TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024047167
公報種別
公開特許公報(A)
公開日
2024-04-05
出願番号
2022152635
出願日
2022-09-26
発明の名称
端面修正方法及び切削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
27/06 20060101AFI20240329BHJP(研削;研磨)
要約
【課題】専用の装置や治具を要することなく、既存の部品を利用してマウントの端面修正を効率よく短時間で行うこと。
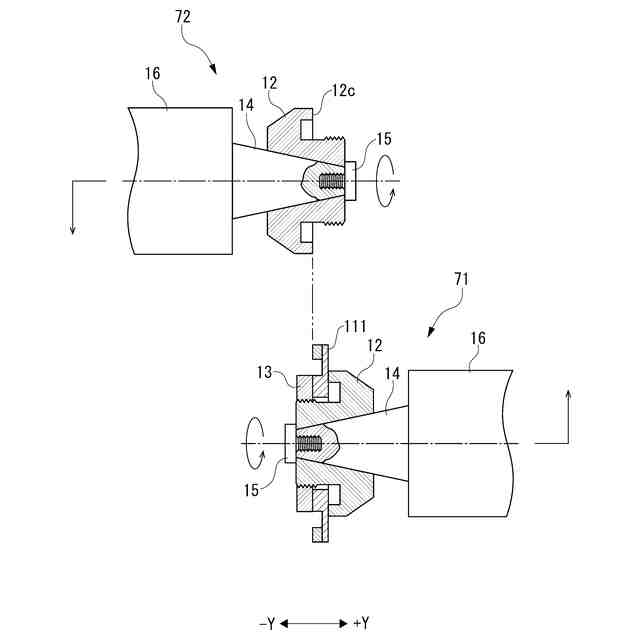
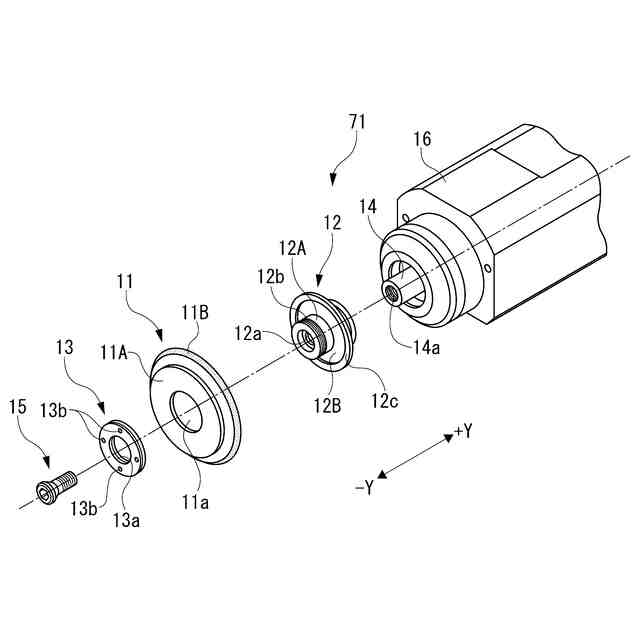
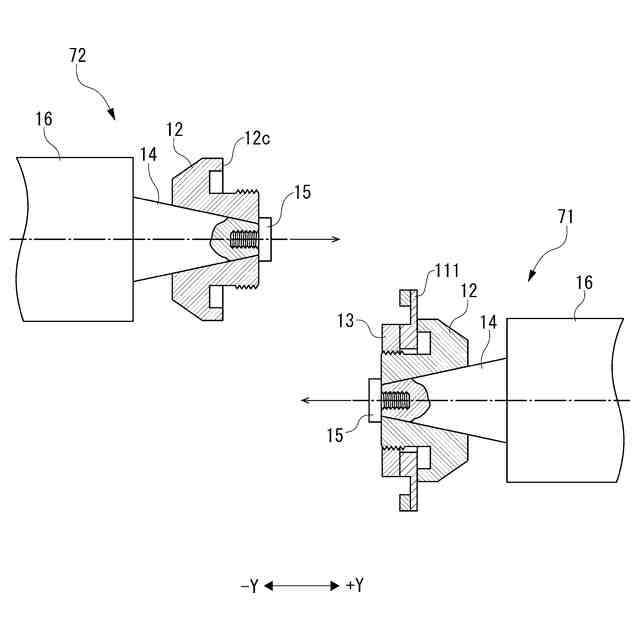
【解決手段】ハブブレード(切削ブレード)11でウェーハ(被加工物)Wを切削する切削装置1において、水平方向に先端を対向して配置した一対のスピンドル14の各先端に各々配置した各マウント12の支持面(端面)12cを修正する端面修正方法は、一方のマウント12にリング状の端面修正砥石111を装着する端面修正砥石装着工程と、一対のマウント12を相対的に高さを異ならせた後、両マウント12を相対的に水平方向に接近させ、一方のマウント12に装着されて回転する端面修正砥石111で他方のマウント12の支持面12cを研削する端面研削工程を経て該他方のマウントの支持面12cを修正した後、他方のマウント12に端面修正砥石111を装着し、同様の工程を経て一方のマウント12の支持面12cを修正する。
【選択図】図8D
特許請求の範囲
【請求項1】
切削ブレードで被加工物を切削する切削装置の、水平方向に先端を対向して配置した第1スピンドルと第2スピンドルの各先端に各々配置した、第1マウントの端面または第2マウントの端面を修正する端面修正方法であって、
該第1マウントまたは該第2マウントの何れか一方にリング状の端面修正砥石を装着する端面修正砥石装着工程と、
該第1マウントと該第2マウントとを相対的に高さを異ならせた後、該第1マウントと該第2マウントとを相対的に水平方向に接近させ、一方の該マウントに装着されて回転する該端面修正砥石で他方の該マウントの端面を研削する端面研削工程と、
からなる、端面修正方法。
続きを表示(約 790 文字)
【請求項2】
該端面研削工程では、他方の該マウントの端面に、回転する該端面修正砥石を接触させた後、該端面修正砥石と該他方のマウントとを相対的に鉛直方向に移動させて該端面を研削する、請求項1記載の端面修正方法。
【請求項3】
対向配置した一対のスピンドルの各先端に各々装着した切削ブレードで被加工物を切削する切削装置であって、
保持面で被加工物を保持するチャックテーブルと、
切削ブレードを装着する第1マウントを配置した第1スピンドルと、
該第1スピンドルを該保持面に垂直な方向に昇降させる第1Z軸移動機構と、
該第1スピンドルの軸方向に該第1スピンドルを移動させる第1Y軸移動機構と、
該第1マウントに対向して該切削ブレードを装着する第2マウントを配置した第2スピンドルと、
該第2スピンドルを昇降させる第2Z軸移動機構と、
該第2スピンドルの軸方向に該第2スピンドルを移動させる第2Y軸移動機構と、
制御部と、
を備え、
該制御部は、
該第1マウントまたは該第2マウントの何れか一方に該端面修正砥石を装着することと、
該第1Z軸移動機構または該第2Z軸移動機構を制御して該第1マウントと該第2マウントとを相対的に高さを異ならせることと、
該第1Y軸移動機構または該第2Y軸移動機構を制御して該第1マウントと該第2マウントを相対的に接近させ一方の該マウントに装着した該端面修正砥石で他方の該マウントの端面を研削することと、
を制御する、切削装置。
【請求項4】
ブレード装着機構を備え、
該制御部は、該ブレード装着機構を制御して該第1マウントまたは該第2マウントの何れか一方に端面修正砥石を装着する、請求項3記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの被加工物の切削に用いられる切削ブレードが備えるマウントの端面修正方法及びこの端面修正方法が実施される切削装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
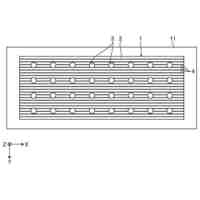
例えば、半導体デバイスの製造工程においては、円板状の半導体ウェーハ(以下、単に「ウェーハ」と称する)の表面が格子状に配列されたストリートと称される分割予定ラインによって多数の矩形領域に区画され、各矩形領域にICやLSIなどのデバイスがそれぞれ形成される。そして、このように多数のデバイスが形成されたウェーハをダイサーと称される切削装置の切削ブレードでストリートに沿って切削することによって、複数の半導体チップが形成されるが、切削装置としては、軸方向に相対向する一対のスピンドルの各先端に切削ブレードをそれぞれ取り付け、回転する両切削ブレードによってウェーハを分割予定ラインに沿って効率よく切削する所謂デュアルダイサーと称されるものが知られている(例えば、特許文献1参照)。
【0003】
ここで、切削装置の切削ブレードには、環状基台の外周に環状砥石を電着して構成されるハブブレードが使用されることがあり、このハブブレードは、スピンドルの先端に固定されたマウントにナットによって着脱可能に取り付けられている。このようなハブブレードの環状基台は、アルミ製であって、ハブブレードをマウントに取り付ける際に該ハブブレードの環状基台のアルミがマウントに付着したり、切削加工によって発生した切削屑がマウントの端面を傷つける場合があり、このような場合には、ハブブレードが偏心して振動が発生し、該ハブブレードによって切削されるウェーハのカーフ幅(溝幅)が大きくなるという問題がある。
【0004】
そこで、端面修正用砥石をチャックテーブルに保持させ、この端面修正用砥石によってマウントの端面を研削することによって、該端面に付着したアルミを除去したり、端面に発生した傷を除去するなどしてマウントの端面を修正している(例えば、特許文献2,3参照)。
【先行技術文献】
【特許文献】
【0005】
特開2001-168065号公報
特開平08-066859号公報
特開2009-297855号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2,3において提案されたマウントの端面修正方法においては、端面修正砥石を回転駆動する専用のスピンドルユニットや、端面修正砥石を固定するための専用の端面修正治具が必要であるため、マウントの端面修正のコストが高くなるとともに、スピンドルユニットや端面修正治具をチャックテーブルに対して手作業で着脱する必要があるためにマウントの端面修正に多くの時間を要し、作業効率が悪いという問題がある。
【0007】
本発明は、上記問題に鑑みてなされたもので、その目的は、専用の装置や治具を要することなく、既存の部品を利用してマウントの端面修正を効率よく短時間で行うことができる端面修正方法と該端面修正方法を実施するための切削装置を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための第1発明は、切削ブレードで被加工物を切削する切削装置の、水平方向に先端を対向して配置した第1スピンドルと第2スピンドルの各先端に各々配置した、第1マウントの端面または第2マウントの端面を修正する端面修正方法であって、該第1マウントまたは該第2マウントの何れか一方にリング状の端面修正砥石を装着する端面修正砥石装着工程と、該第1マウントと該第2マウントとを相対的に高さを異ならせた後、該第1マウントと該第2マウントとを相対的に水平方向に接近させ、一方の該マウントに装着されて回転する該端面修正砥石で他方の該マウントの端面を研削する端面研削工程と、からなることを特徴とする。
【0009】
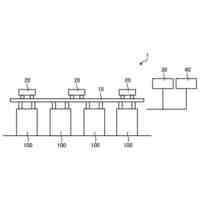
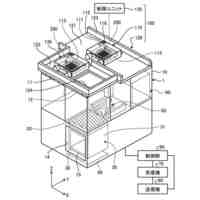
また、第2発明は、対向配置した一対のスピンドルの各先端に各々装着した切削ブレードで被加工物を切削する切削装置であって、保持面で被加工物を保持するチャックテーブルと、切削ブレードを装着する第1マウントを配置した第1スピンドルと、該第1スピンドルを該保持面に垂直な方向に昇降させる第1Z軸移動機構と、該第1スピンドルの軸方向に該第1スピンドルを移動させる第1Y軸移動機構と、該第1マウントに対向して該切削ブレードを装着する第2マウントを配置した第2スピンドルと、該第2スピンドルを昇降させる第2Z軸移動機構と、該第2スピンドルの軸方向に該第2スピンドルを移動させる第2Y軸移動機構と、制御部と、を備え、該制御部は、該第1マウントまたは該第2マウントの何れか一方に該端面修正砥石を装着することと、該第1Z軸移動機構または該第2Z軸移動機構を制御して該第1マウントと該第2マウントとを相対的に高さを異ならせることと、該第1Y軸移動機構または該第2Y軸移動機構を制御して該第1マウントと該第2マウントを相対的に接近させ一方の該マウントに装着した該端面修正砥石で他方の該マウントの端面を研削することと、を制御することを特徴とする。
【発明の効果】
【0010】
本発明に係る切削装置を用いて実施される本発明に係る端面修正方法によれば、一対のマウントの一方の端面を修正する場合には、他方のマウントに端面修正砥石を取り付け、この端面修正砥石を回転駆動しながら一方のマウントの端面に接触させて該端面を研削し、一方のマウントの端面が研削されて修正されると、次に、一方のマウントに端面修正砥石を取り付け、この端面修正砥石を回転駆動しながら他方のマウントの端面に接触させて該端面を研削して修正することができる。このように、本発明に係る端面修正方法によれば、既存の部品であるマウントやナットを有効に利用して一対のマウントの端面を修正することができるため、専用の装置や治具などが不要となって低コストでマウントの端面修正を行うことがきる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送装置
3日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工方法
9日前
株式会社ディスコ
拡張方法
9日前
株式会社ディスコ
搬送装置
7日前
株式会社ディスコ
切削方法
2日前
株式会社ディスコ
搬送パッド
2日前
株式会社ディスコ
搬送システム
1日前
株式会社ディスコ
テープ貼着装置
3日前
株式会社ディスコ
ワーク処理装置
今日
株式会社ディスコ
エキスパンド方法
6日前
株式会社ディスコ
チップの製造方法
2日前
株式会社ディスコ
シートの固定方法
6日前
株式会社ディスコ
レーザー加工装置
1日前
株式会社ディスコ
ウエーハの加工方法
2日前
株式会社ディスコ
ウエーハの加工方法
21日前
株式会社ディスコ
ウエーハの加工方法
21日前
株式会社ディスコ
ウエーハの研磨方法
1日前
株式会社ディスコ
ウェーハの加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
被加工物の研削方法
6日前
株式会社ディスコ
被加工物の研削方法
6日前
株式会社ディスコ
ウエーハの加工方法
6日前
株式会社ディスコ
ウエーハの加工方法
2日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウェーハの加工方法
1日前
株式会社ディスコ
ウエーハの加工方法
2日前
株式会社ディスコ
ウエーハの加工方法
今日
株式会社ディスコ
ウエーハの加工方法
2日前
株式会社ディスコ
株主総会の招集はがき
7日前
株式会社ディスコ
加工装置及び加工方法
1日前
株式会社ディスコ
拡張方法及び拡張装置
9日前
株式会社ディスコ
加工装置及び搬送装置
9日前
株式会社ディスコ
検出方法、及び、加工装置
1日前
株式会社ディスコ
窒化ガリウム基板の製造方法
1日前
株式会社ディスコ
貼り合わせウエーハの加工方法
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ