TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024053921
公報種別
公開特許公報(A)
公開日
2024-04-16
出願番号
2022160439
出願日
2022-10-04
発明の名称
研削盤
出願人
トーヨーエイテック株式会社
代理人
弁理士法人前田特許事務所
主分類
B24B
49/00 20120101AFI20240409BHJP(研削;研磨)
要約
【課題】機械の大型化を抑えて低コストで停電時の機械の重度破損を防止可能な研削盤を提供する。
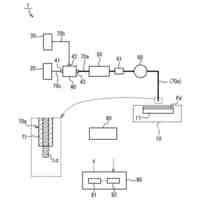
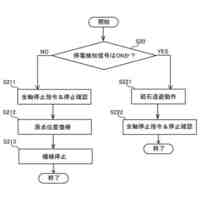
【解決手段】砥石1を退避位置まで相対移動させる砥石切込軸と、砥石切込軸以外の駆動軸と、砥石切込軸及び駆動軸の制御モータ3と、外部電源から供給される電圧を監視して電圧の低下又は停電を検知するとともに、制御モータに電力を供給する制御部4と、制御部が電圧の低下又は停電を検知した際、該制御部に対して非常電力を供給可能なコンデンサ5と、を備え、制御部は、加工時又はドレス時に電圧の低下又は停電を検知すると、前記コンデンサからの非常電力が供給されている間に、砥石切込軸を制御して、砥石を工作物又はドレッサから離れる方向へ退避させた後、砥石切込軸以外の駆動軸を停止させる指令を送信する。
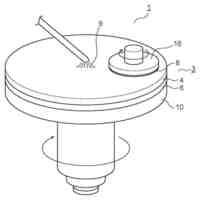
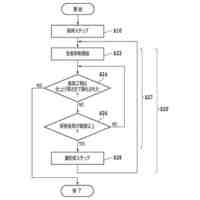
【選択図】図5
特許請求の範囲
【請求項1】
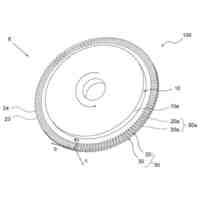
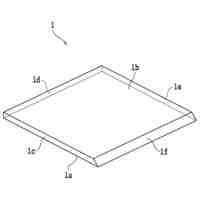
砥石と、
前記砥石を退避位置まで相対移動させる砥石切込軸と、
前記砥石切込軸以外の駆動軸と、
前記砥石切込軸及び前記駆動軸の各制御モータと、
外部電源から供給される電圧を監視して電圧の低下又は停電を検知するとともに、前記各制御モータに電力を供給する制御部と、
前記制御部が電圧の低下又は停電を検知した際、該制御部に対して非常電力を供給可能なコンデンサと、を備え、
前記制御部は、加工時又はドレス時に電圧の低下又は停電を検知すると、前記コンデンサからの非常電力が供給されている間に、前記砥石切込軸を制御して、前記砥石を工作物又はドレッサから離れる方向へ退避させた後、前記砥石切込軸以外の前記駆動軸を停止させる指令を送信することを特徴とする研削盤。
続きを表示(約 540 文字)
【請求項2】
前記コンデンサは、前記制御部に設けられることを特徴とする請求項1に記載の研削盤。
【請求項3】
前記コンデンサが前記制御部に非常電力を供給する時間は、前記砥石切込軸以外の前記駆動軸が停止指令を受信して停止が完了するまでの時間よりも短いことを特徴とする請求項2に記載の研削盤。
【請求項4】
複数の加工工程と、該複数の加工工程に対応する前記砥石の退避方向とを予め記憶する記憶部を備え、
前記制御部は、前記記憶部に記憶された情報を基に、電圧の低下又は停電を検知した際の加工工程に対応する退避方向へ前記砥石を退避させることを特徴とする請求項3に記載の研削盤。
【請求項5】
前記砥石が取り付けられるクイルを備え、
前記制御部は、前記砥石の研削電力を監視し、該砥石の退避動作開始後、該研削電力が所定の閾値まで低下した際に、該砥石の退避動作を停止させることを特徴とする請求項3に記載の研削盤。
【請求項6】
前記制御部は、前記コンデンサの電圧を監視し、前記砥石の退避動作開始後、該コンデンサの電圧が所定の閾値まで低下した際に、該砥石の退避動作を停止させることを特徴とする請求項3に記載の研削盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削盤に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
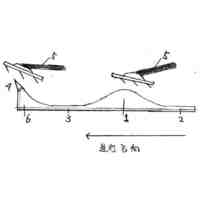
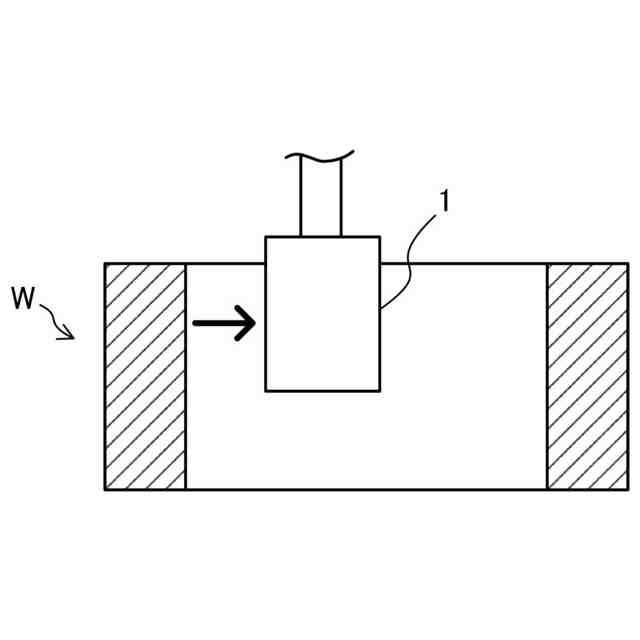
研削盤は、砥石を回転駆動させながら工作物へ接触させ、工作物と砥石との接触部に加工クーラントを吐出しながら加工を行う。研削盤において、加工中に停電が発生すると、加工クーラントの吐出が停止され、砥石はその場で停止するが、砥石の回転はしばらくの間フリーラン回転(惰性回転)する。加工クーラントが供給されないドライ状態で、工作物に接触したまま砥石がフリーラン回転すると、摩擦熱による砥石の破裂、砥石の破裂に巻き込まれた定寸装置の破損、油性クーラントの発火等が発生し、機械が重度破損する危険性がある。
【0003】
停電時における上記のような破損を防止するため、従来の研削盤では、機械全体をバックアップする無停電電源装置を設置する必要があった。しかし、無停電電源装置は大型で高価であるため、無停電電源装置を備えることなく停電時の処理を行うことのできる機械が要望されている。例えば、特許文献1には、停電時に工具を減速させながら回生エネルギーを発生させ、そのエネルギーで工具を退避させる停電時制御方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平8-54914号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、減速により発生させた回生エネルギーのうち、退避動作で消費されなかった余剰エネルギーを消費するために抵抗放電ユニットを必要とする。そのため、抵抗放電ユニットを設けることで装置を大型化させてしまうことや、コスト高となることが問題である。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、機械の大型化を抑えて低コストで停電時の機械の重度破損を防止可能な研削盤を提供することにある。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、この発明では、停電時に制御部が、砥石切込軸以外の駆動軸の停止に優先して砥石を退避させるものとした。
【0008】
具体的には、第1の発明では、
砥石と、
前記砥石を退避位置まで相対移動させる砥石切込軸と、
前記砥石切込軸以外の駆動軸と、
前記砥石切込軸及び前記駆動軸の各制御モータと、
外部電源から供給される電圧を監視して電圧の低下又は停電を検知するとともに、前記各制御モータに電力を供給する制御部と、
前記制御部が電圧の低下又は停電を検知した際、該制御部に対して非常電力を供給可能なコンデンサと、を備え、
前記制御部は、加工時又はドレス時に電圧の低下又は停電を検知すると、前記コンデンサからの非常電力が供給されている間に、前記砥石切込軸を制御して、前記砥石を工作物又はドレッサから離れる方向へ退避させた後、前記砥石切込軸以外の前記駆動軸を停止させる指令を送信することを特徴とする。
【0009】
上記の構成によると、コンデンサから非常電力を供給するため、無停電電源装置を必要とせず、装置の大型化を防ぎ、コストを抑えることができる。また、砥石切込軸以外の駆動軸の停止よりも砥石切込軸による砥石の退避を優先することで、砥石の破損や装置の破損を確実に防ぐことができる。
【0010】
第2の発明では、第1の発明において、
前記コンデンサは、前記制御部に設けられることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
富士紡ホールディングス株式会社
研磨パッド
9日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社荏原製作所
研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
1か月前
トーヨーエイテック株式会社
研削盤
18日前
株式会社かいわ
固定ピース
16日前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
端面修正方法及び切削装置
29日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社東京精密
加工装置
3日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
23日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
19日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ