TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024079187
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191981
出願日
2022-11-30
発明の名称
押出装置及びその洗浄方法並びに押出装置を用いた成形品の製造方法
出願人
住友重機械工業株式会社
,
群馬県
代理人
アクシス国際弁理士法人
主分類
B29C
45/18 20060101AFI20240604BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】清掃による材料押出の中断時間を短くできる押出装置及びその洗浄方法並びに押出装置を用いた成形品の製造方法を提供する。
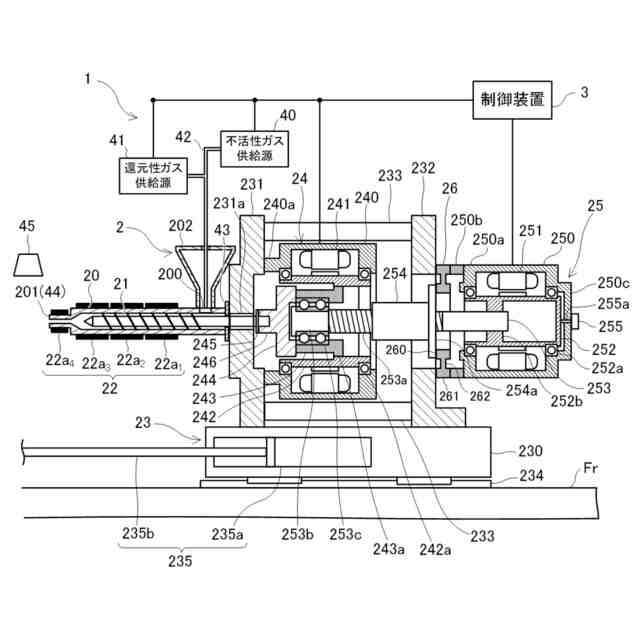
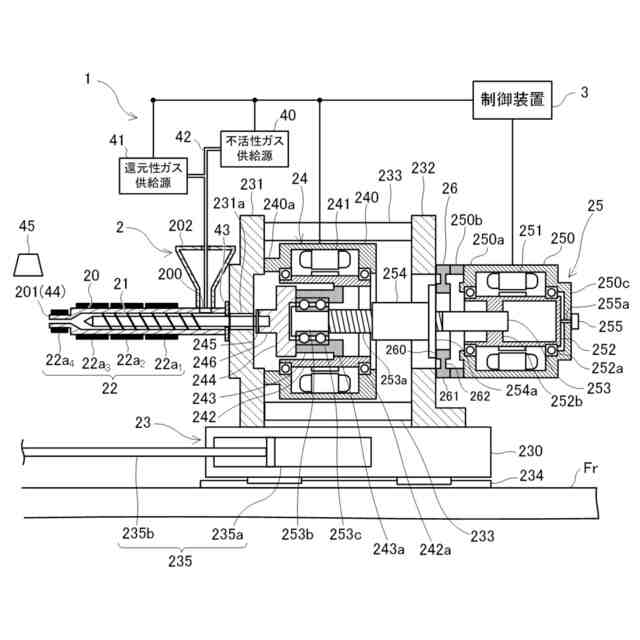
【解決手段】本発明による押出装置1は、前端部に開口を有し、内部に材料が供給されるシリンダ20と、シリンダ20内に挿通され、前進及び/又は回転されることにより開口から材料を押し出すためのスクリュ21と、シリンダ20に設けられ、シリンダ20の内部に還元性ガスを供給するための還元性ガス供給部とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
前端部に開口を有し、内部に材料が供給されるシリンダと、
前記シリンダ内に挿通され、前進及び/又は回転されることにより前記開口から前記材料を押し出すためのスクリュと、
前記シリンダに設けられ、前記シリンダの内部に還元性ガスを供給するための還元性ガス供給部と
を備える、
押出装置。
続きを表示(約 1,300 文字)
【請求項2】
前記シリンダに設けられ、前記シリンダの内部に不活性ガスを供給するための不活性ガス供給部
をさらに備える、
請求項1に記載の押出装置。
【請求項3】
前記還元性ガス供給部は、前記不活性ガス供給部を兼ねる、
請求項2に記載の押出装置。
【請求項4】
前記還元性ガス供給部は、前記シリンダの内部に前記材料を供給するための材料供給部を兼ねる、
請求項1から請求項3までのいずれか一項に記載の押出装置。
【請求項5】
前記シリンダには、前記シリンダの後端側から前記前端部に向かって順に、前記材料が粒状の形態をとる第1区間と、前記材料の一部が溶融される第2区間と、前記材料のすべてが溶融される第3区間とが設けられており、
前記第1又は第2区間に設けられ、前記シリンダ内のガスを排気するための排気部
をさらに備える、
請求項1から請求項3までのいずれか一項に記載の押出装置。
【請求項6】
前記シリンダの後端部に設けられ、前記スクリュを進退及び/又は回転させる駆動装置と、
前記シリンダと前記駆動装置との間に設けられ、前記シリンダの内部から前記駆動装置への前記還元性ガスの流れを阻害するシール部材と
をさらに備える、
請求項1から請求項3までのいずれか一項に記載の押出装置。
【請求項7】
前記シリンダを加熱するための加熱装置
をさらに備え、
前記材料は熱可塑性樹脂であり、
前記加熱装置の動作モードには、
前記熱可塑性樹脂を溶融するために第1温度まで前記シリンダを加熱する第1モードと、
前記シリンダの内部に前記還元性ガスが供給された際に前記第1温度よりも高い第2温度以上に前記シリンダを加熱する第2モードと
が含まれている、
請求項1から請求項3までのいずれか一項に記載の押出装置。
【請求項8】
前記スクリュにより前記シリンダの前端部に向けて前記材料を移動させている時に前記シリンダの内部に前記還元性ガスが供給可能に構成されている、
請求項1から請求項3までのいずれか一項に記載の押出装置。
【請求項9】
請求項1から請求項3までのいずれか一項に記載の押出装置の洗浄方法であって、
前記シリンダ内の異物を前記還元性ガスと反応させる反応工程
を含む、
押出装置の洗浄方法。
【請求項10】
前記押出装置は、前記シリンダを加熱するための加熱装置をさらに備え、
前記材料は熱可塑性樹脂であり、
前記加熱装置の動作モードには、
前記熱可塑性樹脂を溶融するために第1温度まで前記シリンダを加熱する第1モードと、
前記シリンダの内部に前記還元性ガスが供給された際に前記第1温度よりも高い第2温度以上に前記シリンダを加熱する第2モードと
が含まれており、
前記反応工程において、前記加熱装置により前記シリンダを前記第2温度まで加熱する、
請求項9に記載の押出装置の洗浄方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出装置及びその洗浄方法並びに押出装置を用いた成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
下記の特許文献1等に示されている射出成形等の押出装置は、前端部に開口を有し、内部に材料が供給されるシリンダと、シリンダ内に挿通され、シリンダの開口から材料を押し出すためのスクリュとを備える。このような押出装置では、例えば材料の炭化物等の異物がシリンダ内に堆積することがある。堆積された異物が剥離してシリンダの開口から材料とともに押し出されると、例えば成形品の外観不良等の不具合が生じる虞がある。不具合が多く発生することを回避するため、従来は、押出装置による材料の押出動作を中断し、ブラシでこする、押出装置内にパージ剤を供給する等の洗浄作業が適宜行われる。
【先行技術文献】
【特許文献】
【0003】
特開2009-248438号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の押出装置では、ブラシでこする、押出装置内にパージ剤を供給する等の洗浄作業が適宜行われるが、清掃による材料押出の中断時間が長くなっている。また、シリンダやスクリュの形状によっては、上記のような洗浄方法では異物を十分に除去できない場合もある。
【0005】
本発明は、上記のような課題を解決するためになされたものであり、その目的は、ブラシやパージ剤では除去するのが難しかった箇所にある異物や、目視できないような微細な異物を除去でき、なおかつ清掃による材料押出の中断時間を短くできる押出装置及びその洗浄方法並びに押出装置を用いた成形品の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る押出装置は、前端部に開口を有し、内部に材料が供給されるシリンダと、シリンダ内に挿通され、前進及び/又は回転されることにより開口から材料を押し出すためのスクリュと、シリンダに設けられ、シリンダの内部に還元性ガスを供給するための還元性ガス供給部とを備える。
【0007】
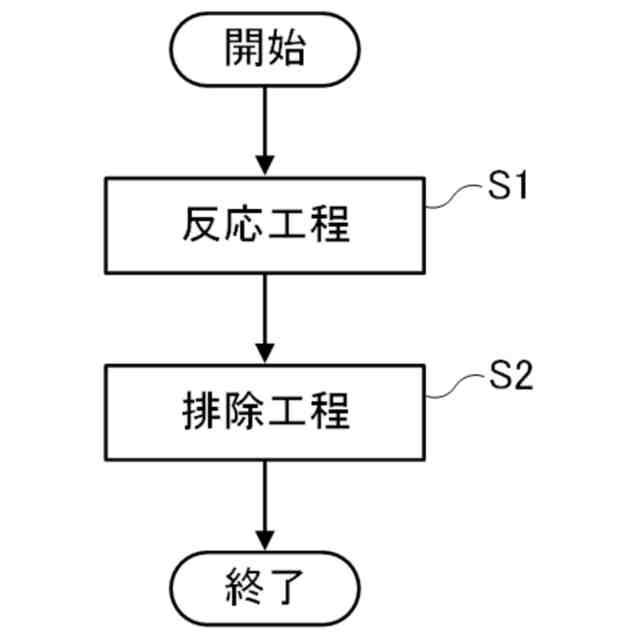
本発明に係る押出装置の洗浄方法は、上述の押出装置の洗浄方法であって、シリンダ内の異物を還元性ガスと反応させる反応工程を含む。
【0008】
本発明に係る押出装置を用いた成形品の製造方法は、上述の押出装置を用いた成形品の製造方法であって、シリンダ内の異物を還元性ガスと反応させる反応工程を含む。
【発明の効果】
【0009】
本発明の押出装置及びその洗浄方法や、押出装置を用いた成形品の製造方法によれば、シリンダの内部に還元性ガスが供給され、シリンダやスクリュ表面に存在する異物と還元性ガスとが反応する結果、異物が剥離しやすくなる。これにより、清掃による材料押出の中断時間を短くできる。
【図面の簡単な説明】
【0010】
本発明の実施の形態1による押出装置を示す構成図である。
図1の押出装置1において行われ得る押出装置の洗浄方法を示すフローチャートである。
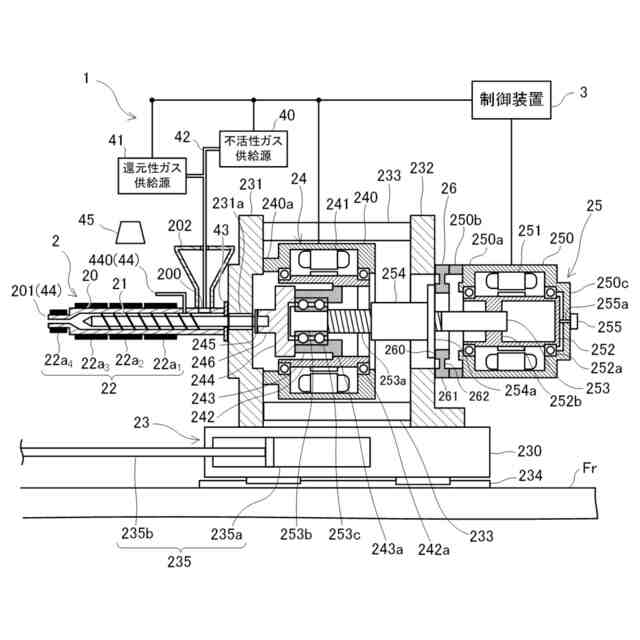
本発明の実施の形態2による押出装置を示す構成図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
14日前
株式会社FTS
ロッド
4か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社リコー
シート剥離装置
10か月前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
11日前
株式会社シロハチ
真空チャンバ
7か月前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
樹脂フィルムの製造方法
14日前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社コスメック
射出成形装置
8日前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
8日前
株式会社ニフコ
樹脂製品の製造方法
7か月前
株式会社リコー
シート処理システム
9か月前
株式会社リコー
シート処理システム
10か月前
個人
ノズルおよび熱風溶接機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































