TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024064081
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022172410
出願日
2022-10-27
発明の名称
切削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
27/06 20060101AFI20240507BHJP(研削;研磨)
要約
【課題】延性材で形成されている領域を切削する際に低速化しなくても1度の切削で切削溝に残存するバリを低減する。
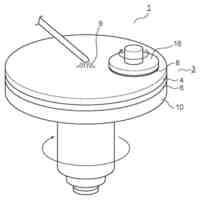
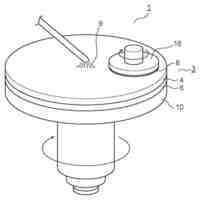
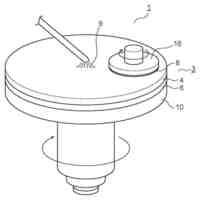
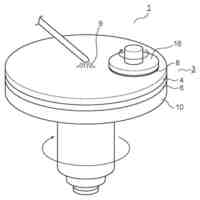
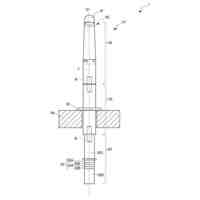
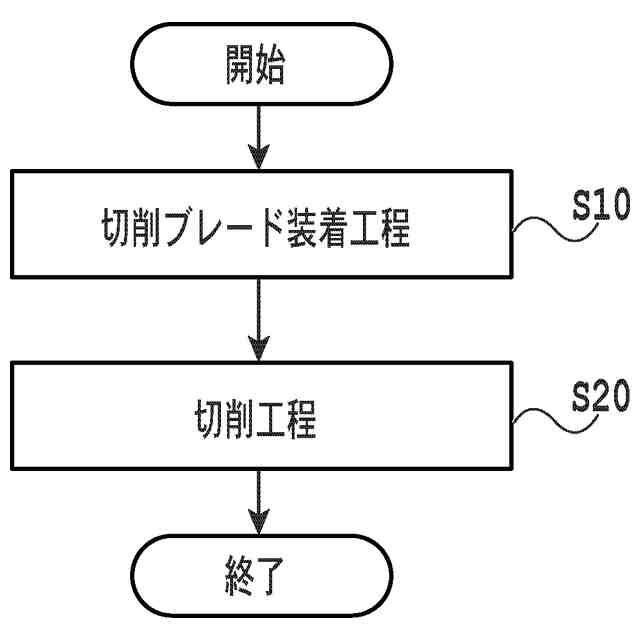
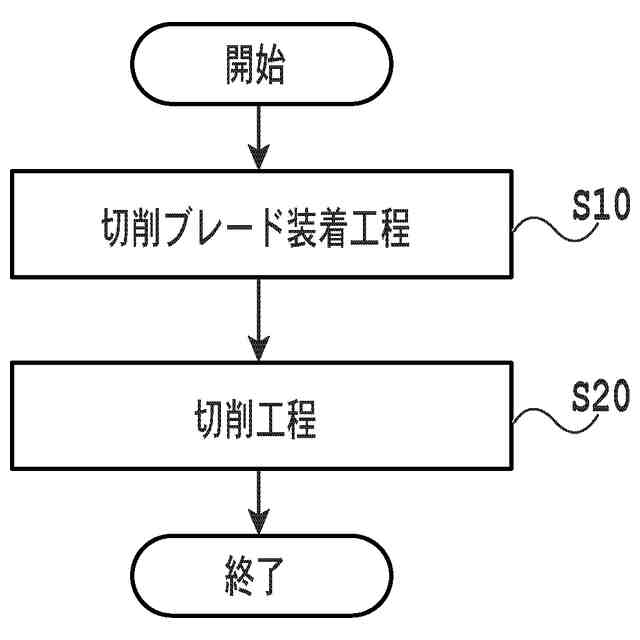
【解決手段】延性材を有する被加工物を切削する切削方法であって、切削ブレードの外周端部から切削ブレードの径方向の中心に向かう様にそれぞれ切り欠かれており切削ブレードの周方向に沿って配置された複数の切り欠きを外周部に有し、且つ、切削ブレードの径方向における切削ブレードの断面視において外周端部に直線状領域を有する切削ブレードを、スピンドルの回転中心を通る切削ブレードの径方向において回転中心から切削ブレードの一方の外周端部までの第1距離が回転中心から切削ブレードの他方の外周端部までの第2距離より長くなる様に、スピンドルに装着する切削ブレード装着工程と、切削ブレードを回転させながら、切削ブレードで被加工物における延性材で形成されている領域を切削する切削工程と、を備える切削方法を提供する。
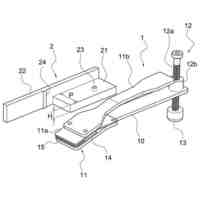
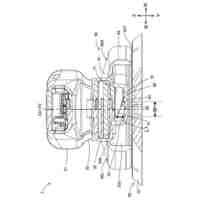
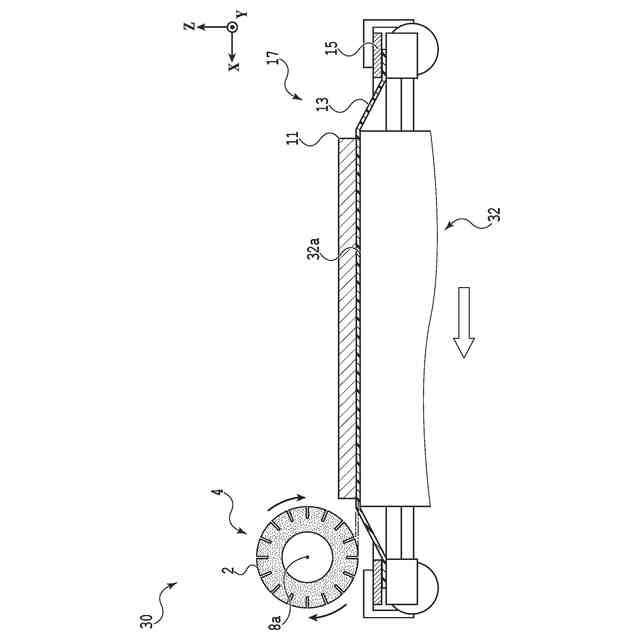
【選択図】図1
特許請求の範囲
【請求項1】
延性材を有する被加工物を円環状の切削ブレードで切削する切削方法であって、
該切削ブレードの外周端部から該切削ブレードの径方向の中心に向かう様にそれぞれ切り欠かれており該切削ブレードの周方向に沿って配置された複数の切り欠きを外周部に有し、且つ、該切り欠きを通る該切削ブレードの径方向における該切削ブレードの断面視において外周端部に直線状領域を有する該切削ブレードを、スピンドルの回転中心を通る該切削ブレードの径方向において該回転中心から該切削ブレードの一方の外周端部までの第1距離が該回転中心から該切削ブレードの他方の外周端部までの第2距離より長くなる様に、該スピンドルに装着する切削ブレード装着工程と、
該切削ブレード装着工程の後、該スピンドルに装着された該切削ブレードを回転させながら、該切削ブレードで該被加工物における該延性材で形成されている領域を切削する切削工程と、
を備えることを特徴とする切削方法。
続きを表示(約 860 文字)
【請求項2】
該切削ブレード装着工程では、該第1距離と該第2距離との差が15μm以上100μm以下となる様に、該切削ブレードを該スピンドルに装着することを特徴とする請求項1に記載の切削方法。
【請求項3】
該切削ブレード装着工程の後、該切削ブレードを該スピンドルの周りに回転させながら該切削ブレードをドレスボードに切り込んだ状態で該スピンドルの長手方向と直交する加工送り方向に沿って該切削ブレードと該ドレスボードとを相対的に移動させるドレス工程を経ることなく、該第1距離が該第2距離よりも長い状態を維持した状態で該切削工程を行うことを特徴とする請求項1に記載の切削方法。
【請求項4】
該切削工程の後、該切削ブレードを該スピンドルから取り外し、次いで、該スピンドルの長手方向に沿う所定の直線の周りに該切削ブレードを90度以上180度以下の所定角度だけ回転させた上で、該スピンドルの該回転中心を通る該切削ブレードの径方向において該回転中心から該切削ブレードの一方の外周端部までの第3距離が該回転中心から該切削ブレードの他方の外周端部までの第4距離よりも長くなる様に、該切削ブレードを該スピンドルに再装着する再装着工程を更に備えることを特徴とする請求項1から3のいずれかに記載の切削方法。
【請求項5】
該切削工程の後、且つ、該再装着工程の前に、該スピンドルを回転させながら該切削ブレードをドレスボードに切り込んだ状態で、該スピンドルの長手方向に沿う割り出し送り方向に沿って該切削ブレードと該ドレスボードとを相対的に移動させることで、該切削ブレードの径方向における該切削ブレードの断面視において外周端部が直線状領域を有する様に該切削ブレードの該外周端部に対してフラットドレスを施すフラットドレス工程を更に備えることを特徴とする請求項4に記載の切削方法。
【請求項6】
該切削ブレードは、砥粒と、該砥粒を固定するボンド材と、を有する請求項1に記載の切削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、延性材を有する被加工物を円環状の切削ブレードで切削する切削方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
樹脂、金属等の延性材を有する被加工物を、高速回転している切削ブレードで切削して切削溝を形成すると、一般的には、延性材が伸びて切削溝の近傍にはバリが発生する。バリは、被加工物を切削して製造されるチップ等の製品における特性不良や外観不良となる。
【0003】
そこで、切削時の加工送り速度(即ち、切削ブレードと被加工物との所定方向における相対的な移動速度)を1mm/sから数mm/sと低くすることで、バリのサイズを小さくする手法がある。また、切削溝の形成後に、切削ブレードで当該切削溝をなぞることで、バリを除去する手法も提案されている(例えば、特許文献1参照)。
【0004】
しかし、加工送り速度を低くすると、単位時間当たりに切削可能な被加工物の数が減少するので生産性が低下する。同様に、切削ブレードで切削溝をなぞることでバリを除去する場合も、1つの切削予定ラインにつき複数回の加工送りが必要になるので、結果として、単位時間当たりに切削可能な被加工物の数が減少するので生産性が低下する。
【先行技術文献】
【特許文献】
【0005】
特開2001-77055号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は係る問題点に鑑みてなされたものであり、延性材で形成されている領域を切削ブレードで切削する際に、低速化しなくても1度の切削で切削溝に残存するバリを低減することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様によれば、延性材を有する被加工物を円環状の切削ブレードで切削する切削方法であって、該切削ブレードの外周端部から該切削ブレードの径方向の中心に向かう様にそれぞれ切り欠かれており該切削ブレードの周方向に沿って配置された複数の切り欠きを外周部に有し、且つ、該切り欠きを通る該切削ブレードの径方向における該切削ブレードの断面視において外周端部に直線状領域を有する該切削ブレードを、スピンドルの回転中心を通る該切削ブレードの径方向において該回転中心から該切削ブレードの一方の外周端部までの第1距離が該回転中心から該切削ブレードの他方の外周端部までの第2距離より長くなる様に、該スピンドルに装着する切削ブレード装着工程と、該切削ブレード装着工程の後、該スピンドルに装着された該切削ブレードを回転させながら、該切削ブレードで該被加工物における該延性材で形成されている領域を切削する切削工程と、を備える切削方法が提供される。
【0008】
好ましくは、該切削ブレード装着工程では、該第1距離と該第2距離との差が15μm以上100μm以下となる様に、該切削ブレードを該スピンドルに装着する。
【0009】
また、好ましくは、該切削ブレード装着工程の後、該切削ブレードを該スピンドルの周りに回転させながら該切削ブレードをドレスボードに切り込んだ状態で該スピンドルの長手方向と直交する加工送り方向に沿って該切削ブレードと該ドレスボードとを相対的に移動させるドレス工程を経ることなく、該第1距離が該第2距離よりも長い状態を維持した状態で該切削工程を行う。
【0010】
また、好ましくは、切削方法は、該切削工程の後、該切削ブレードを該スピンドルから取り外し、次いで、該スピンドルの長手方向に沿う所定の直線の周りに該切削ブレードを90度以上180度以下の所定角度だけ回転させた上で、該スピンドルの該回転中心を通る該切削ブレードの径方向において該回転中心から該切削ブレードの一方の外周端部までの第3距離が該回転中心から該切削ブレードの他方の外周端部までの第4距離よりも長くなる様に、該切削ブレードを該スピンドルに再装着する再装着工程を更に備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
レーザー加工装置
2日前
オークマ株式会社
円筒研削盤
1か月前
株式会社アルテクス
切断装置及び切断方法
1か月前
株式会社雄飛
加工装置及び加工方法
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
ナニワトイシ株式会社
刃物研ぎ補助具
2か月前
株式会社ナガセインテグレックス
研削盤
17日前
株式会社東京精密
加工装置
24日前
株式会社荏原製作所
基板処理装置
1か月前
株式会社ナガセインテグレックス
研削盤
2か月前
株式会社荏原製作所
基板処理装置
2日前
有限会社タカシマ技研
研削工具および研磨工具
3日前
株式会社マキタ
サンダ
2か月前
株式会社マキタ
サンダ
2か月前
株式会社荏原製作所
研磨装置
2か月前
個人
研磨工具
1か月前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
15日前
株式会社荏原製作所
研磨装置
29日前
株式会社 ネオ
プロファイル研削盤用付加システム
25日前
有限会社アリューズ
加工方法、球面加工方法
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
29日前
株式会社ディスコ
切削装置
4日前
JFEスチール株式会社
鋼板研磨装置および研磨方法
11日前
株式会社ディスコ
切削装置
2か月前
株式会社ディスコ
切削装置
26日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
15日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
東空販売株式会社
ねじ要素保持治具
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ