TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024063401
公報種別
公開特許公報(A)
公開日
2024-05-13
出願番号
2022171315
出願日
2022-10-26
発明の名称
研磨パッドの製造方法
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/20 20120101AFI20240502BHJP(研削;研磨)
要約
【課題】 被研磨物のスクラッチの発生を抑制した研磨パッドの製造方法を提供する。
【解決手段】
終点検出窓を備える研磨層を有する研磨パッドを製造する方法であって、前記終点検出窓の材料を硬化させる硬化工程と、硬化した前記終点検出窓を加熱する加熱工程と、加熱した後の終点検出窓を冷却する冷却工程と、冷却した状態の終点検出窓を再度加熱する再加熱工程と、再加熱工程直後の温まった状態の終点検出窓を型に配置する工程と、未膨張の中空微小球体を含む研磨層を構成する材料を混合する工程と、混合した研磨層の材料を前記型に充填して、硬化させることにより、終点検出窓を備える研磨層用の硬化物を得る工程と、前記硬化物を切断し、研磨層を得る工程と、を含む研磨パッドの製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
終点検出窓を備える研磨層を有する研磨パッドを製造する方法であって、
前記終点検出窓の材料を硬化させる硬化工程と、
硬化した前記終点検出窓を加熱する加熱工程と、
加熱した後の終点検出窓を冷却する冷却工程と、
冷却した状態の終点検出窓を再度加熱する再加熱工程と、
再加熱工程直後の温まった状態の終点検出窓を型に配置する工程と、
未膨張の中空微小球体を含む研磨層を構成する材料を混合する工程と、
混合した研磨層の材料を前記型に充填して、硬化させることにより、終点検出窓を備える研磨層用の硬化物を得る工程と、
前記硬化物を切断し、研磨層を得る工程と、を含む研磨パッドの製造方法。
続きを表示(約 290 文字)
【請求項2】
前記研磨層の材料を前記型に充填する際の研磨層の材料の温度と、終点検出窓の温度の差が0℃以上30℃以下である、請求項1に記載の製造方法。
【請求項3】
研磨層の材料を前記型に充填する際の研磨層の材料の温度と、前記型の温度の差が0℃以上40℃以下である、請求項1に記載の製造方法。
【請求項4】
中空微小球体の膨張開始温度が85℃以上150℃以下である、請求項1に記載の製造方法。
【請求項5】
前記冷却工程は、10℃以上50℃以下の温度で12時間以上168時間以下維持される、請求項1に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関する。詳細には、本発明は、光学材料、半導体ウエハ、半導体デバイス、ハードディスク用基板等の研磨に好適に用いることができる研磨パッドの製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
光学材料、半導体ウエハ、半導体デバイス、ハードディスク用基板の表面を平坦化するための研磨法として、化学機械研磨(chemical mechanical polishing,CMP)が一般的に用いられている。
【0003】
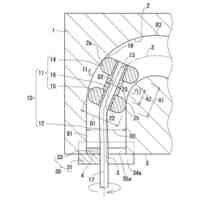
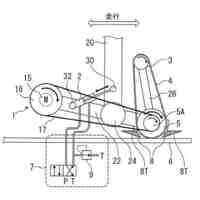
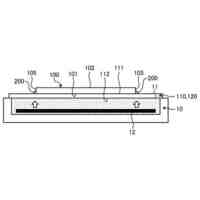
CMPについて、図1を用いて説明する。図1のように、CMPを実施する研磨装置1には、研磨パッド3が備えられ、当該研磨パッド3は、保持定盤16に保持された被研磨物8に当接し、研磨を行う層である研磨層4と研磨層4を支持するクッション層6を含む。研磨パッド3は、被研磨物8が押圧された状態で回転駆動され、被研磨物8を研磨する。その際、研磨パッド3と被研磨物8との間には、スラリー9が供給される。スラリー9は、水と各種化学成分や硬質の微細な砥粒の混合物(分散液)であり、その中の化学成分や砥粒が流されながら、被研磨物8との相対運動により、研磨効果を増大させるものである。スラリー9は溝又は孔を介して研磨面に供給され、排出される。
【0004】
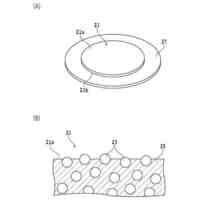
CMPでは、被研磨物8の所望の位置まで研磨されたかについて、光学的手法により確認することができる。例えば、図1で示す研磨装置1は、終点を確認するための光学式センサ14等を備える。具体的には、研磨パッド3の一部に透光性を有する終点検出窓5、さらに、研磨定盤10の下に光源13及び光学式センサ14が設けられている。
【0005】
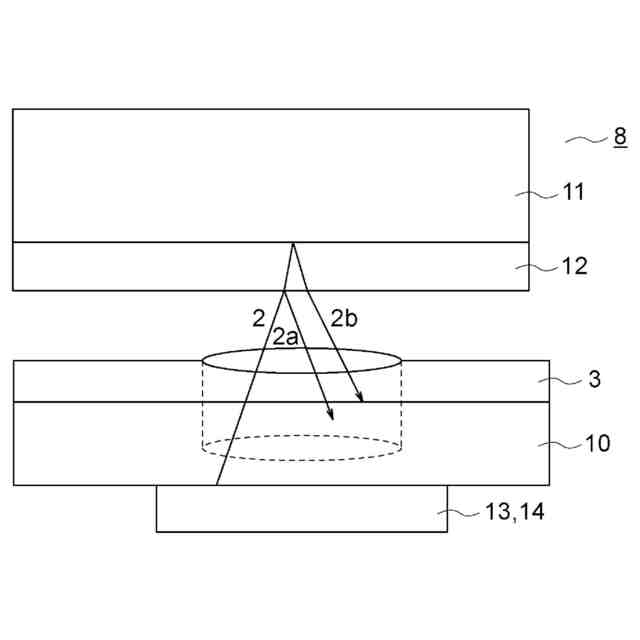
光学的手法により終点検出を行う原理について図2を用いて説明する。光源13により照射された光2は、被研磨物8である基板11上に形成された薄膜(例えば絶縁膜)12に入射したとき、一部の光2aは薄膜12の表面に反射し、一方、別の光2bは薄膜12を通過して被研磨物8の表面で反射する。反射光2a及び2bは終点検出窓5を通して、光学式センサ14に検出され、薄膜12の厚さに応じて反射光の位相差及び強度の強弱が生じ、その位相差及び反射強度変化が検知されることにより、薄膜12の研磨状況を確認することができる。
【0006】
このような光学式終点検出を利用した化学機械研磨に用いる研磨パッドとしては、例えば、特許文献1が挙げられる。特許文献1には、窓用部材の溝内にスラリーが溜まるのを抑えて、研磨レートの検出精度を上げることができる研磨パッドを提供することを目的として、パッド本体と該パッド本体の一部に一体に形成された透明な窓用部材とを有する研磨パッドにおいて、窓用部材の表面をパッド本体の表面から凹んだ状態とすることが開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2002-001647号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、上記のような窓を有する研磨パッドの製造方法の一つとして、窓用部材を型枠に固定した状態で、研磨層となる樹脂組成物を充填し硬化させた後、得られた硬化物をスライスし、終点検出窓を備えた研磨層を製造する方法が挙げられる。
検出窓は、窓用の型に材料を充填して硬化させて脱型した後、熱処理(キュアリング)し、熱処理が終わると窓用部材が室温になるまで放置する(放冷する)することで得られる。
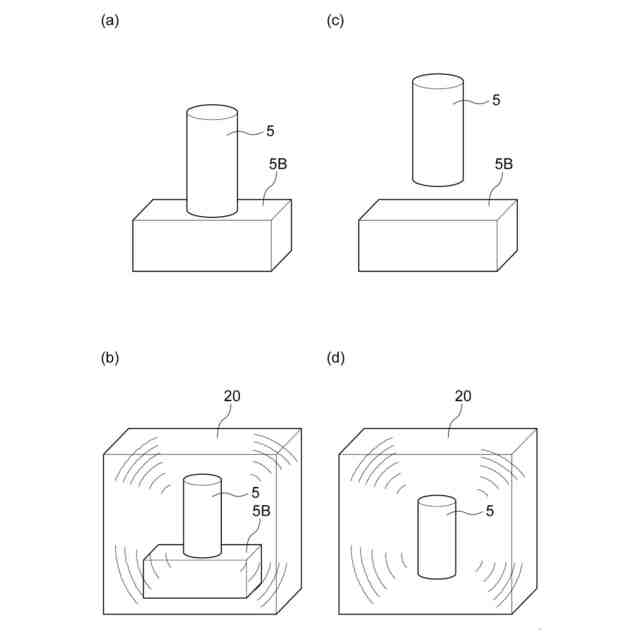
一方、検出窓以外の研磨層は、イソシアネート成分(ウレタンプレポリマー)、ポリオール成分(鎖伸長剤、硬化剤)、ポリアミン成分(硬化剤)の他に、研磨層に気泡を形成する中空微小球体(バルーン)から構成される。中空微小球体は、未膨張タイプと既膨張タイプがあり、径の小さい気泡を形成する場合は未膨張タイプを用いることがある。未膨張タイプは、特定の温度になると中空微小球体の内部にある炭化水素が気化して膨張するため、膨張の程度は樹脂組成物の温度を調整して制御している。
しかしながら、放冷された窓用部材を型枠に固定し、研磨層の樹脂組成物を充填して硬化させると、窓用部材周辺の樹脂組成物の温度が急激に低下するため、終点検出窓周辺部分の研磨層にある中空微小球体が膨張しにくくなる。そのため、終点検出窓周辺部分の研磨層とそれ以外の研磨層とで気泡の径が不均一になり、被研磨物のスクラッチ(傷)発生の要因となるおそれがある。
【課題を解決するための手段】
【0009】
本発明は、上記問題点に鑑みてなされたものであり、スクラッチ発生を抑制した研磨パッドの製造方法を提供することを目的とする。
具体的には、本発明の製造方法は、型枠に固定する前に窓用部材を温めることを特徴の一つとしている。窓用部材を温めておくことで、研磨層を構成する樹脂組成物との温度差が小さくなる。それにより、研磨層の樹脂組成物を充填する際に樹脂組成物の温度低下が小さくなり、中空微小球体の膨張の程度が均一になり、これにより、スクラッチの発生を抑制することを見出した。
すなわち、本発明は以下を包含する。
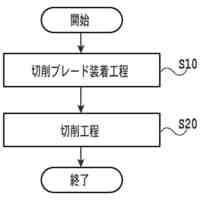
[1] 終点検出窓を備える研磨層を有する研磨パッドを製造する方法であって、
前記終点検出窓の材料を硬化させる硬化工程と、
硬化した前記終点検出窓を加熱する加熱工程と、
加熱した後の終点検出窓を冷却する冷却工程と、
冷却した状態の終点検出窓を再度加熱する再加熱工程と、
再加熱工程直後の温まった状態の終点検出窓を型に配置する工程と、
未膨張の中空微小球体を含む研磨層を構成する材料を混合する工程と、
混合した研磨層の材料を前記型に充填して、硬化させることにより、終点検出窓を備える研磨層用の硬化物を得る工程と、
前記硬化物を切断し、研磨層を得る工程と、を含む研磨パッドの製造方法。
[2] 前記研磨層の材料を前記型に充填する際の研磨層の材料の温度と、終点検出窓の温度の差が0℃以上30℃以下である、[1]に記載の製造方法。
[3] 研磨層の材料を前記型に充填する際の研磨層の材料の温度と、前記型の温度の差が0℃以上40℃以下である、[1]に記載の製造方法。
[4] 中空微小球体の膨張開始温度が85℃以上150℃以下である、[1]に記載の製造方法。
[5] 前記冷却工程は、10℃以上50℃以下の温度で12時間以上168時間以下維持される、[1]に記載の製造方法。
【発明の効果】
【0010】
本発明の製造方法で得られた研磨パッドは、独立した気泡(開孔)の大きさが均一である研磨層を有するため、スクラッチ発生が抑制される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
円筒研削盤
1か月前
株式会社アルテクス
切断装置及び切断方法
1か月前
株式会社ナガセインテグレックス
研削盤
17日前
有限会社タカシマ技研
研削工具および研磨工具
3日前
株式会社荏原製作所
基板処理装置
1か月前
株式会社東京精密
加工装置
24日前
株式会社荏原製作所
基板処理装置
2日前
株式会社荏原製作所
研磨装置
29日前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
15日前
個人
研磨工具
1か月前
有限会社アリューズ
加工方法、球面加工方法
1か月前
株式会社 ネオ
プロファイル研削盤用付加システム
25日前
株式会社ディスコ
切削装置
4日前
JFEスチール株式会社
鋼板研磨装置および研磨方法
11日前
株式会社ディスコ
加工装置
29日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
26日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削方法
1か月前
株式会社ディスコ
加工装置
22日前
株式会社和井田製作所
除去加工方法及び除去加工装置
1か月前
株式会社ジェイテクト
複合研削盤
1か月前
株式会社ディスコ
保持面の維持方法
1か月前
株式会社ディスコ
ウエーハの研磨方法
1か月前
マコー株式会社
ノズル体
2日前
株式会社ディスコ
被加工物の処理方法
17日前
株式会社ディスコ
ドレッシングボード
4日前
株式会社ディスコ
被加工物の研削方法
9日前
株式会社ディスコ
製品および研削装置
25日前
クアーズテック合同会社
研削液循環装置および研削液タンク
1か月前
株式会社ディスコ
切削ブレード検出機構
1か月前
株式会社ディスコ
切削ブレード検出機構
1か月前
株式会社ディスコ
ドレッシング部材
3日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ