TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024046843
公報種別
公開特許公報(A)
公開日
2024-04-05
出願番号
2022152170
出願日
2022-09-26
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
55/02 20060101AFI20240329BHJP(研削;研磨)
要約
【課題】円弧状の被研削領域に対してより効率的に研削水を供給する。
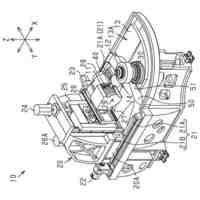
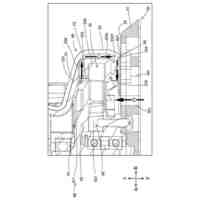
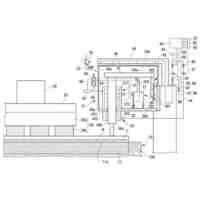
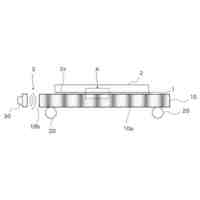
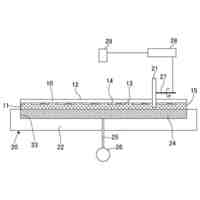
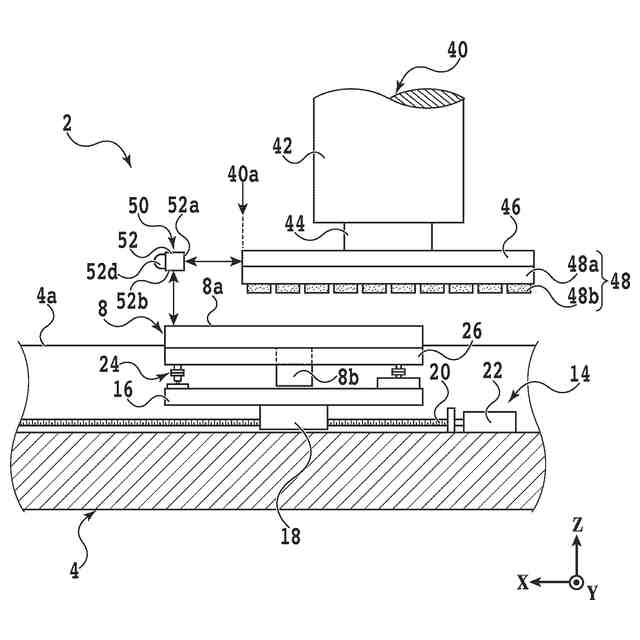
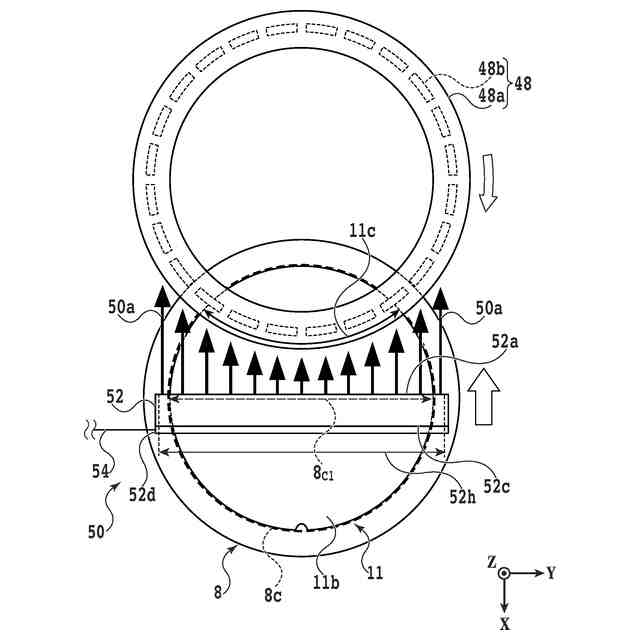
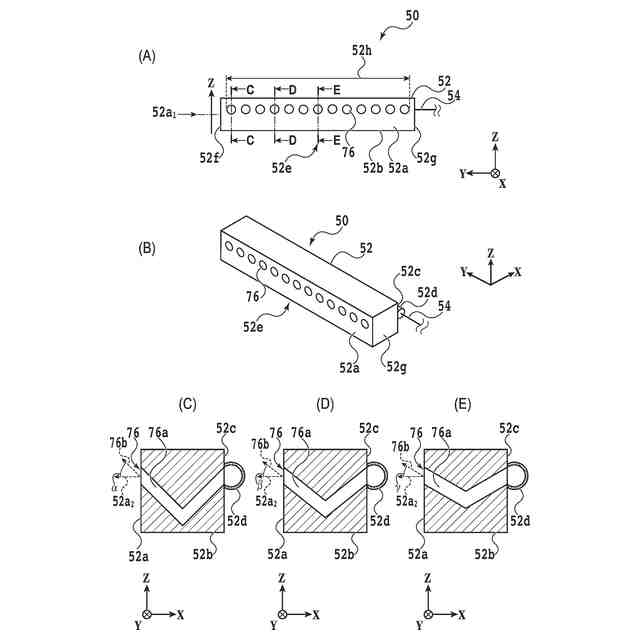
【解決手段】第1方向に沿って長手部が配置されたスピンドルを有し、スピンドルの下端部に研削ホイールが装着される研削ユニットと、第1方向に面して配置された保持面を有し、第1方向と直交する第2方向に沿って研削ユニットに対して相対的に移動可能なチャックテーブルと、研削ホイールの外側から保持面上に向かって研削水を供給する研削水供給ユニットと、を備え、研削水供給ユニットは、第1方向及び第2方向の両方に直交する第3方向に沿って長手部が配置された筐体を有し、筐体には第3方向に沿って複数の噴射口が設けられており、各噴射口の高さ位置、各噴射口の大きさ、又は、各噴射口に接する流路の端部の向きに応じて、研削水の保持面上での着地点が研削ホイールの外周の一部に対応する円弧状になる様に複数の噴射口から研削水を噴射する研削装置を提供する。
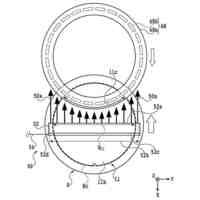
【選択図】図5
特許請求の範囲
【請求項1】
被加工物を研削する研削装置であって、
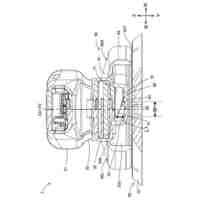
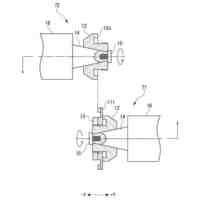
第1方向に沿って長手部が配置されたスピンドルを有し、該スピンドルの下端部に装着される研削ホイールで該被加工物を研削する研削ユニットと、
該第1方向に面して配置され、且つ、該被加工物を保持可能な保持面を有し、該第1方向と直交する第2方向に沿って該研削ユニットに対して相対的に移動可能なチャックテーブルと、
該研削ホイールの外側から該保持面上に向かって研削水を供給する研削水供給ユニットと、を備え、
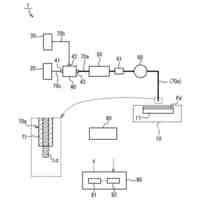
該研削水供給ユニットは、該第1方向及び該第2方向の両方に直交する第3方向に沿って長手部が配置された筐体を有し、該筐体には該第3方向に沿って複数の噴射口が設けられており、
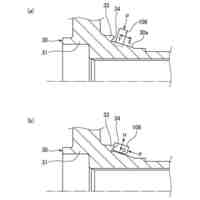
該研削水供給ユニットは、各噴射口の高さ位置、各噴射口の大きさ、又は、各噴射口に接する流路の端部の向きに応じて、該研削水の該保持面上での着地点が該研削ホイールの外周の一部に対応する円弧状になる様に該複数の噴射口から該研削水を噴射することを特徴とする研削装置。
続きを表示(約 260 文字)
【請求項2】
該複数の噴射口は、該筐体の該第3方向における中心部から端部に進むにつれて高さが高くなる様に設けられていることを特徴とする請求項1記載の研削装置。
【請求項3】
該複数の噴射口の大きさは、該筐体の該第3方向における中心部から端部に進むにつれて小さくなることを特徴とする請求項1記載の研削装置。
【請求項4】
該複数の噴射口に接する流路の端部の該第2方向を基準とする角度は、該筐体の該第3方向における中心部から端部に進むにつれて大きくなることを特徴とする請求項1記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
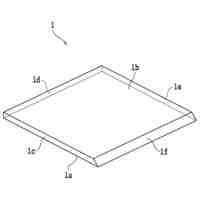
携帯電話に代表される小型で軽量な電子機器には、IC(Integrated Circuit)等のデバイスを有する半導体デバイスチップが搭載されている。半導体デバイスチップは、シリコン等の半導体材料で形成された円盤状の単結晶基板を含む被加工物を加工することで製造される。
【0003】
例えば、格子状に配置された複数の分割予定ライン(ストリート)により区画された表面側における矩形状の各領域にIC等のデバイスを形成した後、各ストリートに沿って被加工物を切断することで、被加工物は半導体デバイスチップ単位に分割される。
【0004】
近年では、半導体デバイスチップの小型化、軽量化等を目的として、切断前の被加工物の裏面側を研磨することにより被加工物を薄化する場合がある。被加工物を研削する1つの手法として、クリープフィード研削がある。
【0005】
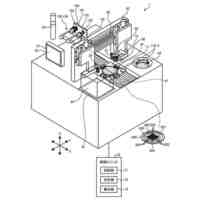
クリープフィード研削では、研削装置が用いられる。研削装置は、略平坦な保持面を有するチャックテーブルを備える。チャックテーブルは、研削装置の高さ方向と直交する所定方向(研削送り方向)に移動可能に構成されている。
【0006】
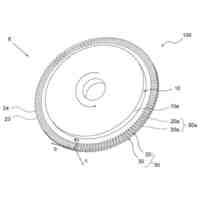
チャックテーブルよりも上方には、円柱状のスピンドルを有する研削ユニットが設けられている。スピンドルは、研削装置の高さ方向に沿って配置されており、スピンドルの下端部には、円盤状のマウントを介して、保持面よりも大径の円環状の研削ホイールが装着されている。
【0007】
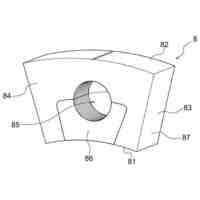
研削ホイールは、円環状の基台を有する。基台の一面側には、複数の研削砥石が基台の周方向に沿って略等間隔に配置されている。クリープフィード研削を行う際には、スピンドルを動作させて研削ホイールを回転させると共に、研削砥石の下面を保持面と被加工物の裏面との間の高さ位置に配置する。
【0008】
そして、チャックテーブルを所定方向に移動させる(即ち、研削送りする)ことにより、研削ホイールの径方向の外側から研削ホイールの直下まで、チャックテーブルと共に被加工物を移動させる(例えば、特許文献1参照)。
【0009】
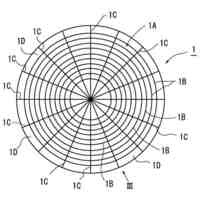
それゆえ、クリープフィード研削では、環状に配置された複数の研削砥石の外周部で被加工物が研削される(即ち、外刃研削)。外刃研削では、研削ホイールの径方向の外側に設けられたノズルから、被加工物と複数の研削砥石との接触領域に向けて、純水等の研削水が供給される。
【0010】
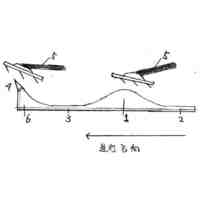
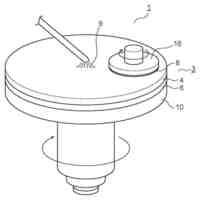
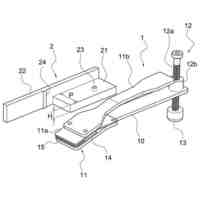
例えば、円形の開口を有する1つのノズルや、細長い直線状の開口を有する1つのスリットノズルを、研削ホイールの径方向の外側且つ被研削領域よりも高い位置に配置して、被研削領域の近傍において点状又は直線状の領域に研削水を供給することが考えられる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
9日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社荏原製作所
研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研削装置
1か月前
トーヨーエイテック株式会社
研削盤
18日前
株式会社かいわ
固定ピース
16日前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
端面修正方法及び切削装置
29日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
23日前
株式会社東京精密
加工装置
3日前
株式会社ディスコ
スピンドルユニット及び研削装置
29日前
日本精工株式会社
車輪支持用円錐ころ軸受ユニットの製造方法
29日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
19日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ