層と、
クロメートフリーの下塗り塗膜と、
上塗り塗膜と、
がこの順番に積層され、
前記下塗り塗膜は、バインダー樹脂と、顔料と、を含む、ガラス転移温度が0℃以上30℃以下の塗膜であり、
前記上塗り塗膜は、バインダー樹脂と、アスペクト比が5以上である扁平形状の顔料と、を含む、ガラス転移温度が20℃以上60℃以下の塗膜であり、
前記扁平形状の顔料の含有量は、前記上塗り塗膜の全体積に対して、3体積%以上30体積%以下である、
塗装鋼板。
[2]前記扁平形状の顔料は、アルミニウム顔料である、[1]に記載の塗装鋼板。
[3]前記扁平形状の顔料は、膜厚が40nm以上の樹脂コーティングを有する、[1]に記載の塗装鋼板。
[4]前記扁平形状の顔料は、膜厚が40nm以上の樹脂コーティングを有する、[2]に記載の塗装鋼板。
[5]前記塗装鋼板を1T曲げ加工し、前記曲げ加工した加工部の断面のうち、前記亜鉛系めっき層に割れが生じている部位を観察したとき、
前記割れの直上の前記下塗り塗膜は、幅5μm以上の破断部を有さず、
前記割れの直上の前記上塗り塗膜は、破断部を有さない
部位が存在する、
[1]~[4]のいずれかに記載の塗装鋼板。
[6]前記下塗り塗膜は、
幅200μmの範囲における、
膜厚が最も薄い部位の膜厚(A)に対する膜厚が最も厚い部位の膜厚(B)の比率(B/A)が、1.0以上4.0以下である、
[1]~[5]のいずれかに記載の塗装鋼板。
[7]前記下塗り塗膜が含む前記顔料は、バナジウムを含む化合物の粒子とマグネシウムを含む化合物の粒子とを含む、[1]~[6]のいずれかに記載の塗装鋼板。
[8]前記下塗り塗膜が含む前記顔料は、マグネシウムを含む化合物の粒子とりんおよびアルミニウムを含む化合物の粒子とを含む、[1]~[7]のいずれかに記載の塗装鋼板。
【0009】
上記課題を解決するための本発明の一態様は、下記[9]の給湯器に関する。
[9][1]~[8]のいずれかに記載の塗装鋼板を有する、給湯器。
【発明の効果】
【0010】
本発明によれば、耐食性が高く、かつ排ガスによる変色が加工部に生じにくい塗装鋼板、および当該塗装鋼板を含む給湯器が提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
5日前
日本製鉄株式会社
継目無鋼管
5日前
日本製鉄株式会社
継目無鋼管
5日前
日本製鉄株式会社
高炉炉底部冷却構造
5日前
日鉄環境株式会社
廃水の処理方法
6日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
6日前
日鉄環境株式会社
廃水の処理方法、及び活性汚泥用栄養剤
6日前
日本製鉄株式会社
設計支援装置、設計支援方法、および設計支援用コンピュータプログラム
5日前
日鉄環境株式会社
生物学的廃水処理性能の予測方法、及び廃水の処理方法
6日前
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
1か月前
東レ株式会社
積層体
4か月前
東レ株式会社
フィルム
1か月前
東レ株式会社
多層成形品
5か月前
東レ株式会社
積層フィルム
5か月前
アイカ工業株式会社
化粧板
1か月前
個人
生地
7か月前
東レ株式会社
積層フィルム
7か月前
アイカ工業株式会社
化粧板
2か月前
三菱ケミカル株式会社
積層体
6か月前
東ソー株式会社
多層フィルム
9か月前
三菱ケミカル株式会社
積層体
8か月前
三菱ケミカル株式会社
積層体
8か月前
セーレン株式会社
導電性編物
6か月前
東洋紡株式会社
離型フィルム
6か月前
東洋紡株式会社
離型フィルム
6か月前
三菱ケミカル株式会社
積層体
7か月前
日本バイリーン株式会社
表面材
4か月前
三菱製紙株式会社
離型フィルム
5か月前
ダイニック株式会社
ターポリン
3か月前
株式会社カネカ
ポリイミド積層体
5か月前
株式会社 スワコー
光学フィルム
6か月前
東レ株式会社
サンドイッチ構造体
26日前
三洋化成工業株式会社
複層硬化膜
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ