TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024053318
公報種別
公開特許公報(A)
公開日
2024-04-15
出願番号
2022159501
出願日
2022-10-03
発明の名称
センタレス研削装置
出願人
ミクロン精密株式会社
代理人
デロイトトーマツ弁理士法人
主分類
B24B
5/18 20060101AFI20240408BHJP(研削;研磨)
要約
【課題】段取り換え作業の時間およびコストのさらなる低減を図りうるセンタレス研削装置を提供する。
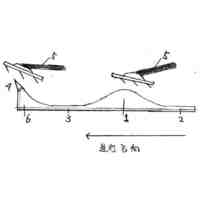
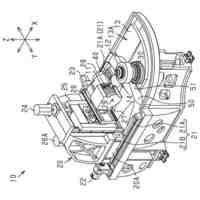
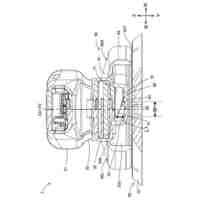
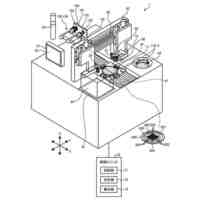
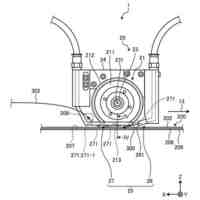
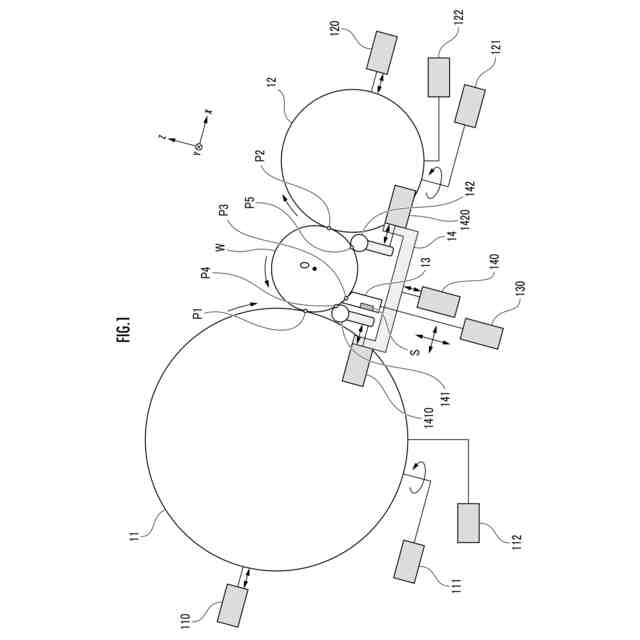
【解決手段】ワークWと研削砥石11、調整砥石12およびブレード13のそれぞれとの当接箇所P1、P2およびP3の位置が当該目標位置に一致するように、第1砥石並進駆動機構110、第2砥石並進駆動機構120およびブレード並進駆動機構130のそれぞれの動作が制御される。この際、当該当接箇所P1、P2およびP3の位置に応じて、研削砥石11および調整砥石12の間に案内されるワークWの位置が調整されるように、主案内並進駆動機構140、第1副案内並進駆動機構1410および第2副案内並進駆動機構1420のそれぞれの動作が制御される。
【選択図】図1
特許請求の範囲
【請求項1】
研削砥石と、
調整砥石と、
前記研削砥石および前記調整砥石の間に、ワークの中心軸線方向に当該ワークを案内する一対の案内機構を備えているワーク案内機構と、
前記研削砥石および前記調整砥石の間において前記ワークを下方から支持するブレードと、
前記研削砥石および前記調整砥石を少なくとも水平方向に相対的に並進させる砥石並進駆動機構と、
前記ワーク案内機構を少なくとも鉛直方向に並進させる主案内並進駆動機構と、
前記一対の案内機構を少なくとも水平方向に相対的に並進させる副案内並進駆動機構と、
前記ワークの外径に応じて、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置を調節するように、前記砥石並進駆動機構の動作を制御し、かつ、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置に応じて、前記研削砥石および前記調整砥石の間に案内されるワークの位置を調整するように、前記主案内並進駆動機構および前記副案内並進駆動機構のそれぞれの動作を制御する制御装置と、を備えている
センタレス研削装置。
続きを表示(約 1,800 文字)
【請求項2】
請求項1に記載のセンタレス研削装置において、
前記砥石並進駆動機構が、前記調整砥石を少なくとも水平方向に並進させる第1砥石並進駆動機構と、前記研削砥石を少なくとも水平方向に並進させる第2砥石並進駆動機構と、により構成され、
前記ブレードを少なくとも鉛直方向に並進させるブレード並進駆動機構を備え、
前記制御装置が、前記ワークの外径に応じて、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置を調節するように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構のそれぞれの動作を制御する
センタレス研削装置。
【請求項3】
請求項2に記載のセンタレス研削装置において、
前記制御装置が、前記ワークの中心軸線を垂線とする仮想平面において、前記ワークの中心を通り、前記ブレードの並進方向に延在する基準線に対して、前記ワークの中心と前記ワークおよび前記ブレードの接点である第1接点とを結ぶ第1線分がなす角度である第1角度、ならびに、前記基準線に対して、前記ワークの中心と前記ワークおよび前記調整砥石の接点である第2接点とを結ぶ第2線分がなす角度である第2角度のそれぞれが一定となるように、前記ワークの外径に応じて、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構のそれぞれの動作を制御する
センタレス研削装置。
【請求項4】
請求項2に記載のセンタレス研削装置において、
前記制御装置が、前記ワークの中心軸線を垂線とする仮想平面において、前記ワークの中心を通り、前記ブレードの並進方向に延在する基準線に対して、前記ワークの中心と前記ワークおよび前記一対の案内機構のうち一方の案内機構の接点である第3接点とを結ぶ第3線分がなす角度である第3角度、ならびに、前記ワークの中心と前記ワークおよび前記一対の案内機構のうち他方の案内機構の接点である第4接点とを結ぶ第4線分がなす角度である第4角度のそれぞれが一定となるように、前記ワークの外径に応じて、前記主案内並進駆動機構および副案内並進駆動機構のそれぞれの動作を制御する
センタレス研削装置。
【請求項5】
請求項2または3に記載のセンタレス研削装置において、
前記ブレードに作用する荷重を測定するための荷重センサを備え、
前記制御装置が、前記荷重センサを用いて測定された、前記ワークと当接している状態の前記ブレードに作用する荷重の時間変化態様または当該荷重の時間変化態様を表わす周波数スペクトルに基づき、前記ワークの真円度が閾値以上になるように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構の少なくとも1つの動作を制御する
センタレス研削装置。
【請求項6】
請求項5に記載のセンタレス研削装置において、
前記制御装置が、入力インターフェースを通じて入力された、前記ワークの材質を表わす物性値、外径または外径および内径、前記研削砥石の外径、前記調整砥石の外径、前記研削砥石の回転速度、前記調整砥石の回転速度、前記研削砥石の材質を表わす物性値、ならびに、前記調整砥石の材質を表わす物性値のうち少なくとも1つが含まれている指定因子に基づき、前記ワークの真円度が前記閾値以上になるように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構の少なくとも1つの動作を制御する
センタレス研削装置。
【請求項7】
請求項6に記載のセンタレス研削装置において、
前記制御装置が、前記指定因子の入力結果と、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置の測定結果と、前記ワークの真円度の測定結果と、の組み合わせを教師データとして、機械学習によってモデルを構築し、前記モデルに前記指定因子の新たな入力結果を入力データとして入力することにより、新たな研削加工対象であるワークの真円度が前記閾値以上になるような、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと当該ワークとの当接箇所の目標位置を出力データとして出力する
センタレス研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、センタレス研削装置における異径ワークへの段取り換えの自動化技術に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
本出願人により、段取り作業を行うワーク径に応じて、研削砥石、調整砥石、そしてブレードの位置および/または姿勢を調整する段取り換え作業の自動化を可能とするセンタレス研削方法が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第5057947公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来技術では、研削砥石および調整砥石の相対位置およびブレードの位置が自動的に調整されるものの、案内板の位置および/または姿勢の調整作業が必要とされていた。このため、その分だけ段取り換え作業の時間およびコストの低減が制限されていた。
【0005】
そこで、本発明は、段取り換え作業の時間およびコストのさらなる低減を図りうるセンタレス研削装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のセンタレス研削装置は、
研削砥石と、
調整砥石と、
前記研削砥石および前記調整砥石の間に、ワークの中心軸線方向に当該ワークを案内する一対の案内機構を備えているワーク案内機構と、
前記研削砥石および前記調整砥石の間において前記ワークを下方から支持するブレードと、
前記研削砥石および前記調整砥石を少なくとも水平方向に相対的に並進させる砥石並進駆動機構と、
前記ワーク案内機構を少なくとも鉛直方向に並進させる主案内並進駆動機構と、
前記一対の案内機構を少なくとも水平方向に相対的に並進させる副案内並進駆動機構と、
前記ワークの外径に応じて、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置を調節するように、前記砥石並進駆動機構の動作を制御し、かつ、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置に応じて、前記研削砥石および前記調整砥石の間に案内されるワークの位置を調整するように、前記主案内並進駆動機構および前記副案内並進駆動機構のそれぞれの動作を制御する制御装置と、を備えている。
【0007】
前記構成のセンタレス研削装置において、
前記砥石並進駆動機構が、前記調整砥石を少なくとも水平方向に並進させる第1砥石並進駆動機構と、前記研削砥石を少なくとも水平方向に並進させる第2砥石並進駆動機構と、により構成され、
前記ブレードを少なくとも鉛直方向に並進させるブレード並進駆動機構を備え、
前記制御装置が、前記ワークの外径に応じて、前記研削砥石、前記調整砥石および前記ブレードのそれぞれと前記ワークとの当接箇所の位置を調節するように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構のそれぞれの動作を制御する
ことが好ましい。
【0008】
前記構成のセンタレス研削装置において異径ワークへの段取り換えを行う場合、
前記制御装置が、前記ワークの中心軸線を垂線とする仮想平面において、前記ワークの中心を通り、前記ブレードの並進方向に延在する基準線に対して、前記ワークの中心と前記ワークおよび前記ブレードの接点である第1接点とを結ぶ第1線分がなす角度である第1角度、ならびに、前記基準線に対して、前記ワークの中心と前記ワークおよび前記調整砥石の接点である第2接点とを結ぶ第2線分がなす角度である第2角度のそれぞれが一定となるように、前記ワークの外径に応じて、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構のそれぞれの動作を制御する
ことが好ましい。
前記構成のセンタレス研削装置において、
前記制御装置が、前記ワークの中心軸線を垂線とする仮想平面において、前記ワークの中心を通り、前記ブレードの並進方向に延在する基準線に対して、前記ワークの中心と前記ワークおよび前記一対の案内機構のうち一方の案内機構の接点である第3接点とを結ぶ第3線分がなす角度である第3角度、ならびに、前記ワークの中心と前記ワークおよび前記一対の案内機構のうち他方の案内機構の接点である第4接点とを結ぶ第4線分がなす角度である第4角度のそれぞれが一定となるように、前記ワークの外径に応じて、前記主案内並進駆動機構および副案内並進駆動機構のそれぞれの動作を制御する
ことが好ましい。
【0009】
前記構成のセンタレス研削装置において、
前記ブレードに作用する荷重を測定するための荷重センサを備え、
前記制御装置が、前記荷重センサを用いて測定された、前記ワークと当接している状態の前記ブレードに作用する荷重の時間変化態様または当該荷重の時間変化態様を表わす周波数スペクトルに基づき、前記ワークの真円度が閾値以上になるように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構の少なくとも1つの動作を制御する
ことが好ましい。
【0010】
前記構成のセンタレス研削装置において、
前記制御装置が、入力インターフェースを通じて入力された、前記ワークの材質を表わす物性値、外径または外径および内径、前記研削砥石の外径、前記調整砥石の外径、前記研削砥石の回転速度、前記調整砥石の回転速度、前記研削砥石の材質を表わす物性値、ならびに、前記調整砥石の材質を表わす物性値のうち少なくとも1つが含まれている指定因子に基づき、前記ワークの真円度が前記閾値以上になるように、前記第1砥石並進駆動機構、前記第2砥石並進駆動機構および前記ブレード並進駆動機構の少なくとも1つの動作を制御する
ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
21日前
富士紡ホールディングス株式会社
研磨パッド
26日前
ナニワトイシ株式会社
刃物研ぎ補助具
18日前
富士紡ホールディングス株式会社
研磨パッド
11日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ナガセインテグレックス
研削盤
18日前
株式会社マキタ
サンダ
20日前
株式会社マキタ
サンダ
20日前
株式会社荏原製作所
研磨装置
19日前
富士紡ホールディングス株式会社
研磨パッド
28日前
株式会社ディスコ
切削装置
20日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
1か月前
トーヨーエイテック株式会社
研削盤
20日前
株式会社かいわ
固定ピース
18日前
株式会社ディスコ
研削装置
1か月前
トーヨーエイテック株式会社
ワイヤソー
21日前
国立大学法人九州工業大学
研磨方法および研磨装置
27日前
株式会社ディスコ
切削装置及び切削方法
26日前
ミクロン精密株式会社
センタレス研削装置
21日前
株式会社ディスコ
ワークの加工方法
20日前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社東京精密
ワーク保持装置、及び、変位センサ
12日前
株式会社ディスコ
ドレッシングボード
12日前
株式会社ディスコ
搬送パッドおよび加工装置
12日前
株式会社ディスコ
端面修正方法及び切削装置
1か月前
株式会社荏原製作所
トップリングおよび基板処理装置
11日前
株式会社ディスコ
研磨装置及び研磨方法
12日前
株式会社東京精密
加工装置
5日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
25日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
21日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ