TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024055748
公報種別
公開特許公報(A)
公開日
2024-04-18
出願番号
2023080695
出願日
2023-05-16
発明の名称
研削盤
出願人
株式会社ナガセインテグレックス
代理人
個人
,
個人
主分類
B24B
55/06 20060101AFI20240411BHJP(研削;研磨)
要約
【課題】使用後のクーラントを研削盤の外部にスムーズに排出することのできる研削盤を提供する。
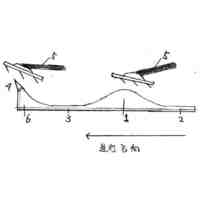
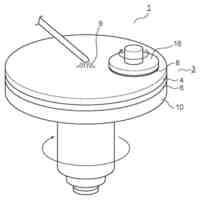
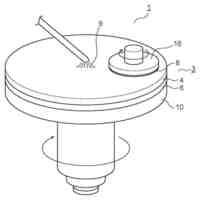
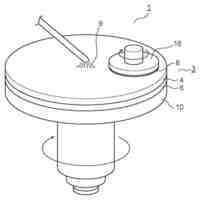
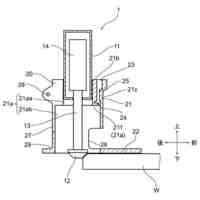
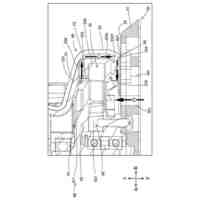
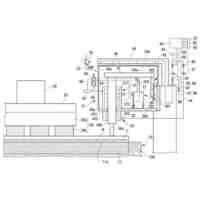
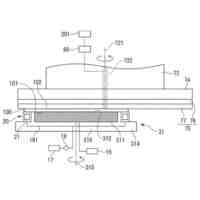
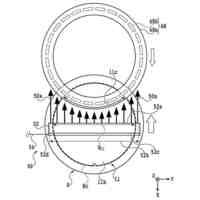
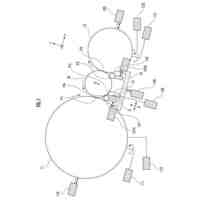
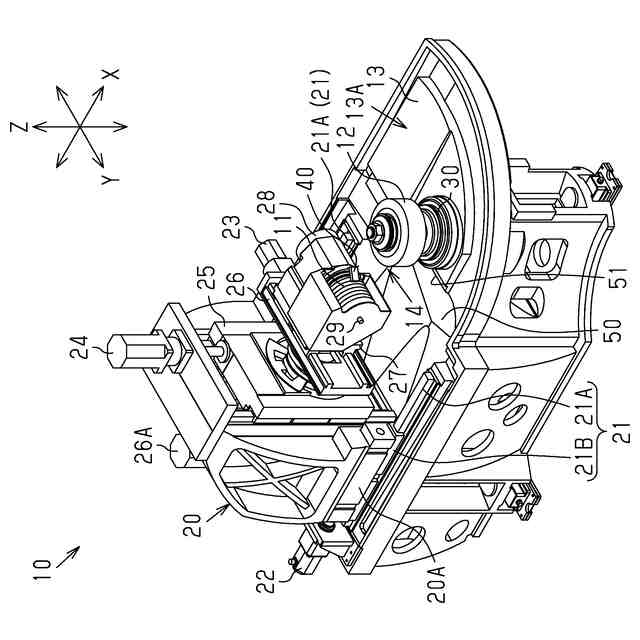
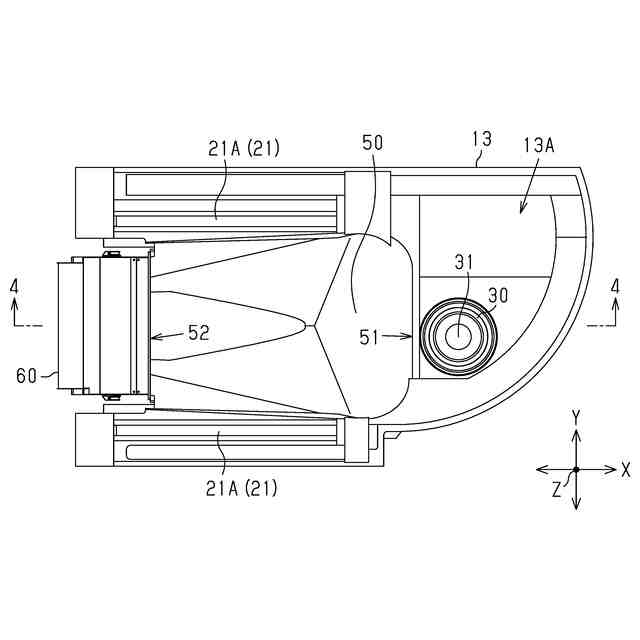
【解決手段】コラム20は、ねじ状砥石11を回転可能に支持するとともに、互いに平行に延びる一対のX軸スライド機構21を介して機台13の上に設置される。ワーク支持部30は、機台13に設けられて歯車ワーク12を支持する。クーラント供給部40は、ねじ状砥石11と歯車ワーク12との間の研削加工部14に対してクーラントを供給する。凹路部50は、機台13の上面13Aにおいて凹状をなすとともに、一対のX軸スライド機構21の間において同X軸スライド機構21に沿う態様で、研削加工部14の下方から機台13の縁部まで延びる。凹路部50の底面は、研削加工部14の下方から機台13の縁部に向かうに連れて徐々に低くなる態様で傾斜している。
【選択図】図1
特許請求の範囲
【請求項1】
砥石を用いてワークの歯面を研削する研削盤であって、
機台と、
前記砥石を回転可能に支持するとともに、互いに平行に延びる一対の支持部を介して前記機台の上に設置されるコラムと、
前記機台に設けられて前記ワークを支持するワーク支持部と、
前記砥石と前記ワークとの間の研削加工部に対してクーラントを供給するクーラント供給部と、
前記機台の上面において凹状をなすとともに、前記一対の支持部の間において当該支持部に沿う態様で、前記研削加工部の下方から前記機台の縁部まで延びる凹路部と、を有し、
前記凹路部の底面は、前記研削加工部の下方から前記機台の縁部に向かうに連れて徐々に低くなる態様で傾斜している、
研削盤。
続きを表示(約 950 文字)
【請求項2】
砥石を用いて歯車ワークの歯面を研削する研削盤であって、
機台と、
前記砥石を回転可能に支持するとともに、互いに平行に延びる一対の支持部を介して前記機台の上に設置されるコラムと、
前記機台に設けられて前記歯車ワークを支持するワーク支持部と、
前記砥石と前記歯車ワークとの間の研削加工部に対してクーラントを供給するクーラント供給部と、
前記機台の上面において凹状をなすとともに、前記一対の支持部の間において当該支持部に沿う態様で、前記研削加工部の下方から前記機台の縁部まで延びる凹路部と、を有し、
前記凹路部の底面は、前記研削加工部の下方から前記機台の縁部に向かうに連れて徐々に低くなる態様で傾斜している、
研削盤。
【請求項3】
前記コラムは、同コラムの下部が前記凹路部の内部に侵入した状態で設置されている、
請求項1または2に記載の研削盤。
【請求項4】
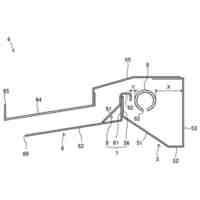
前記クーラントに含まれる切り屑を捕捉するフィルタ部を有し、
前記フィルタ部は、同フィルタ部の内部と前記凹路部の前記縁部の側の端部とを連通する態様で、前記機台の縁部に設けられている、
請求項1または2に記載の研削盤。
【請求項5】
前記フィルタ部は、磁力によって前記クーラントに含まれる磁性体を吸着するマグネットセパレータであり、
前記マグネットセパレータは、同マグネットセパレータの内部と前記凹路部の前記縁部の側の端部とが一体の1つの容器状をなす態様で、前記凹路部の前記縁部の側の端部に接続されてなる、
請求項4に記載の研削盤。
【請求項6】
前記機台における前記コラム、および前記ワーク支持部、および前記クーラント供給部、および前記凹路部が設けられた部分を覆う形状をなすとともに、同部分と前記研削盤の外部とを仕切る形状をなすカバー部材と、
前記マグネットセパレータの内部の前記クーラントを含むガスを吸入する吸入部、および、前記吸入部により吸入したガスから前記クーラントを分離する分離部を備える吸入分離装置と、を有する、
請求項5に記載の研削盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削盤に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
歯車研削盤は、ねじ状砥石や円板状砥石などの回転砥石を用いて歯車ワークの歯面を研削するものである(特許文献1参照)。特許文献1に記載の歯車研削盤は、機台や、同機台に設けられるコラムおよびワーク支持部を有している。コラムは、砥石を回転可能に支持している。ワーク支持部は、歯車ワークを支持する部分を構成している。
【0003】
この歯車研削盤による研削においては、外周面にねじを有するねじ状砥石と、ホブ盤などで歯切りされた歯車ワークとが噛合状態で回転される。また、上記歯車研削盤による研削では、ねじ状砥石と歯車ワークとの間の研削加工部に対してクーラントが供給される。そして、使用後のクーラントは、機台の縁部に設けられた樋状の排出溝に流入するとともに同排出溝によって案内されることで、歯車研削盤の外部に排出される。
【先行技術文献】
【特許文献】
【0004】
特開2019-181612号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
使用後のクーラントは切り屑を含んでいる。上記歯車研削盤では、そうした使用後のクーラントが、機台の縁部に沿って延びる樋状の排出溝を流れるようになっている。そのため、クーラントに含まれる切り屑が排出溝に詰まりやすいという問題があった。
【0006】
なお、こうした問題は、歯車研削盤に限らず、砥石とワークとの間の研削加工部にクーラントを供給しながら砥石によるワークの研削を行う研削盤であれば、同様に生じうる。
【課題を解決するための手段】
【0007】
上記課題を解決するための研削盤は、砥石を用いてワークを研削する研削盤であって、機台と、前記砥石を回転可能に支持するとともに、互いに平行に延びる一対の支持部を介して前記機台の上に設置されるコラムと、前記機台に設けられて前記ワークを支持するワーク支持部と、前記砥石と前記ワークとの間の研削加工部に対してクーラントを供給するクーラント供給部と、前記機台の上面において凹状をなすとともに、前記一対の支持部の間において当該支持部に沿う態様で、前記研削加工部の下方から前記機台の縁部まで延びる凹路部と、を有し、前記凹路部の底面は、前記研削加工部の下方から前記機台の縁部に向かうに連れて徐々に低くなる態様で傾斜している。
【0008】
前記課題を解決するための研削盤は、砥石を用いて歯車ワークの歯面を研削する歯車研削盤であって、機台と、前記砥石を回転可能に支持するとともに、互いに平行に延びる一対の支持部を介して前記機台の上に設置されるコラムと、前記機台に設けられて前記歯車ワークを支持するワーク支持部と、前記砥石と前記歯車ワークとの間の研削加工部に対してクーラントを供給するクーラント供給部と、前記機台の上面において凹状をなすとともに、前記一対の支持部の間において当該支持部に沿う態様で、前記研削加工部の下方から前記機台の縁部まで延びる凹路部と、を有し、前記凹路部の底面は、前記研削加工部の下方から前記機台の縁部に向かうに連れて徐々に低くなる態様で傾斜している。
【0009】
上記構成では、研削加工部に供給されたクーラントの大部分は同研削加工部から下方に落ちる。特に、使用後のクーラントに含まれる切り屑は、クーラントと比較して重いため、研削加工部から下方に落ちるようになる。
【0010】
上記構成によれば、そうした切り屑を含むクーラントを、研削加工部の下方に配置される凹路部に、所定レベル以上の流量が得られる状態で直接流入させることができる。そのため、クーラントに含まれる切り屑を、凹路部の内部に滞留させることなく、クーラントの流勢を利用して機台の縁部まで押し流すことができる。したがって上記構成によれば、切り屑を含む使用後のクーラントを研削盤の外部にスムーズに排出することができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
26日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
29日前
株式会社雄飛
加工装置及び加工方法
16日前
富士紡ホールディングス株式会社
研磨パッド
21日前
ナニワトイシ株式会社
刃物研ぎ補助具
13日前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
21日前
富士紡ホールディングス株式会社
研磨パッド
21日前
ケヰテック株式会社
研磨用バフ
1か月前
富士紡ホールディングス株式会社
研磨パッド
21日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
6日前
株式会社ナガセインテグレックス
研削盤
13日前
株式会社マキタ
サンダ
15日前
株式会社マキタ
サンダ
15日前
株式会社荏原製作所
研磨装置
14日前
富士紡ホールディングス株式会社
研磨パッド
23日前
株式会社ディスコ
切削装置
15日前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
研磨装置
29日前
株式会社かいわ
固定ピース
13日前
トーヨーエイテック株式会社
研削盤
15日前
株式会社ディスコ
研削装置
26日前
トーヨーエイテック株式会社
ワイヤソー
16日前
国立大学法人九州工業大学
研磨方法および研磨装置
22日前
株式会社ディスコ
研削ホイール
1か月前
ミクロン精密株式会社
センタレス研削装置
16日前
株式会社ディスコ
取付方法及び切削装置
1か月前
株式会社ディスコ
切削装置及び切削方法
21日前
株式会社ディスコ
ワークの加工方法
15日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
28日前
株式会社ディスコ
ドレッシングボード
7日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
7日前
株式会社ディスコ
被加工物の研削方法
28日前
株式会社ディスコ
端面修正方法及び切削装置
26日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ