TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024111635
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023016255
出願日
2023-02-06
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
B24B
49/14 20060101AFI20240809BHJP(研削;研磨)
要約
【課題】研削砥石に起因する研削不良を未然に回避可能な研削装置を提供する。
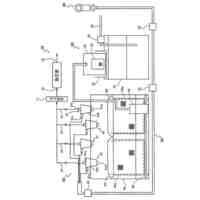
【解決手段】研削装置1は、回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハWを保持し回転するチャックテーブル10と、環状の研削砥石66を回転させ保持面に保持され回転するウェーハWの半径部分に研削砥石66の下面を接触させ研削する研削機構60と、研削機構60を保持面に垂直方向に移動させる加工送り機構70を備える。研削装置1は、さらに、研削加工中の研削砥石66の外側でウェーハWの上方から、ウェーハWの中心部分Cの温度を非接触で測定する非接触温度計80と、非接触温度計80で測定した値が予め設定した上限温度を上方向に超えた場合に、研削加工に異常が発生していると判断する上判断部5と、上判断部5が判断したら作業者に通知する通知部7を備える。
【選択図】図1
特許請求の範囲
【請求項1】
回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、
研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、
該非接触温度計で測定した値が予め設定した上限温度を上方向に超えた場合に、研削加工に異常が発生していると判断する上判断部と、
該上判断部が判断したら作業者に通知する通知部と、を備える、研削装置。
続きを表示(約 910 文字)
【請求項2】
回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、
研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、
該非接触温度計で測定した値が予め設定した下限温度を下方向に超えた場合に、研削加工に異常が発生していると判断する下判断部と、
該下判断部が判断したら作業者に通知する通知部と、を備える、研削装置。
【請求項3】
回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、
研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、
該非接触温度計で測定した値が予め設定した上限温度を上方向に超えた場合に、研削加工に異常が発生していると判断する上判断部と、
該非接触温度計で測定した値が予め設定した下限温度を下方向に超えた場合に、研削加工に異常が発生していると判断する下判断部と、
制御部と、を備え、
該制御部は、
該非接触温度計で測定した研削加工中のウェーハ上面の温度が、該上限温度と該下限温度との間の制御範囲に納まるように、
該チャックテーブルを回転させるテーブル回転機構による回転速度を可変する制御、該研削砥石を回転させる砥石回転機構の回転速度を可変する制御、該移動機構による下降速度を可変する制御、または、該研削砥石に研削水を噴射する研削水流量を可変する制御の少なくとも一つを制御する、研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
ウェーハを研削砥石で研削する研削装置では、ウェーハと研削砥石の間の温度が過度に上昇するとウェーハの表面が焼けてしまう面焼けと呼ばれる現象が生じることが知られている。このような技術的な課題に対して、ウェーハの上面の温度または研削砥石の下面の温度を測定することで、ウェーハの面焼けの兆候を検知して面焼けを未然に防止する技術が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-146428号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ウェーハがSiC、サファイアなどの硬い材質の場合には、研削砥石の研削面の目つぶれが発生した後に面焼けが発生する。そのため、面焼けを未然に防止することに主眼をおいて面焼けの兆候を検知した際には、ウェーハに面焼けは生じていなくても、すでに研削砥石に目つぶれが生じているといったことが起こりうる。その場合、研削砥石のドレッシングが必要であり、ドレッシングを行うことなく研削が継続されると、ウェーハには十分な研削が行われず研削不良が生じてしまう。
【0005】
本発明はかかる点に鑑みてなされたものであり、研削砥石に起因する研削不良を未然に回避可能な研削装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様の研削装置は、回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、該非接触温度計で測定した値が予め設定した上限温度を上方向に超えた場合に、研削加工に異常が発生していると判断する上判断部と、該上判断部が判断したら作業者に通知する通知部と、を備える。
【0007】
本発明の別の態様の研削装置は、回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、該非接触温度計で測定した値が予め設定した下限温度を下方向に超えた場合に、研削加工に異常が発生していると判断する下判断部と、該下判断部が判断したら作業者に通知する通知部と、を備える。
【0008】
本発明のさらに別の態様の研削装置は、回転中心を頂点とするゆるやかな円錐状の保持面によってウェーハを保持し回転するチャックテーブルと、環状の研削砥石を回転させ該保持面に保持され回転する該ウェーハの半径部分に該研削砥石の下面を接触させ研削する研削機構と、該研削機構を該保持面に垂直方向に移動させる移動機構と、を備える研削装置であって、研削加工中の該研削砥石の外側で該ウェーハの上方から、該ウェーハの中心部分の温度を非接触で測定する非接触温度計と、該非接触温度計で測定した値が予め設定した上限温度を上方向に超えた場合に、研削加工に異常が発生していると判断する上判断部と、該非接触温度計で測定した値が予め設定した下限温度を下方向に超えた場合に、研削加工に異常が発生していると判断する下判断部と、制御部と、を備え、該制御部は、該非接触温度計で測定した研削加工中のウェーハ上面の温度が、該上限温度と該下限温度との間の制御範囲に納まるように、該チャックテーブルを回転させるテーブル回転機構による回転速度を可変する制御、該研削砥石を回転させる砥石回転機構の回転速度を可変する制御、該移動機構による下降速度を可変する制御、または、該研削砥石に研削水を噴射する研削水流量を可変する制御の少なくとも一つを制御する。
【発明の効果】
【0009】
本発明によれば、研削砥石に起因する研削不良を未然に回避することができる。
【図面の簡単な説明】
【0010】
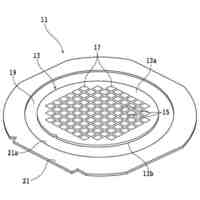
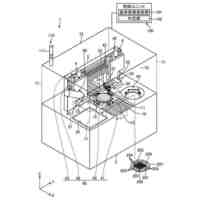
本実施形態に係る研削装置の斜視図である。
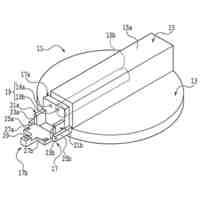
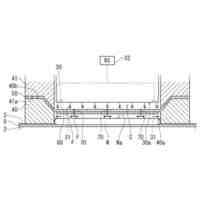
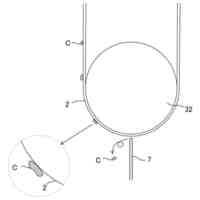
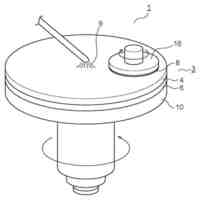
本実施形態に係る研削装置の研削機構とチャックテーブルとの関係の説明図である。
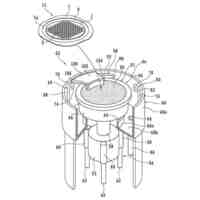
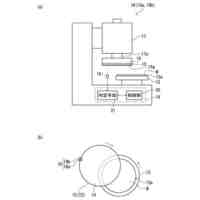
本実施形態に係る研削装置が有する研削ホイールとウェーハとの関係の説明図である。
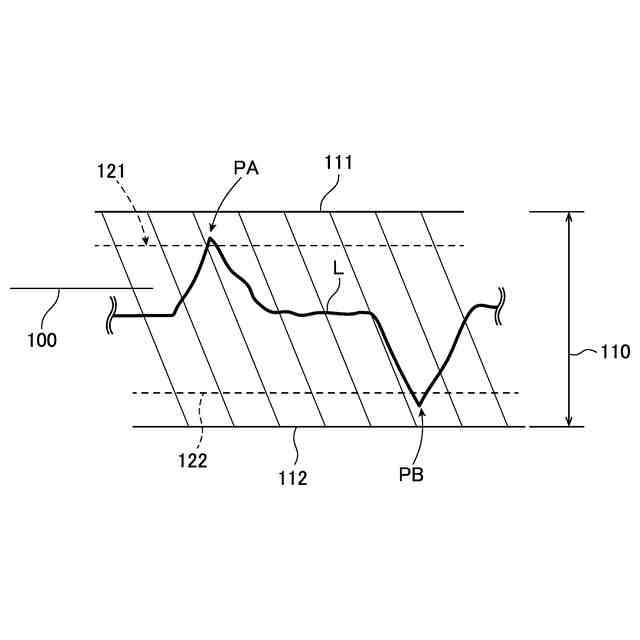
本実施形態に係る研削装置の研削面高さとウェーハ温度の関係の一例を示した図である。
本実施形態に係る研削装置が行う温度制御により研削加工が継続される場合のウェーハ温度遷移の一例を示した図である。
本実施形態に係る研削装置が行う温度制御により研削加工が中止される場合のウェーハ温度遷移の一例を示した図である。
本実施形態に係る研削装置における温度制御の変形例を説明するための図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
拡張装置
9日前
株式会社ディスコ
研削方法
4日前
株式会社ディスコ
分離装置
9日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
研削装置
5日前
株式会社ディスコ
冷却機構
3日前
株式会社ディスコ
確認装置
3日前
株式会社ディスコ
チップの製造方法
9日前
株式会社ディスコ
チャックテーブル
4日前
株式会社ディスコ
保持具及びケース
4日前
株式会社ディスコ
治具及び加工装置
3日前
株式会社ディスコ
被加工物の研削方法
5日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
被加工物の研削方法
5日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
被加工物の分割方法
3日前
株式会社ディスコ
チャックテーブル機構
3日前
株式会社ディスコ
積層ウェーハの切削方法
3日前
株式会社ディスコ
加工装置及び汚れ監視方法
9日前
株式会社ディスコ
被加工物の加工方法および加工装置
5日前
株式会社ディスコ
水溶性樹脂膜成膜装置及び水溶性樹脂膜成膜方法
3日前
株式会社ディスコ
ウェーハの切削方法および積層ウェーハの加工方法
3日前
株式会社ディスコ
チャックテーブルの製造方法、チャックテーブル、リフトオフ方法及び保持治具
9日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
CMP装置
1か月前
株式会社ノンアス
湿潤集塵装置
1か月前
三重電子株式会社
タイヤ研磨装置
25日前
株式会社松風
歯科用研磨材
23日前
株式会社東京精密
研削装置及び研削方法
24日前
株式会社ナノテム
砥石
16日前
株式会社東京精密
リテーナリングの組立方法
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
23日前
株式会社東京精密
研磨装置の保持面加工方法
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ