TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024069925
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2022180219
出願日
2022-11-10
発明の名称
保持面の維持方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
49/10 20060101AFI20240515BHJP(研削;研磨)
要約
【課題】研削装置の保持面の良否を、ウェーハを研削することなく判断する。
【解決手段】保持面研削工程(セルフグラインド)の直後の保持面22の高さである初期保持面高さデータと、複数回の研削工程および保持面洗浄工程を経た後の保持面22の高さである経過保持面高さデータとの差に基づいて、保持面22における異常の有無を判断する。したがって、保持面22における異常の有無を判断するために、ウェーハ3を研削する必要がないため、ウェーハ3の消費量を抑えることができる。
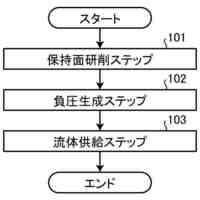
【選択図】図1
特許請求の範囲
【請求項1】
チャックテーブルの保持面に保持されたウェーハを研削砥石によって研削する研削装置の該保持面を正常な状態に維持する、保持面の維持方法であって、
該保持面を保持面研削用砥石によって研削する保持面研削工程と、
該保持面研削工程で研削された該保持面の高さを、該保持面の中心からの距離の異なる複数の測定点において測定する初期保持面高さ測定工程と、
該初期保持面高さ測定工程で測定された該保持面の高さのデータである初期保持面高さデータを記憶する記憶工程と、
該記憶工程の後に、該保持面に保持されたウェーハの研削、および、ウェーハが離隔された該保持面の洗浄が複数回実施された後、該初期保持面高さ測定工程と同一の測定点で該保持面の高さを測定する経過保持面高さ測定工程と、
該記憶工程で記憶された該初期保持面高さデータと、該経過保持面高さ測定工程で測定された該保持面の高さのデータである経過保持面高さデータとの差を各々の測定点において求め、該差が予め設定された許容値以下であったら該保持面は正常であると判断する一方、該差が該許容値を超えていたら該保持面は異常であると判断する判断工程と、
該判断工程で該保持面が異常であると判断された際に、該保持面を該保持面研削用砥石で研削する保持面再生工程と、を備える、
保持面の維持方法。
続きを表示(約 140 文字)
【請求項2】
該研削装置は、該チャックテーブルを該保持面の中心を軸に回転させる回転機構を備え、
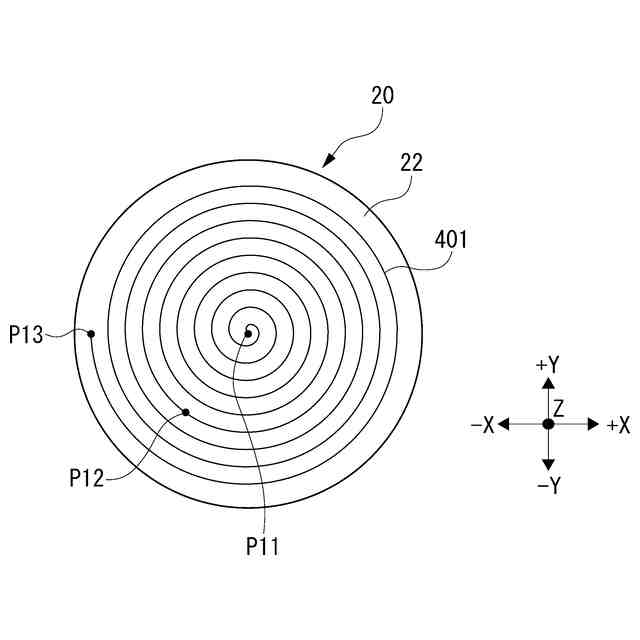
該初期保持面高さ測定工程および該経過保持面高さ測定工程では、該チャックテーブルを回転させ、渦巻き状に該保持面高さを測定する、
請求項1記載の保持面の維持方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、保持面の維持方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
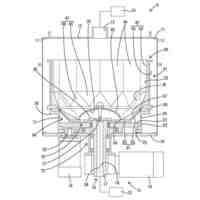
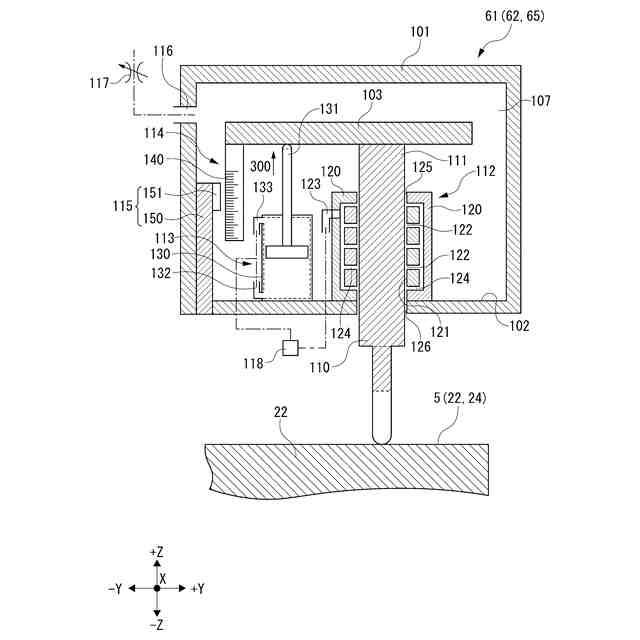
特許文献1に開示のように、研削装置では、ポーラス部材の保持面に保持されたウェーハを、研削砥石で均一な厚みに研削している。保持面は、スピンドルに装着された保持面研削用砥石を回転させて保持面を研削するセルフグラインドによって、中心を頂点とする円錐形状に研削し、半径部分が保持面研削用砥石の下面に平行となるように形成されている。
【0003】
ウェーハを研削する際は、スピンドルに、ウェーハ研削用の研削砥石が装着される。保持面研削用砥石とウェーハ研削用の研削砥石とは、同一形状に形成されている。このため、スピンドルに装着されたウェーハ研削用の研削砥石の下面と保持面の半径部分とは、互いに平行になっている。
【先行技術文献】
【特許文献】
【0004】
特開2008-73785号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
研削砥石でウェーハを研削することによって発生した研削屑は、ポーラス部材の保持面に付着する。保持面に付着した研削屑を除去するために、ウェーハを保持面から離隔させた後、保持面に洗浄砥石を接触させて、研削屑を削り落としている。そのため、洗浄を行うたびに、保持面が洗浄砥石によって少しずつ削られて、保持面の中央部分が、研削砥石の下面に平行にならなくなる。このような保持面に保持されて研削されたウェーハでは、面内厚みが均一な厚みになりにくい。
【0006】
従来、保持面の半径部分が研削砥石の下面に平行になっているか否かを認識するためには、保持面に保持されたウェーハを研削して、研削後のウェーハの厚みを半径方向において複数箇所にわたって測定し、厚みのばらつきを確認している。つまり、保持面の良否判断のために、ウェーハを消費することになる。
【0007】
したがって、本発明の目的は、研削装置の保持面の良否を、ウェーハを研削することなく判断することにある。
【課題を解決するための手段】
【0008】
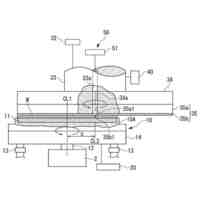
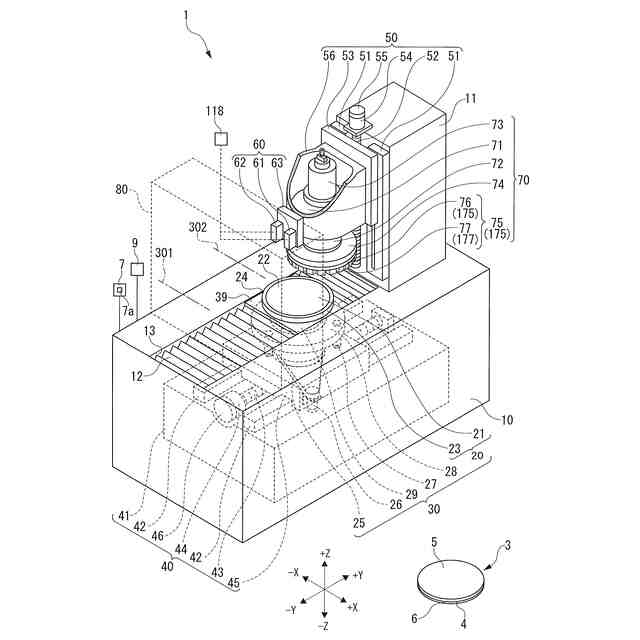
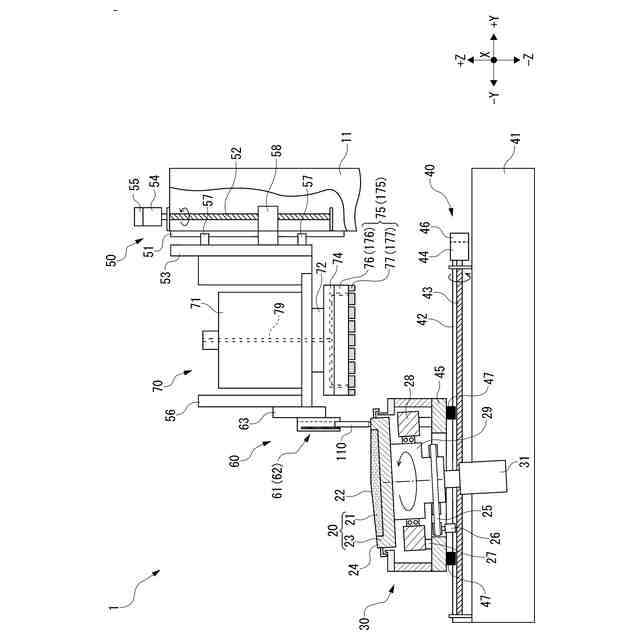
本発明にかかる保持面の維持方法(本維持方法)は、チャックテーブルの保持面に保持されたウェーハを研削砥石によって研削する研削装置の該保持面を正常な状態に維持する、保持面の維持方法であって、該保持面を保持面研削用砥石によって研削する保持面研削工程と、該保持面研削工程で研削された該保持面の高さを、該保持面の中心からの距離の異なる複数の測定点において測定する初期保持面高さ測定工程と、該初期保持面高さ測定工程で測定された該保持面の高さのデータである初期保持面高さデータを記憶する記憶工程と、該記憶工程の後に、該保持面に保持されたウェーハの研削、および、ウェーハが離隔された該保持面の洗浄が複数回実施された後、該初期保持面高さ測定工程と同一の測定点で該保持面の高さを測定する経過保持面高さ測定工程と、該記憶工程で記憶された該初期保持面高さデータと、該経過保持面高さ測定工程で測定された該保持面の高さのデータである経過保持面高さデータとの差を各々の測定点において求め、該差が予め設定された許容値以下であったら該保持面は正常であると判断する一方、該差が該許容値を超えていたら該保持面は異常であると判断する判断工程と、該判断工程で該保持面が異常であると判断された際に、該保持面を該保持面研削用砥石で研削する保持面再生工程と、を備える。
【0009】
本維持方法では、該研削装置は、該チャックテーブルを該保持面の中心を軸に回転させる回転機構を備えてもよく、該初期保持面高さ測定工程および該経過保持面高さ測定工程では、該チャックテーブルを回転させ、渦巻き状に該保持面高さを測定してもよい。
【発明の効果】
【0010】
本維持方法では、保持面研削工程(セルフグラインド)の直後の保持面の高さである初期保持面高さデータと、複数回の研削工程および保持面洗浄工程を経た後の保持面の高さである経過保持面高さデータとの差に基づいて、保持面における異常の有無を判断する。したがって、保持面における異常の有無を判断するために、ウェーハを研削する必要がないため、ウェーハの消費量を抑えることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
22日前
株式会社東京精密
研削装置
5日前
株式会社東京精密
研削装置
5日前
UHT株式会社
駆動工具
15日前
個人
カッター
19日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
三菱マテリアル株式会社
バレル研磨用容器
12日前
株式会社カルテックス
ブラスト装置
27日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
11日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社雄飛
加工装置及び加工方法
4日前
株式会社チップトン
遠心バレル研磨機
21日前
新東工業株式会社
積層造形品の処理方法
今日
株式会社ディスコ
加工方法
1か月前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
切削装置
今日
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
携帯用加工機
27日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社ディスコ
保持面修正方法
15日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
25日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
27日前
株式会社ディスコ
チップの加工方法
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
12日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社ディスコ
ウエーハの研削方法
1か月前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
株式会社チップトン
バレル研磨装置
1か月前
株式会社ジェイテクト
研削システム
28日前
株式会社荏原製作所
研磨装置、および研磨方法
4日前
株式会社ディスコ
ウェーハの研磨方法
28日前
牧野フライス精機株式会社
ホーニング加工装置
5日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ