TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024082144
公報種別
公開特許公報(A)
公開日
2024-06-19
出願番号
2022195897
出願日
2022-12-07
発明の名称
研削工具および研磨工具
出願人
有限会社タカシマ技研
代理人
個人
主分類
B24D
7/18 20060101AFI20240612BHJP(研削;研磨)
要約
【課題】
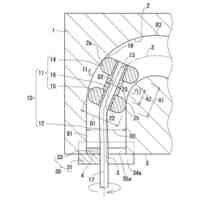
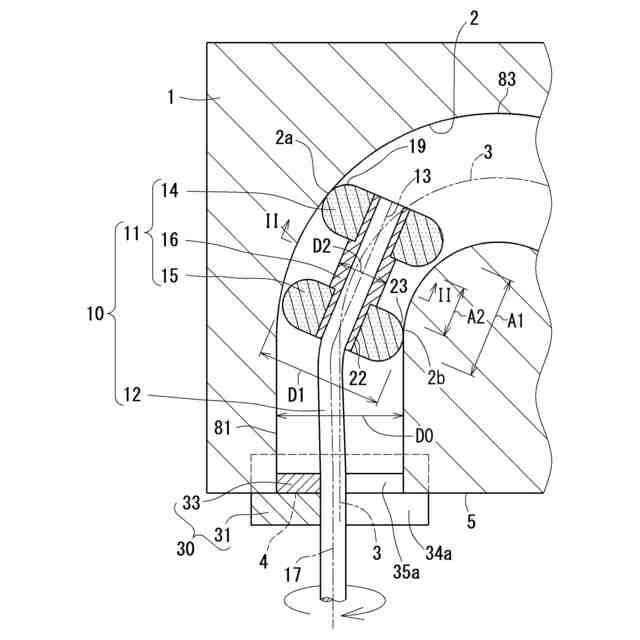
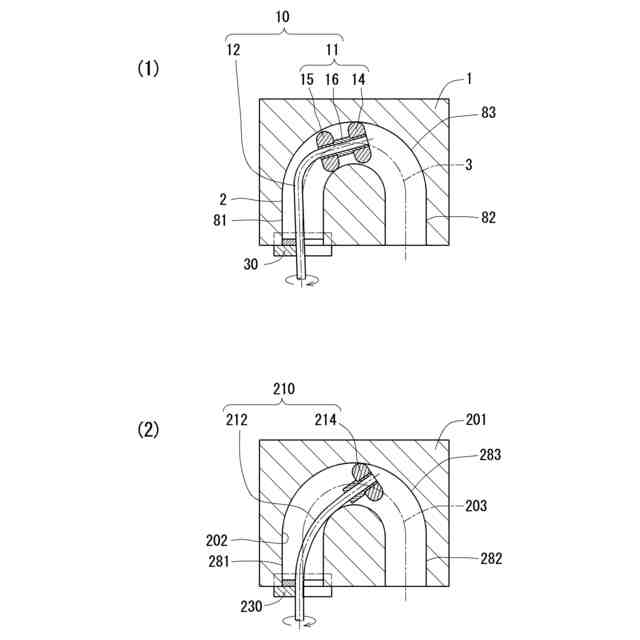
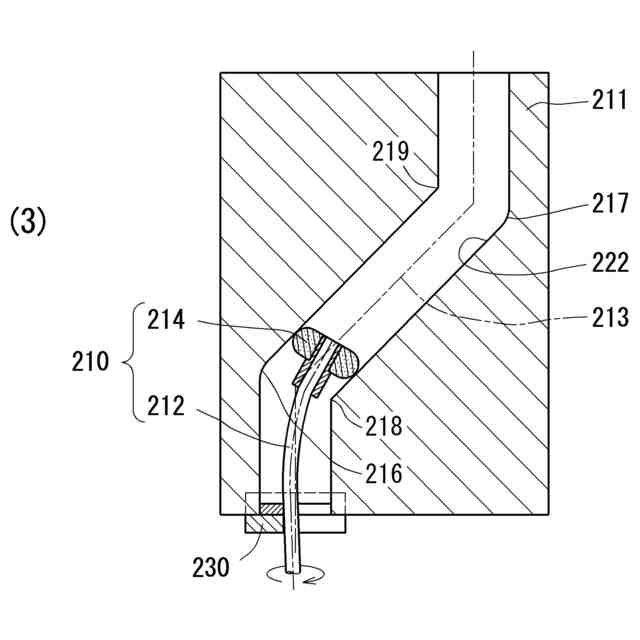
被加工体1における、たとえば、弯曲した軸線3を有する円孔2の内面を、均一な加工量で高精度に研削、研磨できる工具10、60を提供する。
【解決手段】
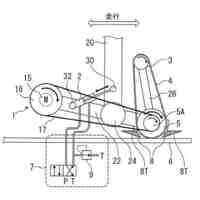
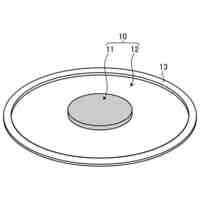
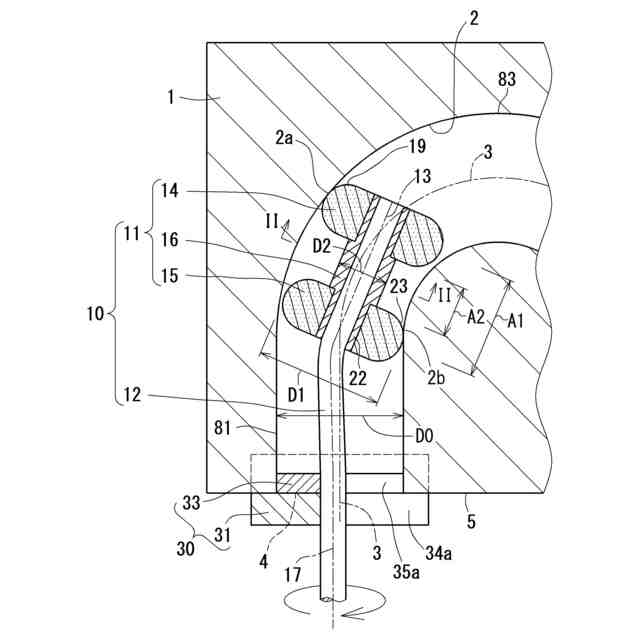
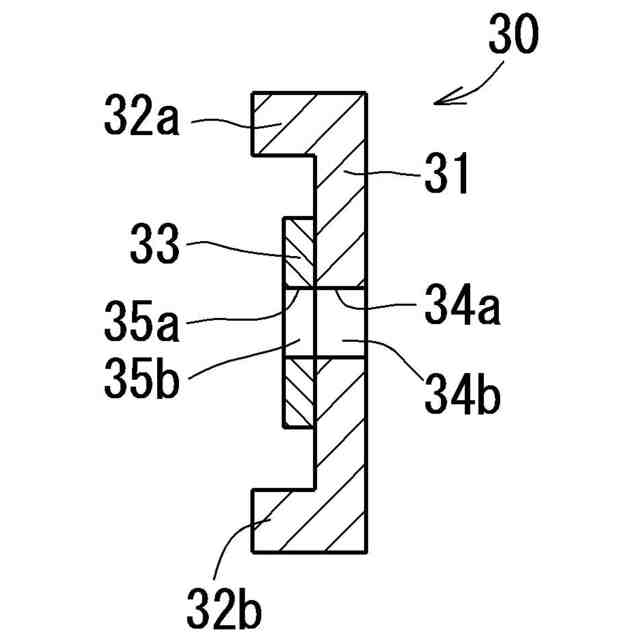
研削工具10は、研削部材11に駆動軸12が固定されて構成される。研削部材11は、研削面19、23をそれぞれ有する一対の研削片14、15が、間隔A1をあけて、小径D2の剛性の連結部16に、共通軸線13に沿って連結固定される。駆動軸12は、円孔2の外方(図1の下方)に延び、伸縮せず、自然状態で直線状であり、弾発的に撓むことができ、捩り剛性を有する。駆動軸12を、その長手軸線17まわりに回転駆動しながら、その長手軸線方向に押し込んで変位駆動する。案内部材30は、駆動軸12のアバレ現象を抑える。研磨工具60は、研磨部材61に駆動軸62が固定されて構成される。
【選択図】 図1
特許請求の範囲
【請求項1】
(a) 被加工体に形成される円孔の内面を研削する研削工具であって、
(b) 一対の研削片と連結部とを有する研削部材であって、
(b1) 各研削片は、共通な一直線上に軸線を有し、その軸線方向に間隔をあけて配置され、半径方向外方に臨む研削面を有し、
(b2) 連結部は、研削面よりも小さい外径を有し、剛性であり、各研削片を連結する研削部材と、
(c) 研削部材に、その軸線方向に延びて固定され、被加工体における円孔の開口端部から外方に延び、伸縮せず、自然状態で直線状であり、弾発的に撓むことができ、捩り剛性を有し、長手軸線まわりに回転駆動されながら、その長手軸線方向に変位駆動される駆動軸とを含むことを特徴とする研削工具。
続きを表示(約 1,000 文字)
【請求項2】
駆動軸は、研削部材の軸線方向の一方に延びることを特徴とする請求項1に記載の研削工具。
【請求項3】
駆動軸は、研削部材の軸線方向の両方に延び、その両方で長手軸線まわりに同一回転方向に回転駆動されることを特徴とする請求項1に記載の研削工具。
【請求項4】
請求項2または3の研削工具と、
被加工体における円孔の開口端部に設けられ、駆動軸の長手軸線が円孔の開口端部で円孔の軸線にほぼ一致するように、駆動軸を保持して案内する案内部材と、
被加工体に対して駆動軸をその長手軸線まわりに回転駆動する回転駆動機構と、
被加工体に対して駆動軸をその長手軸線方向に変位駆動する変位駆動機構とを含むことを特徴とする研削装置。
【請求項5】
(a) 被加工体に形成される円孔2の内面を研磨する研磨工具であって、
(b) 一対の研磨片と連結部とを有する研磨部材であって、
(b1) 各研磨片は、共通な一直線上に軸線を有し、その軸線方向に間隔をあけて配置され、弾性の大きいバフにおける砥粒が保持される半径方向外方に臨む研磨面を有し、
(b2) 連結部は、研磨面よりも小さい外径を有し、剛性であり、各研磨片を連結する研磨部材と、
(c) 研磨部材に、その軸線方向に延びて固定され、被加工体における円孔の開口端部から外方に延び、伸縮せず、自然状態で直線状であり、弾発的に撓むことができ、捩り剛性を有し、長手軸線まわりに回転駆動されながら長手軸線方向に変位駆動される駆動軸とを含むことを特徴とする研磨工具。
【請求項6】
駆動軸は、研磨部材の軸線方向の一方に延びることを特徴とする請求項5に記載の研削工具。
【請求項7】
駆動軸は、研磨部材の軸線方向の両方に延び、その両方で長手軸線まわりに同一回転方向に回転駆動されることを特徴とする請求項5に記載の研磨工具。
【請求項8】
請求項6または7の研磨工具と、
被加工体における円孔の開口端部に設けられ、駆動軸の長手軸線が円孔の開口端部で円孔の軸線にほぼ一致するように、駆動軸を保持して案内する案内部材と、
被加工体に対して駆動軸をその長手軸線まわりに回転駆動する回転駆動機構と、
被加工体に対して駆動軸をその長手軸線方向に変位駆動する変位駆動機構とを含むことを特徴とする研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工体に形成される弯曲した軸線を有する円孔の内面のために好適な研削工具および研磨工具に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
本件明細書中、研削は、砥粒、砥石を用いて、たとえば、3次元プリンタによる造形、鋳型によって鋳造する鋳物、合成樹脂の金型を用いる射出成形・押出成形による成形、および切削などよりも、もう一段精密な仕上げを施す加工である。研磨は、弾性の大きい布、スポンジ状の合成樹脂などのバフにおける半径方向外周部に砥粒が付着、塗布などされて保持される研磨面を押し当てながら回転することによって、研削などよりもさらに滑らかな高精度の仕上げ面を得る加工である。研削と研磨のうち、主に研削について以下に説明し、研磨については冗長を避けるために研削との違いを説明する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、医薬品業界,食品業界,化粧品業界などの産業分野で幅広い用途がある。これらの用途では、前述の3次元プリンタによる造形品、鋳型による鋳物、金型による合成樹脂の射出成形品・押出成形品、および切削された加工品などは、円孔の内面の形状実現の信頼度が高い反面、後述の図27(1)における円孔102の内面から半径方向内方に突出した突起物121、122の発生を避けがたい、という課題がある。前記用途では、突起物121、122の絶無が要求され、円孔の内面の表面粗さに対する要求レベルは高く、図27(2)のような高精度の内面が要求される。表面粗さの要求レベルは、算術平均粗さRa6.3(≒最大高さ粗さRz25)から算術平均粗さRa0.2(≒最大高さ粗さRz0.8)程度までと幅広い。従来、この要求には応え切れないのが現状であり、研削や研磨の技術革新が求められる。
【0004】
これらの要求レベルの高さを求める第1の理由は、円孔の内面の突起物に、その円孔内に輸送される粉体などの流動体が付着して残留し、この残留物が経時変化して剥落して混入し、品質劣化や一部ロットにおける異物混入が懸念されるからである。
【0005】
表面粗さの要求レベルの高さを求める第2の理由は、輸送される電気絶縁性粉体の目詰まり現象を発生させないためである。特に超微粒子(粒径100ナノメートル以下)の粉体の場合、円孔の内面の突起物は、円孔の供給経路の途中で、目詰まり現象を発生させやすく、粉体の安定的かつ定量的に供給することを困難にする。目詰まり現象は、比較的粗い粉体でも発現する。目詰まり現象の主な要因は、円孔の内面での突起物による滞留である。この滞留の初期段階では微粒子滞留物に後続の微粒子が衝突することで静電気が発生し、次々と付着滞留が発生して成長する。粉体の突起物による目詰まり現象は、滞留物の自重落下によって打破されることもあるが、粉体に低速度の搬送用ガスを混合して供給物の密度を減少しても目詰まり打破の効果はない。従来、目詰まり現象が生じたとき、外部から衝撃力を与えることによって打破し、また、目詰まり現象の予防には、バイブレータによって振動し続けざるをえない、という問題がある。
【0006】
前述の突起物による問題を解決して、円孔の内面を、精度の高い加工面にして表面粗さの高い要求レベルに応えるために、従来、研削あるいは研磨を行なっている。円孔の内面の研削あるいは研磨では、直線状の軸線を有する円孔には種々の工具や工法がある。従来の内面の研削あるいは研磨の代表例である液体ホーニング法は、円孔の内面に研磨砥粒がノズルから噴射される工法であり、直線状の円孔の内面の研磨に対しては仕上げ面の程度の良さと生産性の良さにおいて高い評価を得ている。
【0007】
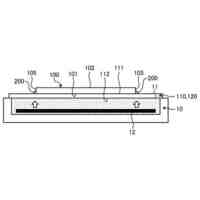
しかし、図25のたとえば合成樹脂製の被加工体101に形成された円孔102の弯曲した軸線103を有するU字状のカーブ状のもの、および図26の被加工体111に形成された円孔112の弯曲した軸線113を有するS字状またはZ字状の屈曲斜坑状のものに対しては、液体ホーニング法によって、円孔102、112の内面に対し均一の加工を施すことは困難である。
【0008】
図27(1)は、図25の切断面線XX-XXから見た軸直角断面図である。前述の造形品、鋳物、成形品、切削された加工品などの被加工体101では、円孔102の内面の突起物121、122などが多々発生する。前述の用途では、このような突起物121、122を除去して、内面の研削あるいは研磨を全面にわたって高精度に加工して図27(2)に示される高精度の内面102を得ることが望まれる。図26の軸直角断面についても、同じように、内面を高精度に加工することが望まれる。
【0009】
図25および図26を併せて参照して、液体ホーニング法では、円孔102、112の開口端部付近に配置されたノズル104、114から研磨砥粒が噴射され、円孔102、112の内面に衝突しながら移動し、経路105、115を辿る。砥粒を、その経路105、115と同じ参照符で示すことがある。カーブ状や屈曲斜坑状の円孔102、112に対する砥粒105、115による研磨作用の効果の程度は、円孔102、112の弯曲した軸線103、113を含む仮想平面(図25および図26の紙面)内における半径方向外方の内面(外側の内面と呼ぶ。)106、107:116、117に集中的に作用し、前記仮想平面内における半径方向内方の内面(内側の内面と呼ぶ。)108:118、119への研磨には極めて不適である。また、円孔の外側の内面と内側の内面との間にわたる、円孔の軸線に沿う両側方の内面の研磨の程度は、円孔の軸線に沿ってそのまわりに異なる。したがって、軸線103、113に沿う、これらの外側の内面と内側の内面とそれらの間の両側方の内面との研磨効果、すなわち、研磨の加工量に差が生じ、内面を軸線103、113に沿ってそのまわりに均一な加工量で研磨する要求を満たすことができない。
【0010】
この課題を解決するために、ノズル104、114を円孔102、112内の軸線103、113が弯曲した個所まで挿入し、ノズル104、114の先端部を軸線103、113上に確保しつつ噴射角度を適宜調整する方策が、容易に考えられるであろう。この方策の新たな課題は、研磨対象の円孔の内径がかなり大きくなければならず、小さい内径の円孔には不適であり、また、研磨のためのノズル104、114の操作が困難であり、円孔の内面の表面粗さのばらつきの克服が困難であり、さらに、少量や中量生産にはコストや管理面で不適となる。液体ブラスト工法も液体ホーニング法と同様な課題を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アルテクス
切断装置及び切断方法
1か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社東京精密
加工装置
1か月前
株式会社ナガセインテグレックス
研削盤
23日前
株式会社荏原製作所
基板処理装置
1か月前
有限会社タカシマ技研
研削工具および研磨工具
9日前
株式会社荏原製作所
基板処理装置
8日前
個人
研磨工具
1か月前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
21日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1日前
株式会社 ネオ
プロファイル研削盤用付加システム
1か月前
有限会社アリューズ
加工方法、球面加工方法
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
10日前
JFEスチール株式会社
鋼板研磨装置および研磨方法
17日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
東空販売株式会社
ねじ要素保持治具
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社和井田製作所
除去加工方法及び除去加工装置
1か月前
株式会社ジェイテクト
複合研削盤
1か月前
株式会社ディスコ
加工装置
28日前
株式会社ディスコ
研削方法
4日前
株式会社ディスコ
切削方法
1か月前
株式会社ディスコ
被加工物の処理方法
23日前
株式会社ビルドリペア
電動ディスクグラインダ用アタッチメント
1か月前
株式会社ディスコ
保持面の維持方法
1か月前
株式会社ディスコ
ドレッシングボード
10日前
バンドー化学株式会社
研磨材
1か月前
株式会社ディスコ
研削ホイール
4日前
株式会社ディスコ
被加工物の研削方法
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ