TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024048262
公報種別
公開特許公報(A)
公開日
2024-04-08
出願番号
2022154199
出願日
2022-09-27
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
,
個人
主分類
B24B
37/26 20120101AFI20240401BHJP(研削;研磨)
要約
【課題】研磨性能やスクラッチ発生防止機能に優れた研磨パッドを提供する
【解決手段】 ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成されて被研磨物3と摺動する研磨面1Aに、円周方向に沿った周方向溝からなる保持溝1Bと、該保持溝1Bと交差して外周面に貫通する交差溝からなる排出溝1Cとが形成された研磨パッド1において、
上記研磨面1Aに占める上記排出溝1Cの面積をSr、上記保持溝1Bの面積から上記排出溝1Cとの交差部分の面積を除いた面積をSc、上記研磨面1Aに占めるランド部1Dの面積の割合をrl、AFM測定による研磨面1A(研磨面1Aに開口する気泡の部分を除く部分に限る)の表面粗さの標準偏差をRqとした場合に、
P=(Sc/Sr)+0.1×rl×Rq・・・(1)
上記式(1)に係るPの値が10以上60以下の範囲内にあることを特徴とする。
【選択図】 図2
特許請求の範囲
【請求項1】
ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成された研磨面に、周方向溝からなる保持溝と、該保持溝と交差して研磨層の外周縁に貫通する交差溝からなる排出溝とが形成された研磨パッドにおいて、
上記研磨面に占める上記排出溝の面積をSr、上記保持溝の面積から上記排出溝との交差部分の面積を除いた面積をSc、上記研磨面に占めるランド部の面積の割合をrl、AFM測定による研磨面(研磨面に開口する気泡の部分を除く平端部に限る)の表面粗さについての標準偏差をRqとした場合に、
P=(Sc/Sr)+0.1×rl×Rq・・・(1)
上記式(1)に係るPの値が10以上60以下の範囲内であることを特徴とする研磨パッド。
続きを表示(約 200 文字)
【請求項2】
上記式1にかかるSc/Srの値が6以上60以下の範囲内であり、かつrl×Rqの値が1以上50以下の範囲内であることを特徴とする請求項1に記載の研磨パッド。
【請求項3】
研磨面の面積に占める、ランド部に開口した研磨層に形成された気泡の開口部の面積の割合rvが5%以上26%以下の範囲内であることを特徴とする請求項1または請求項2のいずれかに記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関し、より詳しくは、研磨面に周方向溝からなる保持溝と交差溝からなる排出溝とが形成された研磨パッドに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来、ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の研磨面に、円周方向に沿った周方向溝および交差溝を形成した研磨パッドが知られている(特許文献1、2)。
このような研磨パッドにおいて、上記周方向溝はスラリーを保持する保持溝として機能し、上記交差溝は研磨屑や使用後のスラリーを排出する排出溝として機能し、研磨性能とスクラッチ発生防止機能とを得るようになっている。
但しこれらは相反する機能を有していることから、上記特許文献1、2では上記保持溝および排出溝の断面積や面積を調整することで、研磨性能とスクラッチ発生防止機能の両立を図っていた。
【先行技術文献】
【特許文献】
【0003】
特許第6993090号公報
特許第5706178号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように、従来では研磨面に保持溝と排出溝とを設けてスラリーの流動を制御するようになっているが、今般、これら上記保持溝および排出溝の形成されていないランド部においても、研磨面と被研磨物との間に位置するスラリーの流動が研磨性能やスクラッチ発生防止機能に寄与することを見いだした。
本発明は、研磨性能やスクラッチ発生防止機能に優れた研磨パッドを提供するものである。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる研磨パッドは、ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成された研磨面に、周方向溝からなる保持溝と、該保持溝と交差して研磨層の外周縁に貫通する交差溝からなる排出溝とが形成された研磨パッドにおいて、
上記研磨面に占める上記排出溝の面積をSr、上記保持溝の面積から上記排出溝との交差部分の面積を除いた面積をSc、上記研磨面に占めるランド部の面積の割合をrl、AFM測定による研磨面(研磨面に開口する気泡の部分を除く平端部に限る)の表面粗さについての標準偏差をRqとした場合に、
P=(Sc/Sr)+0.1×rl×Rq・・・(1)
上記式(1)に係るPの値が10以上60以下の範囲内であることを特徴としている。
【発明の効果】
【0006】
上記発明において、上記式1の(Sc/Sr)の部分は、保持溝および排出溝によるスラリーの保持性能と排出性能との指標を示し、(rl×Rq)の部分は、研磨面におけるランド部におけるスラリーの保持性能と排出性能との指標を示している。
そして上記式1にかかるPの値を上記範囲に設定することで、保持溝および排出溝によるスラリーや研磨屑等の流動と、ランド部における流動とを両立させることができ、研磨性能やスクラッチ発生防止機能に優れた研磨パッドを得ることができる。
【図面の簡単な説明】
【0007】
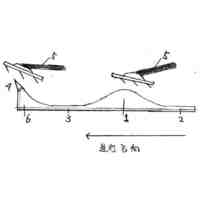
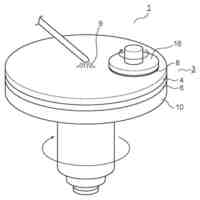
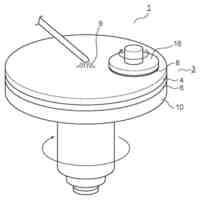
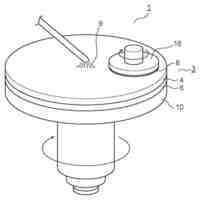
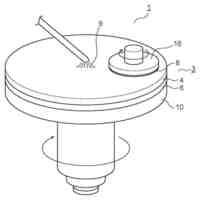
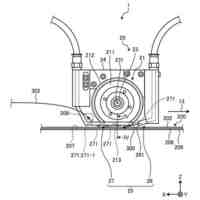
本発明の第1実施形態を示す側面図。
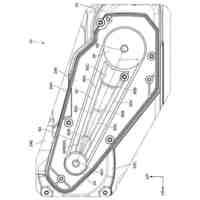
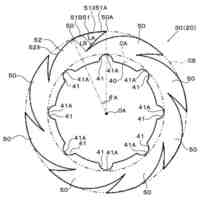
図1の研磨パッドの平面図。
【発明を実施するための形態】
【0008】
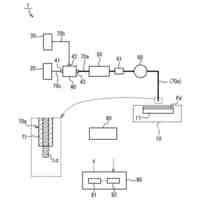
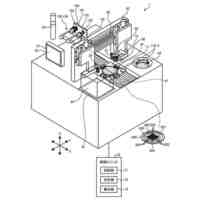
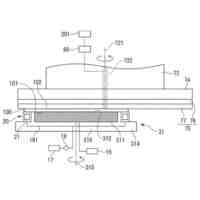
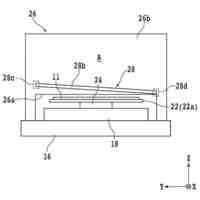
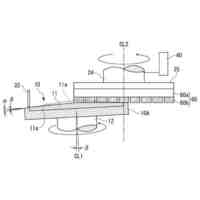
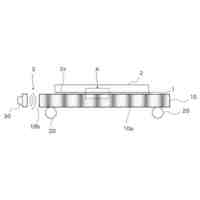
以下、図示実施形態について本発明を説明すると、図1は本発明にかかる研磨パッド1を備えた研磨装置2の側面図を示し、この研磨装置2は、被研磨物3を研磨パッド1によって研磨するものとなっている。
上記研磨装置2は、下方側に設けられて研磨パッド1を支持する研磨定盤4と、上方側に設けられて被研磨物3を支持する支持定盤5と、液状のスラリーSを供給するスラリー供給手段6とを備えている。
上記研磨パッド1および被研磨物3はそれぞれ略円盤状を有しており、本実施形態では研磨パッド1の直径は被研磨物3の直径よりも大径となっている。また研磨パッド1は、その下面を両面テープ等によって研磨定盤4に固定されており、被研磨物3は支持定盤5に真空吸着されている。
また上記研磨定盤4および支持定盤5は図示しない駆動手段によって相対的に回転するとともに、上記支持定盤5は研磨定盤4の中心位置から半径方向に往復動可能に設けられており、これにより上記研磨パッド1と被研磨物3とが相対的に回転しながら摺動するようになっている。
スラリー供給手段6は、所要の薬品中に砥粒の混合された液状のスラリーSを上記研磨パッド1と被研磨物3との間に供給し、これにより被研磨物3の研磨が行われるようになっている。
このような構成を有する研磨装置2自体は従来公知であり、これ以上の詳細な説明については省略する。なお、上記構成を有する研磨装置2の他、例えば支持定盤5には駆動がなく、研磨定盤4の回転により支持定盤5が連れ回るようにした研磨装置2など、その他の構成を有した研磨装置2も使用可能である。
【0009】
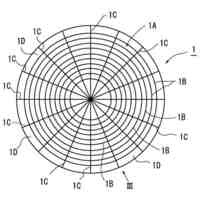
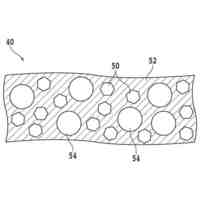
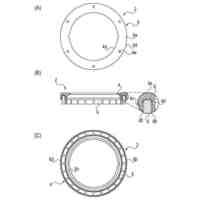
上記研磨パッド1における被研磨物3を研磨する研磨面1Aには、図2に示すように周方向溝からなる同心円状の保持溝1Bと、上記保持溝1Bに交差する交差溝からなる複数の排出溝1Cとが形成されている。また以下の説明において、研磨面1Aにおける上記保持溝1Bおよび排出溝1Cが形成されていない部分をランド部1Dと呼ぶ。
上記保持溝1Bおよび排出溝1Cの断面形状については特に限定はないが、例えば断面コ字形やV字形、ないしは研磨面1Aに向けて拡大する台形形状を有したものを使用することができる。また保持溝1Bと排出溝1Cとで断面形状を異ならせてもよい。
上記保持溝1Bは中心から同心円状に等ピッチで形成された複数の同心円によって構成され、各保持溝1Bそのものは研磨パッド1の外周縁に直接的に貫通しておらず、閉じられた形状となっている。
このように形成された保持溝1Bは、被研磨物3を研磨する際にスラリーSをその内部に保持することで、研磨性能を向上させる効果を奏するものとなっている。
なお、本実施形態における保持溝1Bは同心円状に等ピッチで形成されているが、隣接する保持溝1Bの間隔(ピッチ)を異ならせてもよい。
【0010】
一方、上記排出溝1Cは中心から放射状に等角度で形成された複数の直線状の溝によって構成され、各排出溝1Cの端部は研磨パッド1の外周縁に達しており、研磨パッド1の側面に貫通するようになっている。
このように形成された排出溝1Cは、被研磨物3の研磨中に研磨屑等が入り込むと、これら研磨屑等を研磨パッド1の回転に伴って上記スラリーSと共に研磨パッド1の外周縁より排出させるようになっており、被研磨物3へのスクラッチ傷の発生を防止する機能を奏するものとなっている。
なお、本実施形態における排出溝1Cは等角度で形成されているが、隣接する排出溝1Cの角度を異ならせてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ケヰテック株式会社
研磨用バフ
1か月前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
9日前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社荏原製作所
研磨装置
17日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
砥石
1か月前
株式会社かいわ
固定ピース
16日前
トーヨーエイテック株式会社
研削盤
18日前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
チャックテーブルの修正方法
1か月前
株式会社ジェイテクト
工作機械
1か月前
株式会社SUMCO
ワイヤソーの測定装置及び測定方法
1か月前
トーヨーエイテック株式会社
ワイヤソー
19日前
株式会社ディスコ
研削ホイール
1か月前
株式会社ディスコ
保持面の形成方法
1か月前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
切削装置及び切削方法
24日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ