TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024106806
公報種別
公開特許公報(A)
公開日
2024-08-08
出願番号
2023011254
出願日
2023-01-27
発明の名称
鉄柱の研磨装置
出願人
東日本旅客鉄道株式会社
,
三和テッキ株式会社
代理人
個人
主分類
B24B
27/00 20060101AFI20240801BHJP(研削;研磨)
要約
【課題】四角柱状の鉄柱の一面を構成する主材と斜材を同時に、鉄柱上を自走しながら研磨することができる装置を提供する。
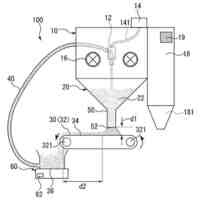
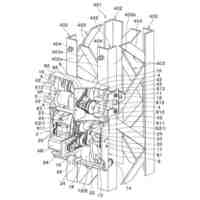
【解決手段】研磨装置1は、搬送機構2と研磨機構3とを具備する。搬送機構2は、モータM1駆動の磁石車輪4を主材402の一側面402aに吸着させながら、鉄柱401上を延長方向に自走する。研磨機構3は、搬送機構2に結合され主材402及び斜材403の一側面402a,403aをモータM2駆動のロールブラシ5,6,7で研磨する。搬送機構2は、フレーム8から延出する一対の支持脚11にそれぞれ支持されるクランプローラ12を具備する。クランプローラ12は、一対の主材402の他方の山側面402bの外側縁に噛み合って転動することにより磁石車輪4との間で鉄柱401を抱持する。
【選択図】図1
特許請求の範囲
【請求項1】
四隅を平行に延びる山形鋼材からなる4本の主材と、平行に隣接する前記主材の一対間に斜めに掛け渡されボルトで当該主材に結合される複数の斜材とを備えた四角柱状の鉄柱の一外側面を構成する当該主材及び斜材の一側面を当該鉄柱の延長方向に沿って自走しながら研磨する装置であって、
推進用モータ駆動の磁石車輪を前記主材の一側面に吸着させながら前記鉄柱上を延長方向に移動する搬送機構と、当該搬送機構に結合され前記主材及び斜材の一側面を研磨用モータ駆動のロールブラシで研磨する研磨機構とを具備し、
前記搬送機構は、前記平行一対の主材にまたがるフレームと、当該フレームに支持され当該一対の主材の一側面である一方の山側面にそれぞれ磁気吸着しながら当該主材の延長方向に沿って転動するモータ駆動の少なくとも一対の磁石車輪とを具備し、
前記研磨機構は、前記主材の延長方向に直交する回転軸に枢支されたブラケットに軸支され前記一対の主材の前記一方の山側面にばね力で圧接されて当該山形面をそれぞれ研磨する少なくとも一対の主材用ロールブラシと、前記回転軸に枢支されたブラケットに軸支され前記一対の主材間の前記斜材の一側面にばね力で圧接されて当該一側面を研磨する少なくとも一つの斜材用ロールブラシとを具備することを特徴とする鉄柱の研磨装置。
続きを表示(約 1,600 文字)
【請求項2】
前記フレームにおける前記鉄柱の延長直交方向の両側から相対向して延出する一対の支持脚にそれぞれ支持され、前記一対の主材の他方の山側面の外側縁に噛み合って当該主材の延長方向に沿って転動することにより前記磁石車輪との間で前記鉄柱を抱持するクランプローラをさらに具備することを特徴とする請求項1に記載の鉄柱の研磨装置。
【請求項3】
前記フレームにおける前記鉄柱の延長直交方向の両側から相対向して延出する一対の支持脚にそれぞれ支持され、前記鉄柱の前記一外側面と反対側の側面を構成する一対の主材に係合して当該主材の延長方向に沿って転動することにより前記磁石車輪との間で前記鉄柱を抱持するクランプローラをさらに具備することを特徴とする請求項1に記載の鉄柱の研磨装置。
【請求項4】
前記磁石車輪と同軸上に固着され、当該磁石車輪の前記主材に対する磁気吸着力で当該主材に圧接されるサイドローラをさらに具備することを特徴とする請求項1ないし3のいずれかに記載の鉄柱の研磨装置。
【請求項5】
前記研磨機構は、前記主材用ロールブラシを軸支し当該主材用ロールブラシを前記主材に圧接させる研磨位置と当該主材から離間した退避位置との間で上下動させるように上方の退避位置と下方の研磨位置との間で上下方向に揺動自在に前記フレームに枢支されるブラケットと、前記搬送機構の移動時に前記主材用ロールブラシが前記主材から突出した前記ボルトを通過する間当該主材用ロールブラシを退避位置に保持するように前記ブラケットの揺動を制御するボルト回避機構とをさらに具備することを特徴とする請求項1に記載の鉄柱の研磨装置。
【請求項6】
前記ボルト回避機構は、前記主材用ロールブラシにおける前記搬送機構の進行方向前方に配置され当該搬送機構の進行に伴って前記ボルトに押されて回動するように前記フレームに軸支され当該回動により前記ブラケットを研磨位置から退避位置へ押し上げる押し上げ回動部材と、退避位置へ押し上げられた前記ブラケットに係合して当該ブラケットを退避位置に保持する保持位置と離脱して当該ブラケットを解放する離脱位置との間を変位するように設けられる保持部材と、前記主材用ロールブラシにおける前記搬送機構の進行方向後方に配置され当該搬送機構の進行に伴い前記押し上げ回動部材に遅れて前記ボルトに押されて回動するように前記フレームに軸支され当該回動により保持位置にある前記保持部材を離脱位置へ変位させそれにより前記ブラケットを研磨位置へ復帰させる復帰回動部材とを具備することを特徴とする請求項5に記載の鉄柱の研磨装置。
【請求項7】
前記保持部材は、前記ブラケットの側面に固着され当該ブラケットの揺動軸心周りに回動する係止歯車と、前記フレームに軸支され前記係止歯車に対する係合位置と離脱位置との間で回動自在のラチェット爪とを含み、
前記ラチェット爪は、前記押し上げ回動部材及び前記復帰回動部材にリンク機構を介して連結され、前記押し上げ回動部材の前記回動に連動して離脱位置から係合位置へ回動し係合位置において前記係止歯車に係合して前記ブラケットを退避位置に保持し、前記復帰回動部材の回動に連動して係合位置から離脱位置へ回動し離脱位置において前記係止歯車から離脱して前記ブラケットを研磨位置へ復帰させるように設けられることを特徴とする請求項6に記載の鉄柱の研磨装置。
【請求項8】
前記搬送機構は前記鉄柱上を延長方向の一方方向及び他方向へ移動可能に設けられ、
前記搬送機構の一方向への移動時における前記復帰回動部材が、他方向への移動時における前記押し上げ回動部材となり、一方向への移動時における前記押し上げ回動部材が、他方向への移動時における前記復帰回動部材となるように設けられることを特徴とする請求項6又は7に記載の鉄柱の研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、山形鋼材からなる四隅の主材と、隣接する主材間に斜めに掛け渡されて両端でボルトにて主材に結合される複数の斜材とを備えた四角柱状の鉄柱の外側面を一側面ずつ鉄柱の延長方向に沿って自走しながら研磨する装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、塗装前のケレン等の目的で、山形鋼材の山側面をその長手方向に移動しながら研磨する装置として、特許文献1に記載されたものが知られている。この装置は、走行体と、これに支持される本体とを具備する。走行体は、山形鋼材の山側面にそれぞれ吸着する磁石車輪を具備し、これを転動させて山側面を長手方向に移動自在である。本体は、走行体に結合される支持枠と、山側面にそれぞれ接するように、揺動部材を介して支持枠に支持される左右各一対の研磨ブラシと、支持枠に支持される駆動装置と、この駆動装置の回転を研磨ブラシに伝える伝動機構とを具備する。
【先行技術文献】
【特許文献】
【0003】
特開2022-11789号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の研磨装置は、単一の山形鋼材を研磨する装置であり、4本の山形鋼材からなる主材と主材間を結合する複数の斜材との組み合わせからなる四角柱状の鉄柱の研磨に適用する場合には、4本の主材を個別に研磨しなければならず、また斜材を研磨することができないから、別の研磨装置で斜材を別途研磨しなければならない。
したがって、本発明は、上記のような四角柱状の鉄柱の一面を構成する主材と斜材を同時に、鉄柱上を自走しながら研磨することができる装置を提供することを課題とする。
【課題を解決するための手段】
【0005】
以下の説明において添付図面の符号を参照するが、本発明はこれに限定されるものではない。
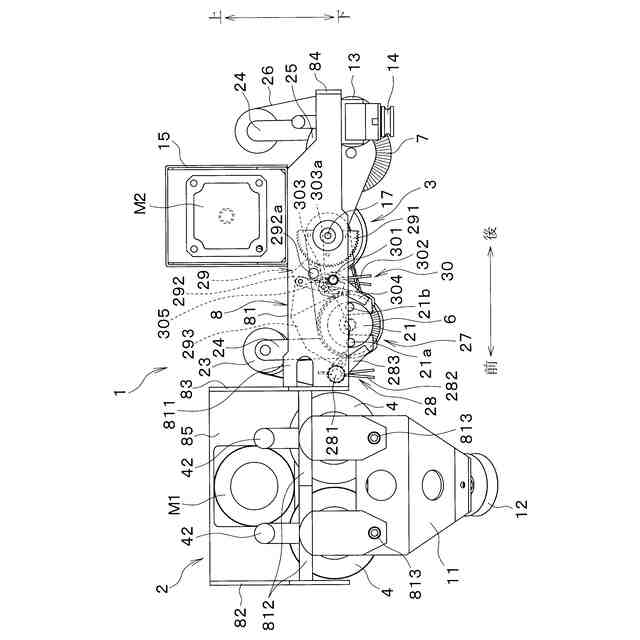
上記課題を解決するための、本発明の鉄柱の研磨装置1は、四隅を平行に延びる山形鋼材からなる4本の主材402と、平行に隣接する一対の主材402間に斜めに掛け渡されてボルト404で主材402に結合される複数の斜材403とを備えた四角柱状の鉄柱401の一外側面を構成する主材402及び斜材403の一側面402a,403aを鉄柱401の延長方向に沿って自走しながら研磨する装置である。この研磨装置1は、モータM1駆動の磁石車輪4を主材402の一側面402aに吸着させながら、鉄柱401上をそれの延長方向に移動する搬送機構2と、搬送機構2に結合され主材402及び斜材403の一側面402a,403aをモータM2駆動のロールブラシ5,6,7で研磨する研磨機構3とを具備する。搬送機構2は、平行一対の主材402間にまたがるフレーム8と、フレーム8に支持され、一対の主材402の一側面402aである一方の山側面にそれぞれ磁気吸着しながら主材402の延長方向に沿って転動するモータ駆動M1の少なくとも一対の磁石車輪4とを具備する。研磨機構3は、主材402の延長方向に直交する回転軸17に枢支されたブラケット20に軸支され、一対の主材402の一方の山側面402aにばね力で圧接されて山形面402aをそれぞれ研磨する少なくとも一対の主材用ロールブラシ5,6と、主材402の延長方向に直交する回転軸17に枢支されたブラケット22に軸支され一対の主材402間の斜材403の一側面403aにばね力で圧接されて一側面403aを研磨する少なくとも一つの斜材用ロールブラシ7とを具備する。
【発明の効果】
【0006】
本発明によれば、四角柱状の鉄柱401の一面を構成する主材402と斜材403を同時に、自走しながら研磨することができ、人力によらずに、安全かつ効率的に研磨工事を遂行することができる。
【図面の簡単な説明】
【0007】
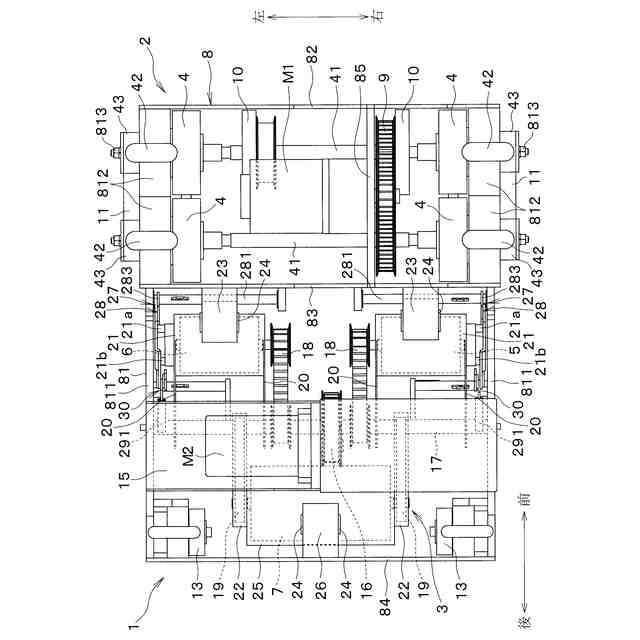
研磨する鉄柱に装着した状態の本発明の研磨装置の一部切欠斜視図である。
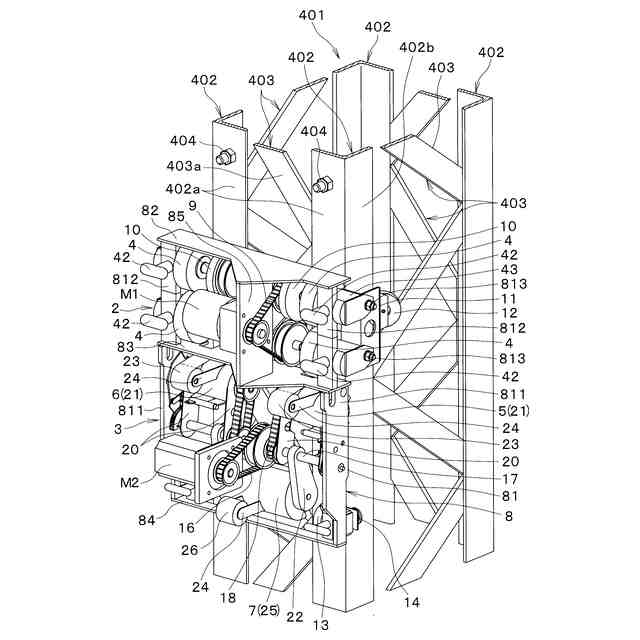
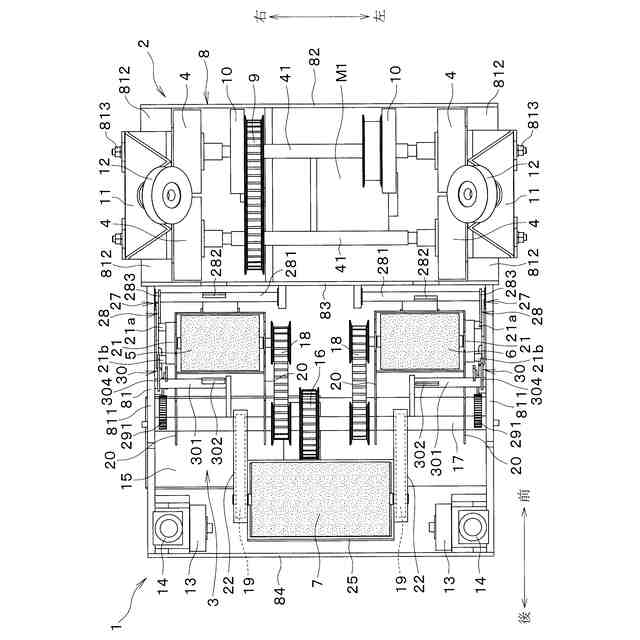
図1の研磨装置の正面図である。
図1の研磨装置の背面図である。
図1の研磨装置の平面図である。
図1の研磨装置の底面図である。
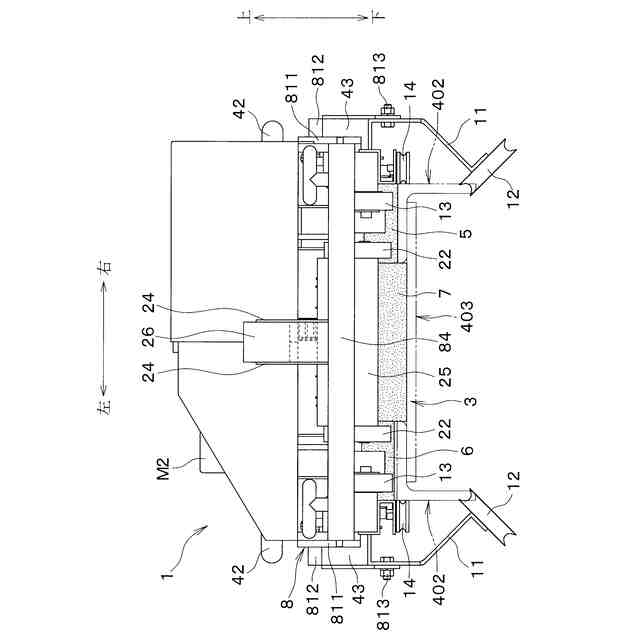
図1の研磨装置の右側面図である。
図1の研磨装置の左側面図である。
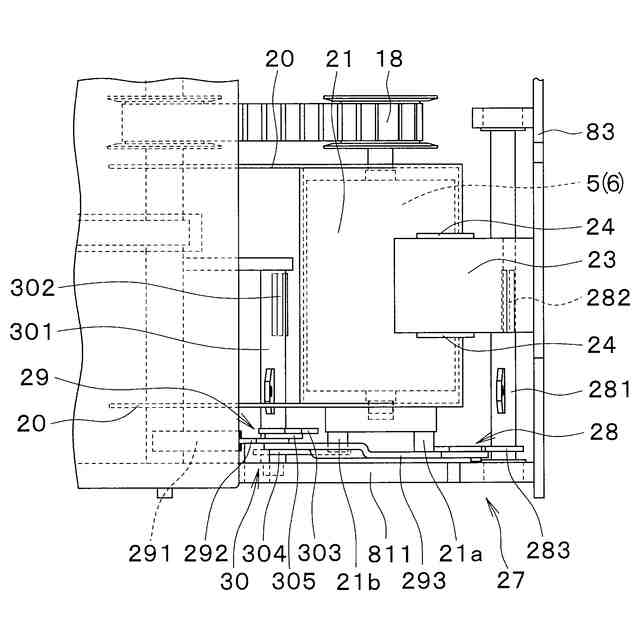
図1の研磨装置におけるボルト回避機構部の拡大平面図である。
図において右方向へ移動(前進)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において右方向へ移動(前進)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において右方向へ移動(前進)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において右方向へ移動(前進)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において左方向へ移動(後退)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において左方向へ移動(後退)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図において左方向へ移動(後退)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
図におい左方向へ移動(後退)する研磨装置のボルト通過時の動作を時間を追って示す説明図である。
【発明を実施するための形態】
【0008】
図面を参照して本発明の実施の形態を説明する。
≪研磨装置の全体構成≫
図1において、研磨装置1は、四隅を平行に延びる山形鋼材からなる4本の主材402と、平行に隣接する一対の主材402間に斜めに掛け渡されて主材402にボルト404で結合される複数の斜材403とを備えた四角柱状の鉄柱401の一外側面を構成する主材402及び斜材403の一側面402a,403aを鉄柱401の延長方向(前後方向)に沿って自走しながら研磨する装置である。なお、研磨装置1は、図1に示すように、垂直に立設されている鉄柱401を昇降移動しながら研磨することを前提として構成されているが、研磨対象はそのような鉄柱に限定されない。以下、便宜上、鉄柱401の延長方向、すなわち研磨装置1の移動方向を「前後」、移動方向に直交する方向を「左右」、研磨装置1に対して鉄柱401側を「下」、その反対側を「上」として説明する。
【0009】
この研磨装置1は、搬送機構2と、搬送機構2と一体に結合される研磨機構3とを具備する。以下では、搬送機構2が研磨機構3を牽引して進行する方向を特に「前方」として説明する。搬送機構2は、モータM1駆動の磁石車輪4を主材402の一側面402aに吸着させながら、鉄柱401上を延長方向に移動する。研磨機構3は、搬送機構2に結合され、主材402及び斜材403の一側面402a,403aをモータM2駆動の3つのロールブラシ5,6,7で研磨する。
【0010】
≪搬送機構の構成≫
搬送機構2は、研磨対象である鉄柱401の平行一対の主材402にまたがる概略矩形枠状のフレーム8を具備する。フレーム8は、主材402に沿うように平行に相対向する2つの縦フレーム81と、縦フレーム81間に相互間隔を置いて左右方向に架設される3つの横フレーム82,83,84を具備する。図示の実施形態において、縦フレーム81は、側板811と、磁石車輪4の支持部材812とを含んでおり、この支持部材812と側板811とは一体に結合されている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
株式会社カルテックス
ブラスト装置
20日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
27日前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削方法
1か月前
ノリタケ株式会社
砥石及びその製造方法
25日前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研磨装置
2か月前
株式会社ディスコ
切削装置
1か月前
株式会社チップトン
遠心バレル研磨機
14日前
株式会社マキタ
携帯用加工機
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削方法
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社ツールテックス
ダイヤモンドドレッサの製造方法
1か月前
株式会社ジェイテクト
研削装置
25日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
保持面修正方法
8日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
CMP装置
1か月前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ