TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024072605
公報種別
公開特許公報(A)
公開日
2024-05-28
出願番号
2022183538
出願日
2022-11-16
発明の名称
噛み合いクラッチ係合制御システム
出願人
株式会社SOKEN
,
株式会社デンソー
代理人
弁理士法人服部国際特許事務所
主分類
F16D
48/06 20060101AFI20240521BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】係合タイミングを検出するための位相差センサ信号のサンプリングを適切に行う噛み合いクラッチ係合制御システムを提供する。
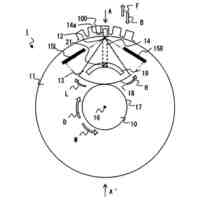
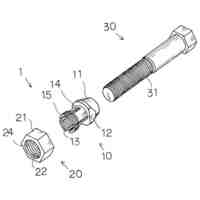
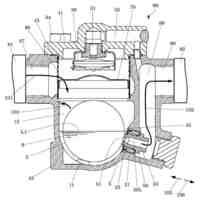
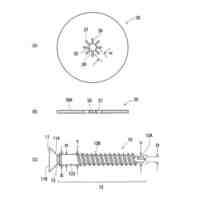
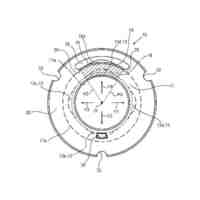
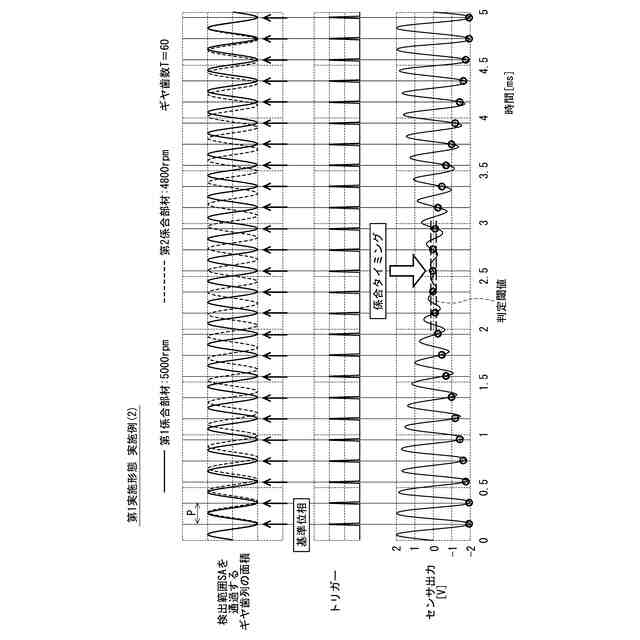
【解決手段】噛み合いクラッチ10は、第1ギヤ歯列13が周方向に形成された第1係合部材11と、第2ギヤ歯列14が周方向に形成された第2係合部材12との軸方向相対移動により、係合状態及び解放状態が切り替わる。位相差センサ21は、回転に伴って検出範囲内を通過する第1ギヤ歯列13及び第2ギヤ歯列14の合計面積を検出し、第1係合部材11と第2係合部材13との回転位相差がうなり波の振幅として現れる位相差センサ信号を出力する。演算装置30は、第1係合部材11の回転に同期したタイミングで位相差センサ信号をサンプリングして得られた複数の信号値に基づき、位相差センサ信号の振幅が判定閾値以下となるタイミングを、噛み合いクラッチが係合可能な係合タイミングとして判定する。
【選択図】図3
特許請求の範囲
【請求項1】
第1ギヤ歯列(13)が周方向に形成され、軸中心に回転する第1係合部材(11)、及び、前記第1ギヤ歯列と噛み合い可能な第2ギヤ歯列(14)が周方向に形成され、前記第1係合部材と同軸かつ同方向に回転する第2係合部材(12)を有し、前記第1係合部材と前記第2係合部材との軸方向相対移動により、前記第1係合部材と前記第2係合部材との係合状態及び解放状態が切り替わる噛み合いクラッチ(10)と、
前記第1ギヤ歯列と前記第2ギヤ歯列とに跨がった軸方向位置を検出範囲とし、回転に伴って前記検出範囲内を通過する前記第1ギヤ歯列及び前記第2ギヤ歯列の合計面積を検出するセンサであり、前記第1係合部材と前記第2係合部材との回転位相差がうなり波の振幅として現れる位相差センサ信号を出力する位相差センサ(21)と、
前記第1係合部材の回転に同期したタイミングで前記位相差センサ信号をサンプリングして得られた複数の信号値に基づき、前記位相差センサ信号の振幅が判定閾値以下となるタイミングを、前記噛み合いクラッチが係合可能な係合タイミングとして判定する演算装置(30)と、
を備える噛み合いクラッチ係合制御システム。
続きを表示(約 2,200 文字)
【請求項2】
前記演算装置は、前記第1係合部材の一回転の角度を前記第1ギヤ歯列の歯数で除したピッチ角度毎に一つ以上の基準位相を設定し、
前記基準位相に対応するタイミングで前記位相差センサ信号をサンプリングする請求項1に記載の噛み合いクラッチ係合制御システム。
【請求項3】
前記演算装置は、
前記位相差検出センサの検出範囲における前記第1ギヤ歯列の面積が最大又は最小となる前記第1係合部材の回転位相を前記基準位相として設定し、
前記位相差センサ信号のうなり波の振動中心値をゼロと定義すると、前記基準位相に対応するタイミングで前記位相差センサ信号をサンプリングして得られた信号値の絶対値が前記判定閾値以下となるタイミングを前記係合タイミングとして判定する請求項2に記載の噛み合いクラッチ係合制御システム。
【請求項4】
前記演算装置は、
前記ピッチ角度毎に、前記第1係合部材の任意の回転位相を主の前記基準位相である一つの主基準位相として設定し、前記主基準位相に対し所定位相をずらした位相を副の前記基準位相である一つ以上の副基準位相として設定し、
前記主基準位相に対応するタイミングで前記位相差センサ信号をサンプリングして得られた信号値である主信号値、及び、前記副基準位相に対応するタイミングで前記位相差センサ信号をサンプリングして得られた信号値である副信号値に基づき、
前記位相差センサ信号のうなり波の振動中心値をゼロと定義すると、前記主信号値の絶対値と前記副信号値の絶対値とが共に前記判定閾値以下となるタイミングを前記係合タイミングとして判定する請求項2に記載の噛み合いクラッチ係合制御システム。
【請求項5】
前記主基準位相に対する少なくとも一つの前記副基準位相の位相ずれは、前記ピッチ角度の4分の1又は4分の3に設定されている請求項4に記載の噛み合いクラッチ係合制御システム。
【請求項6】
前記第1係合部材の回転数と前記第2係合部材の回転数との差に基づく前記うなり波の周期であるうなり周期(τb)が前記第1係合部材の回転数によらず一定であること、及び、前記第1係合部材の回転数が所定の下限回転数以上のときにのみ係合タイミングが判定されることを前提とし、
前記演算装置は、
前記うなり周期あたりの固定のサンプリング回数である、5以上のレギュラー数(R)を設定し、
前記うなり周期あたりの前記位相差センサ信号の周期数(Fp)を前記レギュラー数で除した値の整数部分であるインターバル数(n)を算出し、
前記第1係合部材の回転数によらず、前記位相差センサ信号の前記インターバル数周期毎の、前記第1係合部材の回転に同期したタイミングに、前記うなり周期あたり前記レギュラー数の回数だけ前記位相差センサ信号をサンプリングし、
前記位相差センサ信号のうなり波の振動中心値をゼロと定義すると、得られた信号値の絶対値が前記判定閾値以下となるタイミングを前記係合タイミングとして判定する請求項1に記載の噛み合いクラッチ係合制御システム。
【請求項7】
第1ギヤ歯列(13)が周方向に形成され、軸中心に回転する第1係合部材(11)、及び、前記第1ギヤ歯列と噛み合い可能な第2ギヤ歯列(14)が周方向に形成され、前記第1係合部材と同軸かつ同方向に回転する第2係合部材(12)を有し、前記第1係合部材と前記第2係合部材との軸方向相対移動により、前記第1係合部材と前記第2係合部材との係合状態及び解放状態が切り替わる噛み合いクラッチ(10)と、
前記第1ギヤ歯列と前記第2ギヤ歯列とに跨がった軸方向位置を検出範囲とし、回転に伴って前記検出範囲内を通過する前記第1ギヤ歯列及び前記第2ギヤ歯列の合計面積を検出するセンサであり、前記第1係合部材と前記第2係合部材との回転位相差がうなり波の振幅として現れる位相差センサ信号を出力する位相差センサ(21)と、
一つの代表サンプリング周波数(fsr)、及び、一つ以上の微差サンプリング周波数(fsd1、fsd2)を含む複数のサンプリング周波数で前記位相差センサ信号をサンプリングし、各サンプリング周波数で取得された前記位相差センサ信号の振幅がいずれも判定閾値以下となるタイミングを、前記噛み合いクラッチが係合可能な係合タイミングとして判定する演算装置(30)と、
を備え、
前記演算装置は、
前記第1係合部材の回転数と前記第2係合部材の回転数との差である差分回転数が既定値であることを前提として、又は、回転数検出値から算出された前記差分回転数に基づいて、前記うなり波の周波数であるうなり周波数(fb)を算出し、
前記代表サンプリング周波数は、前記うなり周波数の4倍以上10倍以下に設定され、
前記微差サンプリング周波数と前記代表サンプリング周波数との差は、前記うなり周波数の10分の1以下に設定される噛み合いクラッチ係合制御システム。
【請求項8】
主機モータ(6)を動力源とし、前記第1係合部材が前記主機モータのモータ軸(81)に直接、又は、減速機(7)を介して結合された電動車両(90)に適用される請求項1~7のいずれか一項に記載の噛み合いクラッチ係合制御システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、噛み合いクラッチ係合制御システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、異なる回転数で回転する第1係合部材と第2係合部材とが係合可能なタイミングを検出する噛み合いクラッチ係合制御システムが知られている。
【0003】
例えば特許文献1には、第1係合部材及び第2係合部材の各ギヤ歯に跨った軸方向位置において噛み合いクラッチの径方向外側に設けられ、検出範囲内の両ギヤ歯の面積により、回転位相差を検出する位相差センサの構成が開示されている。位相差センサが出力するうなり波の節部が、噛み合いクラッチが係合可能な係合タイミングに相当する。また特許文献2には、検出された過去の係合タイミングから将来の係合タイミングを予測し、作動遅れ時間を考慮して直動アクチュエータを駆動する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-025658号公報
特開2021-025561号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
実際に位相差センサ信号のうなり波の節部を検出するには、A/D変換された位相差センサ信号の瞬時値を所定のサンプリング周波数でサンプリングした複数の信号値を用いて判断する必要がある。しかし位相差センサ信号の周波数と関係なくサンプリングすると、うなり波の腹部において振動中心値近くの値がサンプリングされる場合があり、係合タイミングが誤検出されるおそれがある。
【0006】
また、位相差センサ信号の周波数に比例してサンプリング周波数を決定すると、クラッチ高回転時に時間当たりのサンプリング回数が増加し、演算装置の処理量が膨大となる。特許文献1、2には、実際に係合タイミングを検出するために適切な位相差センサ信号のサンプリング手法に関して記載されていない。
【0007】
本発明の目的は、係合タイミングを検出するための位相差センサ信号のサンプリングを適切に行う噛み合いクラッチ係合制御システムを提供することにある。
【課題を解決するための手段】
【0008】
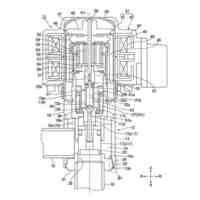
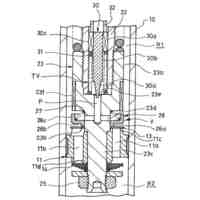
本発明の噛み合いクラッチ係合制御システムは、噛み合いクラッチ(10)と、位相差センサ(21)と、演算装置(30)と、を備える。
【0009】
噛み合いクラッチは、第1ギヤ歯列(13)が周方向に形成され、軸中心に回転する第1係合部材(11)、及び、第1ギヤ歯列と噛み合い可能な第2ギヤ歯列(14)が周方向に形成され、第1係合部材と同軸かつ同方向に回転する第2係合部材(12)を有する。第1係合部材と第2係合部材との軸方向相対移動により、第1係合部材と第2係合部材との係合状態及び解放状態が切り替わる。
【0010】
位相差センサは、第1ギヤ歯列と第2ギヤ歯列とに跨がった軸方向位置を検出範囲とし、回転に伴って検出範囲内を通過する第1ギヤ歯列及び第2ギヤ歯列の合計面積を検出するセンサである。位相差センサは、第1係合部材と第2係合部材との回転位相差がうなり波の振幅として現れる位相差センサ信号を出力する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転機構
3か月前
個人
回転伝達機構
1か月前
個人
家具
5か月前
丸一株式会社
配管構造
2か月前
個人
ネジの緩み止め装置
3か月前
個人
ジャイロの軸受装置
5か月前
個人
ロックナット
13日前
個人
弁装置
1か月前
個人
アンカーボルト
4か月前
個人
リンクプレート
1か月前
カヤバ株式会社
緩衝器
2か月前
マフレン株式会社
自動給脂器
1か月前
株式会社フジキン
バルブ装置
3か月前
カヤバ株式会社
バルブ
5か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
ダンパ
5か月前
株式会社キッツ
管継手
1か月前
株式会社テイエルブイ
自動弁
4か月前
株式会社ニフコ
留め具
2か月前
株式会社フジキン
バルブ装置
4か月前
日本精工株式会社
直動案内装置
1か月前
株式会社不二工機
電磁弁
2か月前
北村精工株式会社
固定具
24日前
株式会社ナジコ
自在継手
5か月前
株式会社TOK
着脱装置
3か月前
個人
圧入成形物の製造法
5か月前
株式会社三五
ドライブシャフト
2日前
スズキ株式会社
防振装置
2日前
株式会社不二工機
電動弁
5か月前
個人
束ねばね
4か月前
カヤバ株式会社
バルブ装置
3か月前
株式会社NejiLaw
雌ねじ体
2か月前
株式会社エステック
減速機
5か月前
三和テッキ株式会社
配管固定装置
1か月前
株式会社テイエルブイ
自動弁装置
2か月前
日本精工株式会社
ボールねじ装置
4か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ