TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125962
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023034126
出願日
2023-03-06
発明の名称
研削装置
出願人
株式会社東京精密
代理人
個人
主分類
B24B
49/12 20060101AFI20240911BHJP(研削;研磨)
要約
【課題】ウエハ研削加工の作業効率を低下させることなく、ウエハ全面の厚みと形状を簡単に測定できるとともに、不良品が発生したら自動的に検出して製品不良の大量発生を未然に防ぐことができる加工装置を提供する。
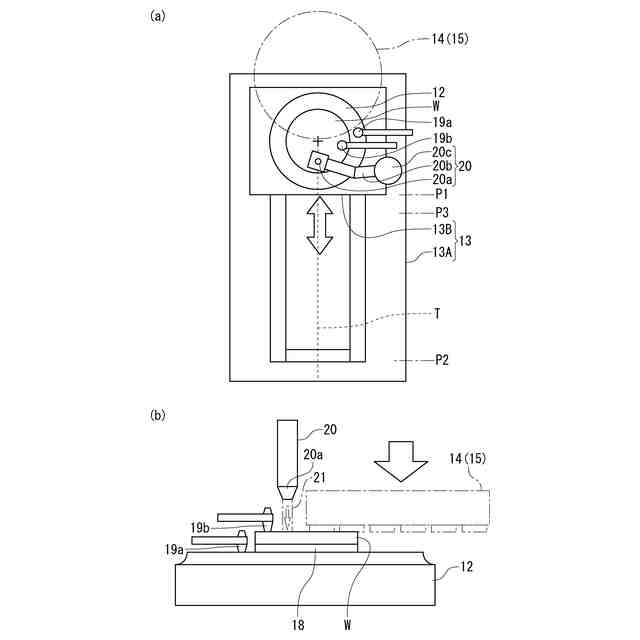
【解決手段】前記測定機構16が、ウエハWの研削加工中または研削加工後に、ウエハWの測定位置P3をウエハWの半径方向に変位させてウエハWにおける厚み分布を測定する形状測定手段20と、形状測定手段20で測定されたウエハWの厚み分布からウエハWの形状の正否を判定する判定手段17Aと、判定手段17による判定結果からウエハWの研削を停止する制御部17Bとを備える、構成とした。
【選択図】図1
特許請求の範囲
【請求項1】
ウエハを保持して回転可能な回転ステージと、
前記回転ステージを、研削位置と非研削位置の間を移動させるステージ搬送機構と、
前記研削位置に移動された前記ウエハの上面を研削する砥石を有する研削機構と、
前記回転ステージと共に回転している前記ウエハの厚みを測定する測定機構と、
を備え、連続して複数のワークを研削する研削装置であって、
前記測定機構は、
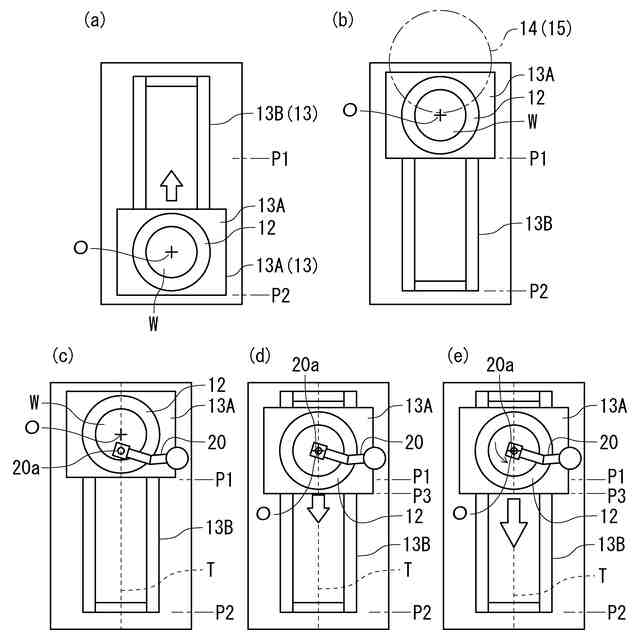
前記回転ステージが前記研削位置から前記非研削位置に移動する間に、前記ウエハの測定位置を前記ウエハの半径方向に変位させて前記ウエハの厚み分布を測定する形状測定手段と、
前記形状測定手段で測定された前記ウエハの厚み分布から前記ウエハの形状の正否を判定する判定手段と、
前記判定手段による判定結果に応じて前記ウエハの研削の継続又は停止を判定する制御部と、
を備える、ことを特徴とする研削装置。
続きを表示(約 570 文字)
【請求項2】
前記判定手段は、形状が正であると判定された複数の前記ウエハの厚み分布を比較して、各厚み分布中において共通する箇所に異常な形状が存在するか否かを判定し、
前記制御部は、前記判定手段が各厚み分布中の共通する箇所に異常な形状が存在すると判定した場合には、前記ウエハの研削を停止する、ことを特徴とする請求項1に記載の研削装置。
【請求項3】
前記形状測定手段による前記ウエハの測定位置は、前記研削位置から前記非研削位置に移動するウエハ中心の仮想線上である、ことを特徴とする請求項1に記載の研削装置。
【請求項4】
前記ステージ搬送機構は、前記ウエハ中心の仮想線が直線となるように、前記回転ステージを移動させる、ことを特徴とする請求項3に記載の研削装置。
【請求項5】
前記ステージ搬送機構は、前記ウエハ中心の仮想線が円形となるように、前記回転ステージを移動させる、ことを特徴とする請求項3に記載の研削装置。
【請求項6】
前記ステージ搬送機構は、前記ウエハを粗研削する粗研削位置、前記ウエハを精研削する精研削位置、前記回転ステージに対する前記ウエハの着脱を行う非研削位置の順に前記回転ステージを移動させる、ことを特徴とする請求項5記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はウエハの裏面を研削する研削装置に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウエハ等の半導体ウエハ(以下、「ウエハ」という)を薄膜に形成するために、ウエハの裏面を研削する裏面研削が行われている。このような裏面研削を行う研削装置において、研削加工の際に、接触式の厚さ測定手段を用いてウエハの厚みを測定する研削装置も知られている(例えば、特許文献1参照)。
【0003】
特許文献1には、粗研削または精研削の際に、接触式の厚さ測定手段でウエハの厚みを測定する研削装置が開示されている。厚み測定手段がウエハの厚みを測定する測定位置は、ウエハの中心回りに径の異なる複数の同心円上に配置されている。
【先行技術文献】
【特許文献】
【0004】
特開2016-16457号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このような研削装置では、粗研削または精研削を行いながらウエハの厚み測定を実施するため、例えばウエハの中心の厚みを測定する場合には、研削砥石を上方に退避させねばならずプロセスタイムも増え、ウエハ研削加工の作業効率が低下するという問題があった。
【0006】
また、ウエハの研削加工では、ウエハの厚みの測定ばかりでなく、ウエハ全体の形状分布の測定も必要になる。すなわち、研削後のウエハの形状を測定し、その結果から次回加工時にフィードバックをかけて自動でウエハ形状を制御するプロセスもある。そのためには、切削加工中に厚み制御に使用する薄膜測定用の測定器を加え、形状測定用の測定器も用意する必要がある。このような場合、従来では、研削位置で薄膜制御用の測定器を使用して加工を行い、完了したら形状測定用の測定器を設けてある測定位置までウエハを搬送して、搬送した測定位置で形状を測定する方法がとられている。また、その結果から次回の加工形状にフィードバックを掛けて形状制御を行うようにしている。
【0007】
そのため、従来の加工装置では、加工中の膜厚制御用の測定器と正常測定用の測定器の二つを用意する必要がある。そのため、コストがかかる問題があった。また、加工後に、研削位置から形状測定位置までウエハを搬送する必要があり、プロセスタイムも増え、ウエハ研削加工の作業効率が低下するという問題があった。
【0008】
さらに、ウエハの研削工程において、自動搬送ユニットを使用して連続して加工を行う工程の場合、加工途中でチャックテーブルや回転砥石に異常が発生しても、異常発生に気づかず作業を続け、不良品を大量に生産して歩留まりの低下を起こす問題点があった。また、不良品の大量発生を恐れ、加工が終わった製品を毎回チェックする場合は生産性が低下する問題点があった。
【0009】
そこで、ウエハ研削加工の作業効率を低下させることなく、ウエハ全面の厚みと形状を簡単に測定できるとともに、不良品が発生したら自動的に検出されて製品不良の大量発生を未然に防ぐことができる加工装置を提供するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0010】
本発明は上記目的を達成するために提案されたものであり、請求項1に記載の発明は、ウエハを保持して回転可能な回転ステージと、前記回転ステージを、研削位置と非研削位置の間を移動させるステージ搬送機構と、前記研削位置に移動された前記ウエハの上面を研削する砥石を有する研削機構と、前記回転ステージと共に回転している前記ウエハの厚みを測定する測定機構と、を備え、連続して複数のワークを研削する研削装置であって、前記測定機構は、前記研削位置から前記非研削位置に移動する間に、前記ウエハの測定位置を前記ウエハの半径方向に変位させて前記ウエハにおける厚み分布を測定する形状測定手段と、前記形状測定手段で測定された前記ウエハの厚み分布から前記ウエハの形状の正否を判定する判定手段と、前記判定手段による判定結果に応じて前記ウエハの研削の継続または停止を判定する制御部と、を備える、研削装置を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ