TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024053358
公報種別
公開特許公報(A)
公開日
2024-04-15
出願番号
2022159571
出願日
2022-10-03
発明の名称
ワイヤソー
出願人
トーヨーエイテック株式会社
代理人
弁理士法人前田特許事務所
主分類
B24B
27/06 20060101AFI20240408BHJP(研削;研磨)
要約
【課題】加工液をワイヤ列へ均一に供給可能なワイヤソーを提供する。
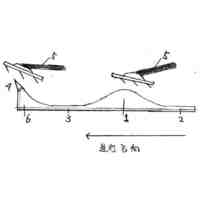
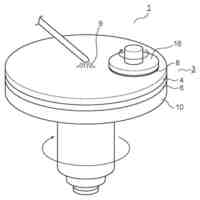
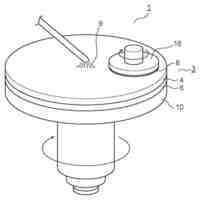
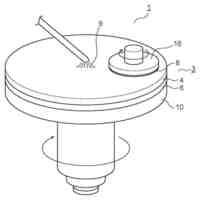
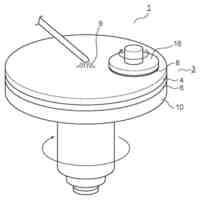
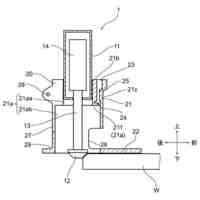
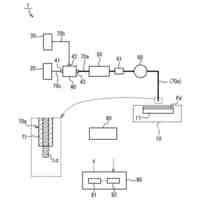
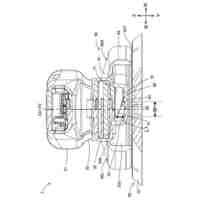
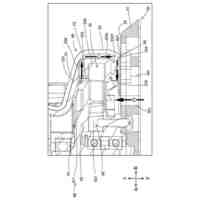
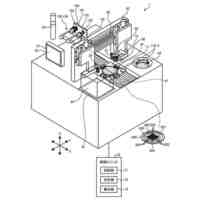
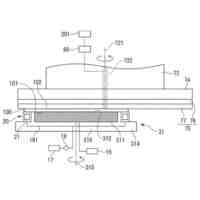
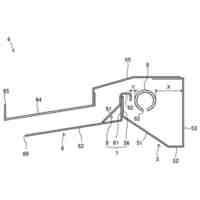
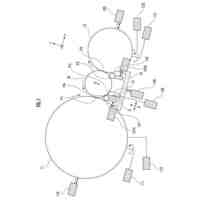
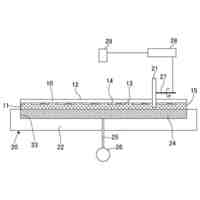
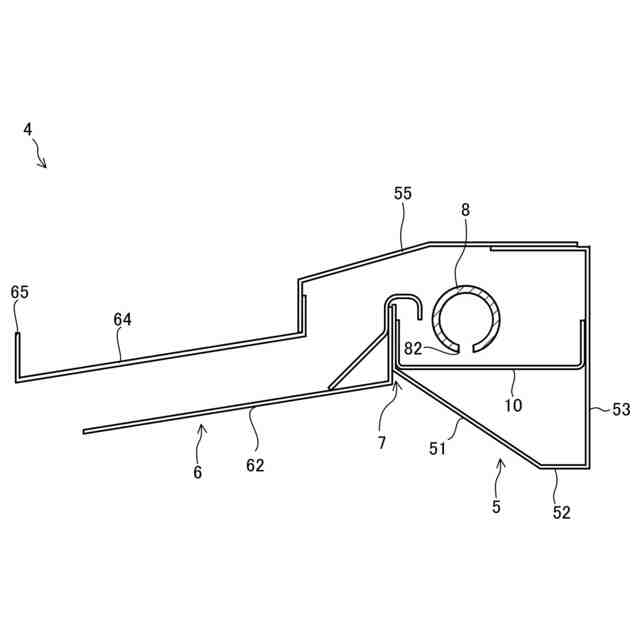
【解決手段】回転駆動される複数のワイヤガイド2と、ワイヤガイドに巻回されてワイヤ列を形成するワイヤ3と、ワイヤ列へ供給する加工液を貯留するタンク5と、タンクから、下方へ傾斜してワイヤ列の上方へ延びるガイド6と、タンクとガイドとを区画するように立設する堰7と、タンク内に設けられ、ワイヤ列のワイヤ並び方向へ延び、長手方向に複数の吐出口82を有するインナーノズル8と、を備え、吐出口は、堰の上端部よりも低い位置に設けられ、インナーノズルは、ワイヤの軸方向において、堰と対向するタンクの奥壁53からインナーノズルまでの間隔Xが、堰からインナーノズルまでの間隔Yよりも広くなる位置に設けられ、タンク内において、吐出口から吐出された加工液が、ガイドから離れる方向に流れる流路が形成される。
【選択図】図4
特許請求の範囲
【請求項1】
回転駆動される複数のワイヤガイドと、
前記ワイヤガイドに巻回されてワイヤ列を形成するワイヤと、
前記ワイヤ列へ供給する加工液を貯留するタンクと、
前記タンクから、下方へ傾斜して前記ワイヤ列の上方へ延びるガイドと、
前記タンクと前記ガイドとを区画するように立設する堰と、
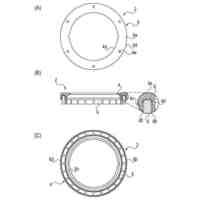
前記タンク内に設けられ、前記ワイヤ列のワイヤ並び方向へ延び、長手方向に複数の吐出口を有するインナーノズルと、を備え、
前記吐出口は、前記堰の上端部よりも低い位置に設けられ、
前記インナーノズルは、前記ワイヤの軸方向において、前記堰と対向する前記タンクの奥壁から前記インナーノズルまでの間隔が、前記堰から該インナーノズルまでの間隔よりも広くなる位置に設けられ、
前記タンク内において、前記吐出口から吐出された加工液が、前記ガイドから離れる方向に流れる流路が形成されることを特徴とするワイヤソー。
続きを表示(約 420 文字)
【請求項2】
前記吐出口と対向する前記タンクの対向面が、前記吐出口から吐出される加工液の吐出方向に対して垂直でないことを特徴とする請求項1に記載のワイヤソー。
【請求項3】
前記吐出口と対向する前記タンクの対向面が、前記ガイドから離れる方向に向かって降下する傾斜面であることを特徴とする請求項2に記載のワイヤソー。
【請求項4】
複数の前記吐出口の断面積の合計が、前記インナーノズルの長手方向に対して略垂直方向に切断した際の断面積よりも小さいことを特徴とする請求項1から3のいずれか1項に記載のワイヤソー。
【請求項5】
前記インナーノズルは、前記タンクの長手方向両端部に架設されていることを特徴とする請求項1から3のいずれか1項に記載のワイヤソー。
【請求項6】
前記堰の上端部は、平滑面又は湾曲面であることを特徴とする請求項1から3のいずれか1項に記載のワイヤソー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤソーに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
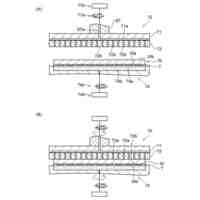
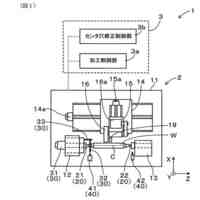
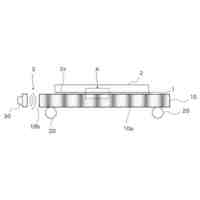
ワイヤソーは、シリコンインゴット等の被加工物を、スライス上に切断加工する装置として知られている。ワイヤソーにおいて、一方側のボビンから繰り出されたワイヤは、複数のワイヤガイドの周囲に巻回されてワイヤ列を形成し、他方側のボビンに巻き取られる。ワイヤは高速駆動され、ワイヤ列へ被加工物を押し当てることにより、複数枚の工作物へ切断する。
【0003】
このようなワイヤソーでは、複数のワイヤが平行に配されたワイヤ列に対し、冷却効果、潤滑効果及びワイヤへの砥粒の供給等を担う加工液を供給しながら加工が行われる。ワイヤソーには、遊離砥粒方式と固定砥粒方式の2種類の加工方式がある。遊離砥粒方式では、ワイヤ列へ砥粒を懸濁させたスラリーと呼ばれる加工液を供給する。固定砥粒方式では、ワイヤ表面にダイヤモンド等の砥粒を固着させたダイヤモンドワイヤのワイヤ列へ、砥粒を含まない加工液を供給する。
【0004】
従来、ワイヤソーの加工液供給装置は、上記のような加工方式によって異なる構造が採用されている。遊離砥粒方式のワイヤソーでは、加工液の粘度が比較的高いため、例えば特許文献1に開示されるように、スリット状の加工液供給口からワイヤ上へカーテン状に加工液を落下させるのが一般的である。また、固定砥粒方式のワイヤソーでは、加工液の粘度が比較的低いため、例えば特許文献2に開示されるように、被加工物の近傍へ向かって傾斜する傾斜部を備えたクーラント供給経路を経由してクーラントを供給するのが一般的である。
【先行技術文献】
【特許文献】
【0005】
特開平9-76231号公報
特許第6795899号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
いずれの加工方式においても、加工液をワイヤ列へ均一に供給することが従来からの課題であるが、上記のように加工方式に合わせて加工液供給装置を交換するのは非効率的である。また、いずれの加工方式においても、加工開始から時間が経過すると加工液が切粉を含む等して加工液の粘度が変化するが、加工液の粘度が変化した場合、加工液を貯留するタンク内の圧力分布も変化し、タンク長手方向の流量バランスが崩れて加工液を均一に供給できなくなるという問題もある。さらに、加工に細線、特にφ0.10以下のワイヤを使用した場合、加工液の流量が多すぎるとワイヤの振れが生じ易くなるために流量を抑える対策がなされるが、流量を抑えるとタンク長手方向の流量バランスが崩れて加工液を均一に供給できなくなるという問題もある。
【0007】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、加工液の粘度や流量が変化しても加工液をワイヤ列へ均一に供給可能なワイヤソーを提供することにある。
【課題を解決するための手段】
【0008】
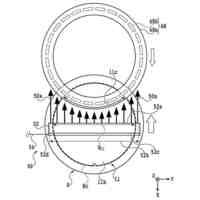
上記の目的を達成するために、この発明では、タンク内において加工液が一旦ガイドから離れる方向へ流れるような流路とすることで、流れの勢いを抑えて波うちを低減するものとした。
【0009】
具体的には、第1の発明では、
回転駆動される複数のワイヤガイドと、
前記ワイヤガイドに巻回されてワイヤ列を形成するワイヤと、
前記ワイヤ列へ供給する加工液を貯留するタンクと、
前記タンクから、下方へ傾斜して前記ワイヤ列の上方へ延びるガイドと、
前記タンクと前記ガイドとを区画するように立設する堰と、
前記タンク内に設けられ、前記ワイヤ列のワイヤ並び方向へ延び、長手方向に複数の吐出口を有するインナーノズルと、を備え、
前記吐出口は、前記堰の上端部よりも低い位置に設けられ、
前記インナーノズルは、前記ワイヤの軸方向において、前記堰と対向する前記タンクの奥壁から前記インナーノズルまでの間隔が、前記堰から該インナーノズルまでの間隔よりも広くなる位置に設けられ、
前記タンク内において、前記吐出口から吐出された加工液が、前記ガイドから離れる方向に流れる流路が形成されることを特徴とする。
【0010】
上記の構成によると、ワイヤ列のワイヤ並び方向へ延びるインナーノズルが、その長手方向に複数の吐出口を有するため、インナーノズルからタンク内へ長手方向に均一に加工液が供給され、流量のばらつきを抑えることができる。また、ワイヤの軸方向において、堰と対向するタンクの奥壁からインナーノズルまでの間隔が、堰からインナーノズルまでの間隔よりも広くなるようにタンク内にインナーノズルが配置されることで、吐出口から吐出された加工液は、直接ガイドへ向かって流れるよりも、一旦、ガイドから離れる方向に流れた後、タンクの奥壁とインナーノズルとの間を通り、インナーノズルの上方を通過してガイドへ流れるような流路を形成することができる。そのため、加工液の流れの勢いがタンク内で抑えられて波打ちが低減され、流量バランスの安定した加工液をガイドからワイヤ列に均一に供給することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
9日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ケヰテック株式会社
研磨用バフ
1か月前
富士紡ホールディングス株式会社
研磨パッド
24日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社荏原製作所
研磨装置
17日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社かいわ
固定ピース
16日前
トーヨーエイテック株式会社
研削盤
18日前
株式会社ジェイテクト
工作機械
1か月前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
株式会社ディスコ
研削ホイール
1か月前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
株式会社ディスコ
取付方法及び切削装置
1か月前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
ドレッシングボード
10日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ