TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057183
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022163731
出願日
2022-10-12
発明の名称
樹脂シートの製造装置および樹脂シートの製造方法
出願人
東レ株式会社
代理人
主分類
B29C
48/25 20190101AFI20240417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】笛鳴りを抑制できる樹脂シートの製造装置および製造方法を提供する。
【解決手段】
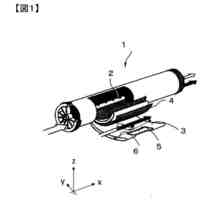
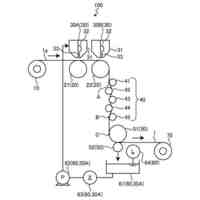
本発明の樹脂シートの製造装置は、口金、キャスト装置および減圧チャンバを備えている。さらに、上記減圧チャンバの後方板のシート搬送方向上流側に、上記キャスト装との間に第一の隙間をあけ、かつ上記後方板との間に第二の隙間をあけて配置された、シート幅方向に延在する遮蔽部材を備えている。上記キャスト装置と上記後方板との間の隙間が、上記第一の隙間および第二の隙間のそれぞれを介して上記遮蔽部材よりもシート搬送方向上流側の空間と連通している。
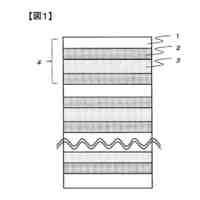
【選択図】図1
特許請求の範囲
【請求項1】
樹脂シート材料を吐出する吐出口を有する口金と、
前記吐出口から吐出された樹脂シート材料を搬送しながら冷却して固化するキャスト装置と、
前記吐出口よりもシート搬送方向上流側に前記キャスト装置との間に隙間をあけて配置され、前記樹脂シート材料と前記キャスト装置の間の空間を覆い、空気を吸引して減圧空間とする減圧チャンバと、
を備えた樹脂シートの製造装置であって、
前記減圧チャンバの後方板のシート搬送方向上流側に、前記キャスト装置との間に第一の隙間をあけ、かつ前記後方板との間に第二の隙間をあけて配置された、シート幅方向に延在する遮蔽部材を備え、
前記キャスト装置と前記後方板との間の隙間は、前記第一の隙間および第二の隙間のそれぞれを介して前記遮蔽部材よりもシート搬送方向上流側の空間と連通している、
樹脂シートの製造装置。
続きを表示(約 850 文字)
【請求項2】
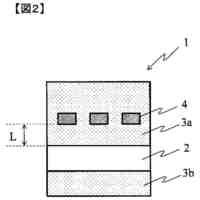
前記後方板から前記遮蔽部材までの最短距離X、前記キャスト装置から前記遮蔽部材までの最短距離Yが、0.5≦Y/X≦1.5を満たす、請求項1の樹脂シートの製造装置。
【請求項3】
前記遮蔽部材の位置または角度を調整できる調整機構を備えた、請求項2の樹脂シートの製造装置。
【請求項4】
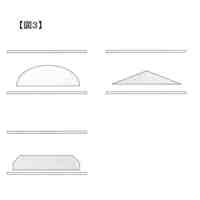
前記遮蔽部材が、当該遮蔽部材の延在方向に垂直な平面での断面形状において、前記後方板に面している角がいずれも直線で構成されている、請求項1の樹脂シートの製造装置。
【請求項5】
前記遮蔽部材が、当該遮蔽部材の延在方向に垂直な平面での断面形状が四角である、請求項1の樹脂シートの製造装置。
【請求項6】
前記減圧チャンバの側板のシート幅方向外側に、前記キャスト装置との間に第三の隙間をあけ、かつ前記側板との間に第四の隙間をあけて配置された補助遮蔽部材を備え、
前記キャスト装置と前記側板との間の隙間は、前記第三の隙間および第四の隙間のそれぞれを介して前記補助遮蔽部材よりもシート幅方向外側の空間と連通している、
請求項1の樹脂シートの製造装置。
【請求項7】
樹脂シート材料を口金の吐出口からキャスト装置に向けて吐出し、前記吐出口よりもシート搬送方向上流側に配置された減圧チャンバで前記樹脂シート材料と前記キャスト装置の間の空間を覆い、前記減圧チャンバ内の空気を吸引して減圧空間とし、前記樹脂シート材料を前記キャスト装置に密着させ、前記キャスト装置で前記樹脂シート材料を搬送しながら冷却して固化する、樹脂シートの製造方法であって、
前記減圧チャンバと前記キャスト装置との間の隙間に、前記キャスト装置の近傍を通る第一の流路と、当該第一の流路とは物理的に隔たれた部分を有する第二の流路とのそれぞれを通じて、上記減圧チャンバのシート搬送方向上流側の空間から空気を取り込む、
樹脂シートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は樹脂シートの製造装置および樹脂シートの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
まず、一般的な樹脂シートの製造装置について説明する。図5は一般的な樹脂シートの製造装置の斜視図である。図5に示すように、一般的な製造装置は、樹脂シート材料3を吐出する吐出口5を有する口金1と、吐出口5から吐出された樹脂シート材料3を搬送しながら冷却して固化するキャスト装置2と、吐出口5よりもシート搬送方向上流側にキャスト装置2との間に隙間をあけて配置され、樹脂シート材料3とキャスト装置2との間の空間13(以下、減圧空間)を覆い、排気ノズル9で空気を吸引して減圧空間13内を減圧する減圧チャンバ4と、を備える。減圧空間13が減圧されることで樹脂シート材料3をキャスト装置2に密着させ、搬送しながら冷却し、固化する、シートの製造方法が知られている。ここで、図5では排気ノズル9が減圧チャンバ4のシート幅方向の両端面を構成する側板18に設置されているが、シート搬送方向上流側の面を構成する後方板19に設置されるものもある。
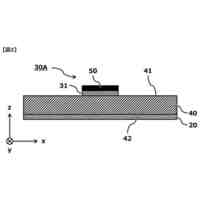
【0003】
さらに、様々な目的で、減圧チャンバに機能を付加することが行われている。例えば、特許文献1に開示されている流延装置がある。特許文献1には、減圧チャンバ内の圧力変動による厚みムラを抑制する目的で、遮風ユニットが備えられた減圧チャンバが開示されている。図8は特許文献1の流延装置の後方板付近でのシート幅方向に対して垂直な断面図である。図8に示すように、特許文献1の減圧チャンバ4では、後方板19とキャスト装置2との間の隙間15からの外気流入を抑える遮風ユニットとして複数のラビリンス板7が設けられている。ラビリンス板7で縮流部を複数設けて流動抵抗を上げることで、減圧チャンバ4内の圧力変動を防ぎ、厚みムラを抑制できる。
【先行技術文献】
【特許文献】
【0004】
特開2010-158834号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、一般的な減圧チャンバでは、製膜中に笛鳴り(騒音)を引き起こすことがある。この現象を説明するために、後方板よりもシート搬送方向上流側の空間から減圧空間内に流れこむ気流について説明する。図6は一般的な樹脂シートの製造装置の側面図である。図6に示すように、一般的な減圧チャンバ4はキャスト装置2との接触を防ぐため、後方板19とキャスト装置2との間に隙間15をあけて配置される。この隙間15を通って、後方板19よりもシート搬送方向上流側の空間12から減圧空間13に気流8aが流入する。製膜速度やシート物性などに合わせ、密着力を強くするために減圧チャンバの減圧を強めると、気流8aが強くなって、笛鳴り(騒音)を引き起こすことがある。この笛鳴りは、側板とキャスト装置との間の隙間でも同様に発生し、健康被害だけでなく、作業性や安全面にも悪影響を与え、問題となっている。
【0006】
上記の特許文献1の技術は笛鳴りに着目していないため、他の技術同様、笛鳴りを抑制できない。
【0007】
そこで本発明は、笛鳴りを抑制できる樹脂シートの製造装置と、その製造装置を用いた樹脂シートの製造方法を提供する。
【課題を解決するための手段】
【0008】
(1)上記課題を解決する本発明は、樹脂シート材料を吐出する吐出口を有する口金と、上記吐出口から吐出された樹脂シート材料を搬送しながら冷却して固化するキャスト装置と、上記吐出口よりもシート搬送方向上流側に上記キャスト装置との間に隙間をあけて配置され、上記樹脂シート材料と上記キャスト装置の間の空間を覆い、空気を吸引して減圧空間とする減圧チャンバと、を備えた樹脂シートの製造装置であって、
上記減圧チャンバの後方板のシート搬送方向上流側に、前記キャスト装置との間に第一の隙間をあけ、かつ前記後方板との間に第二の隙間をあけて配置された、シート幅方向に延在する遮蔽部材を備え、
上記キャスト装置と上記後方板との間の隙間は、上記第一の隙間および第二の隙間のそれぞれを介して上記遮蔽部材よりもシート搬送方向上流側の空間と連通している。
【0009】
本発明の樹脂シートの製造装置は、下記(2)~(6)のいずれかの態様であることが好ましい。
(2)上記後方板と上記遮蔽部材との最短距離X、上記キャスト装置と上記遮蔽部材との最短距離Yが、0.5≦Y/X≦1.5を満たす、上記(1)の樹脂シートの製造装置。
(3)上記遮蔽部材の位置または角度を調整できる調整機構を備えた、上記(1)または(2)の樹脂シートの製造装置。
(4)上記遮蔽部材が、当該遮蔽部材の延在方向に垂直な平面での断面形状において、上記後方板に面している角がいずれも直線で構成されている、上記(1)~(3)のいずれかの樹脂シートの製造装置。(5)上記遮蔽部材が、当該遮蔽部材の延在方向に垂直な平面での断面形状が四角である、上記(1)~(3)のいずれかの樹脂シートの製造装置。
(6)上記減圧チャンバの側板のシート幅方向外側に、前記キャスト装置との間に第三の隙間をあけ、かつ前記側板との間に第四の隙間をあけて配置された補助遮蔽部材を備え、上記キャスト装置と上記側板との間の隙間は、上記第三の隙間および第四の隙間のそれぞれを介して上記補助遮蔽部材よりもシート幅方向外側の空間と連通している、上記(1)~(5)のいずれかの樹脂シートの製造装置。
【0010】
(7)上記課題を解決する本発明は、樹脂シート材料を口金の吐出口からキャスト装置に向けて吐出し、上記吐出口よりもシート搬送方向上流側に配置された減圧チャンバで上記樹脂シート材料と上記キャスト装置の間の空間を覆い、空気を吸引して減圧空間とし、上記樹脂シート材料を上記キャスト装置に密着させ、上記キャスト装置で上記樹脂シート材料を搬送しながら冷却して固化する、樹脂シートの製造方法であって、
上記減圧チャンバと上記キャスト装置との間の隙間に、上記キャスト装置の近傍を通る第一の流路と、当該第一の流路とは物理的に隔たれた部分を有する第二の流路とのそれぞれを通じて、上記減圧チャンバのシート搬送方向上流側の空間から空気を取り込む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
人工皮革
23日前
東レ株式会社
積層フィルム
16日前
東レ株式会社
積層フィルム
29日前
東レ株式会社
積層フィルム
16日前
東レ株式会社
フロントグリル
16日前
東レ株式会社
分離膜エレメント
24日前
東レ株式会社
分離膜エレメント
25日前
東レ株式会社
有機EL表示装置
1か月前
東レ株式会社
多層積層フィルム
29日前
東レ株式会社
車両用衝撃吸収構造体
4日前
東レ株式会社
ポリアミド樹脂組成物
1か月前
東レ株式会社
シート、及び樹脂組成物
9日前
東レ株式会社
芳香族ポリアミドフィルム
9日前
東レ株式会社
人工皮革およびその製造方法
23日前
東レ株式会社
スラリー含浸シートの製造装置
1か月前
東レ株式会社
ポリエステル組成物の製造方法
24日前
東レ株式会社
センサー素子及びガスセンサー
23日前
東レ株式会社
二軸配向ポリオレフィンフィルム
29日前
東レ株式会社
多孔質中空糸膜およびその製造方法
25日前
東レ株式会社
ポリエステルコポリマーの製造方法
25日前
東レ株式会社
パターン上に塗布した液滴の検査方法
23日前
東レ株式会社
プリプレグおよび炭素繊維強化複合材料
23日前
東レ株式会社
感光性樹脂組成物、硬化物および表示装置
24日前
東レ株式会社
血液浄化材料及び血液浄化材料の製造方法
23日前
東レ株式会社
無線機器およびそれを含む無線通信システム
24日前
東レ株式会社
二軸配向ポリエステルフィルムおよびその製造方法
26日前
東レ株式会社
樹脂シートの製造装置および樹脂シートの製造方法
10日前
東レ株式会社
二軸配向ポリエステルフィルムおよびその製造方法
11日前
東レ株式会社
フレキソ印刷版原版およびフレキソ印刷版の製造方法
23日前
東レ株式会社
印刷物の製造方法および活性エネルギー線硬化型インキ
1か月前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
1か月前
東レ株式会社
エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料
29日前
東レ株式会社
組成物、硬化物、素子、アンテナ、及び硬化物の製造方法
1か月前
東レ株式会社
ポリアリーレンスルフィド繊維およびそれからなる不織布
23日前
東レ株式会社
情報処理方法、情報処理プログラムおよび情報処理システム
1か月前
東レ株式会社
ポリオレフィン微多孔膜、電池用セパレータおよび二次電池
25日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ