TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024117029
公報種別
公開特許公報(A)
公開日
2024-08-28
出願番号
2023022960
出願日
2023-02-16
発明の名称
研磨終点検出装置及び方法並びにCMP装置
出願人
株式会社東京精密
代理人
個人
主分類
B24B
37/013 20120101AFI20240821BHJP(研削;研磨)
要約
【課題】薄い膜厚のワークを研磨する際に、研磨終点を精度良く検出する研磨終点装置及び方法並びにCMP装置を提供する。
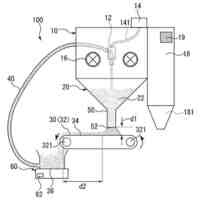
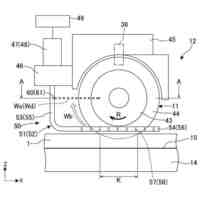
【解決手段】研磨終点検出装置70は、ワークWの研磨中にワークに向けて測定光を照射し、ワークからの反射光を分光して、反射光の波長と反射光の強度及び予め取得された波長成分毎の基準強度の比である反射率との関係を示す分光波形を取得する測定部71と、分光波形にフーリエ解析を適用して熱酸化膜の膜厚を算出する検出部72と、を備えている。基準強度は、回転する研磨パッド5との間にCMPスラリーを介在させた状態でワークの基板と略同じ反射率特性を示すサンプルワークを研磨パッドに接触させ、測定部が、研磨パッドの観察窓80を介してサンプルワークに向けて測定光を照射し、サンプルワークからの反射光を分光して算出される。
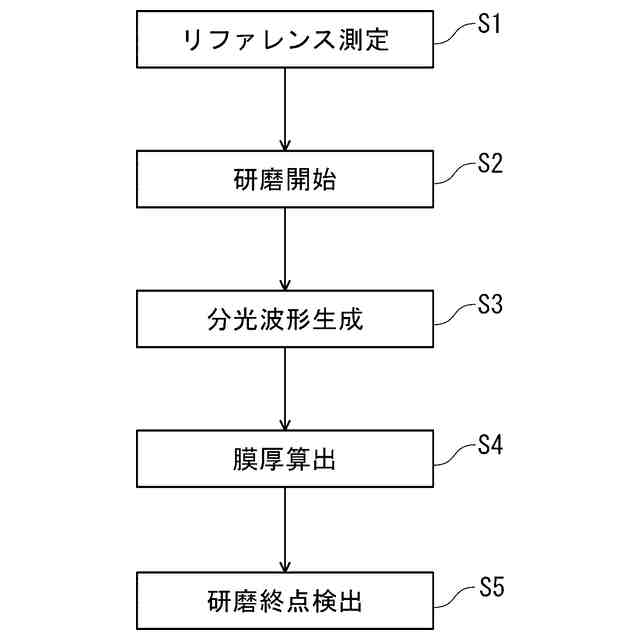
【選択図】図3
特許請求の範囲
【請求項1】
ワークを研磨パッドに接触させて前記ワークの被研磨層をCMP研磨する際に研磨終点を検出する研磨終点検出装置であって、
前記ワークの研磨中に前記ワークに向けて測定光を照射し、前記ワークからの反射光を分光して、前記反射光の波長と前記反射光の強度及び予め取得された波長成分毎の基準強度の比である反射率との関係を示す分光波形を取得する測定部と、
前記分光波形に基づいて前記被研磨層の膜厚を算出する検出部と、
を備え、
前記基準強度は、回転する前記研磨パッドとの間にスラリーを介在させた状態で前記ワークと略同じ反射率特性を示すサンプルワークを前記研磨パッドに接触させ、前記測定部が、前記研磨パッドの観察窓を介して前記サンプルワークに向けて測定光を照射し、前記サンプルワークからの反射光を分光して算出されることを特徴とする研磨終点検出装置。
続きを表示(約 620 文字)
【請求項2】
前記検出部は、前記分光波形にフーリエ解析を適用して前記被研磨層の膜厚を算出することを特徴とする請求項1に記載の研磨終点検出装置。
【請求項3】
前記検出部は、前記分光波形に前記分光波形の理論波形とのカーブフィッティングを適用して前記被研磨層の膜厚を算出することを特徴とする請求項1に記載の研磨終点検出装置。
【請求項4】
請求項1乃至3の何れか1項に記載の研磨終点検出装置を備えていることを特徴とするCMP装置。
【請求項5】
ワークを研磨パッドに接触させて前記ワークの被研磨層をCMP研磨する際に研磨終点を検出する研磨終点検出方法であって、
前記ワークの研磨中に前記ワークに向けて測定光を照射し、前記ワークからの反射光を分光して、前記反射光の波長と前記反射光の強度及び予め取得された波長成分毎の基準強度の比である反射率との関係を示す分光波形を取得するステップと、
前記分光波形に基づいて前記被研磨層の膜厚を算出するステップと、
を含み、
前記基準強度は、回転する前記研磨パッドとの間にスラリーを介在させた状態で前記ワークと略同じ反射率特性を示すサンプルワークを前記研磨パッドに接触させ、前記研磨パッドの観察窓を介して前記サンプルワークに向けて測定光を照射し、前記サンプルワークからの反射光を分光して算出されることを特徴とする研磨終点検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨終点検出装置及び方法並びにCMP装置に関し、特に、化学的機械的研磨法(CMP:Chemical Mechanical Polishing)を用いてワークを研磨する際に、研磨終点を検出する研磨終点検出装置及びCMP装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ワーク研磨装置としては、ワークの基板表面に形成された二酸化ケイ素膜等を研磨するCMP研磨装置が知られている。CMPによる研磨は、プラテンに貼付された研磨パッドとワークとを回転させながら、ワークを研磨パッドに所定の圧力で押し付け、研磨パッドとワークとの間に研磨材(スラリー)を供給することによって行われる。
【0003】
このようなCMP装置において、ウェハからの反射光に基づいて生成された反射率スペクトルに対し、高速フーリエ変換(FFT:Fast Fourier Transform)を用いて、周波数成分とその強度を抽出し、得られた周波数成分からウェハの膜厚を推定するものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2019-30934号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1記載のCMP装置では、基準となるリファレンススペクトルを水の存在下で鏡を用いて予め取得し、ウェハの研磨中に、ウェハからの反射光の波長と反射光の強度及び基準強度の比(相対反射率)との関係を示す反射率スペクトルを生成するところ、例えば500nm以下の薄いワークでは、反射率スペクトルに含まれるピークの数が1又は2個と少ないため、ウェハの膜厚を算出できないという問題があった。
【0006】
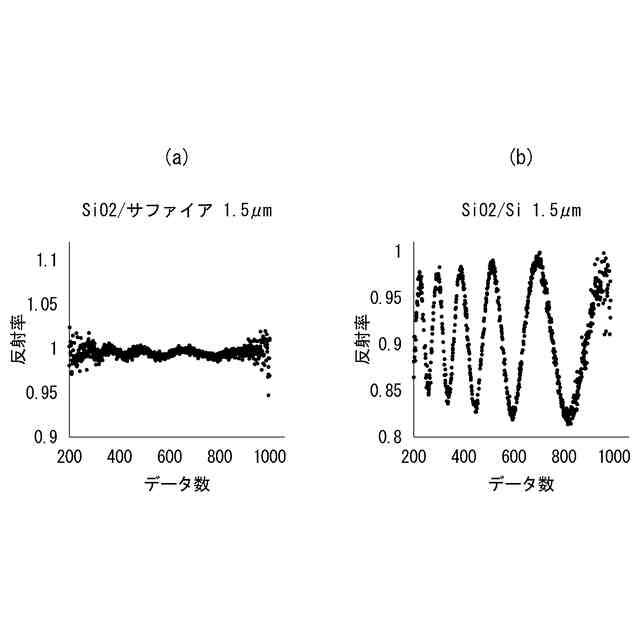
また、基板の屈折率と被研磨層の屈折率との差が小さい場合、反射率スペクトルの振幅が小さいことが一般的に知られており、CMP研磨時のスラリーの厚みや回転時の影響を特に受けやすいという問題があった。
【0007】
そこで、薄いワークを研磨する際に、研磨終点を精度良く検出するために解決すべき技術的課題が生じてくるのであり、本発明は、この課題を解決することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明に係る研磨終点検出装置は、ワークを研磨パッドに接触させて前記ワークの被研磨層をCMP研磨する際に研磨終点を検出する研磨終点検出装置であって、前記ワークの研磨中に前記ワークに向けて測定光を照射し、前記ワークからの反射光を分光して、前記反射光の波長と前記反射光の強度及び予め取得された波長成分毎の基準強度の比である反射率との関係を示す分光波形を取得する測定部と、前記分光波形に基づいて前記被研磨層の膜厚を算出する検出部と、を備え、前記基準強度は、回転する前記研磨パッドとの間にスラリーを介在させた状態で前記ワークと略同じ反射率特性を示すサンプルワークを前記研磨パッドに接触させ、前記測定部が、前記研磨パッドの観察窓を介して前記サンプルワークに向けて測定光を照射し、前記サンプルワークからの反射光を分光して算出される。
【0009】
また、本発明に係るCMP装置は、上述した研磨終点検出装置を備えている。
【0010】
上記目的を達成するために、本発明に係る研磨終点検出方法は、ワークを研磨パッドに接触させて前記ワークの被研磨層をCMP研磨する際に研磨終点を検出する研磨終点検出方法であって、前記ワークの研磨中に前記ワークに向けて測定光を照射し、前記ワークからの反射光を分光して、前記反射光の波長と前記反射光の強度及び予め取得された波長成分毎の基準強度の比である反射率との関係を示す分光波形を取得するステップと、前記分光波形に基づいて前記被研磨層の膜厚を算出するステップと、を含み、前記基準強度は、回転する前記研磨パッドとの間にスラリーを介在させた状態で前記ワークと略同じ反射率特性を示すサンプルワークを前記研磨パッドに接触させ、前記研磨パッドの観察窓を介して前記サンプルワークに向けて測定光を照射し、前記サンプルワークからの反射光を分光して算出される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
株式会社カルテックス
ブラスト装置
20日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
AGC株式会社
研磨装置およびガラス基板
27日前
株式会社チップトン
遠心バレル研磨機
14日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
切削装置
1か月前
ノリタケ株式会社
砥石及びその製造方法
25日前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
株式会社マキタ
携帯用加工機
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ジェイテクト
研削装置
25日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
保持面修正方法
8日前
株式会社ディスコ
CMP装置
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
20日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
5日前
株式会社ディスコ
チップの加工方法
26日前
株式会社荏原製作所
基板研磨装置および研磨パッド
28日前
株式会社ディスコ
ウエーハの研削方法
29日前
株式会社ディスコ
切削ブレード
1か月前
株式会社チップトン
バレル研磨装置
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ