TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129746
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023039143
出願日
2023-03-13
発明の名称
研磨装置の保持面加工方法
出願人
株式会社東京精密
代理人
個人
主分類
B24B
41/06 20120101AFI20240919BHJP(研削;研磨)
要約
【課題】ワークを精度良く研磨可能な研磨装置の保持面加工方法を提供する。
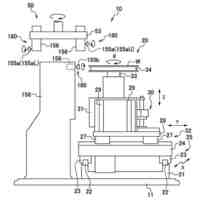
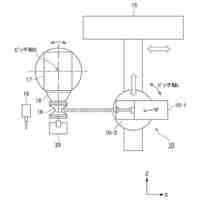
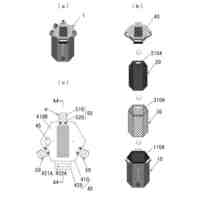
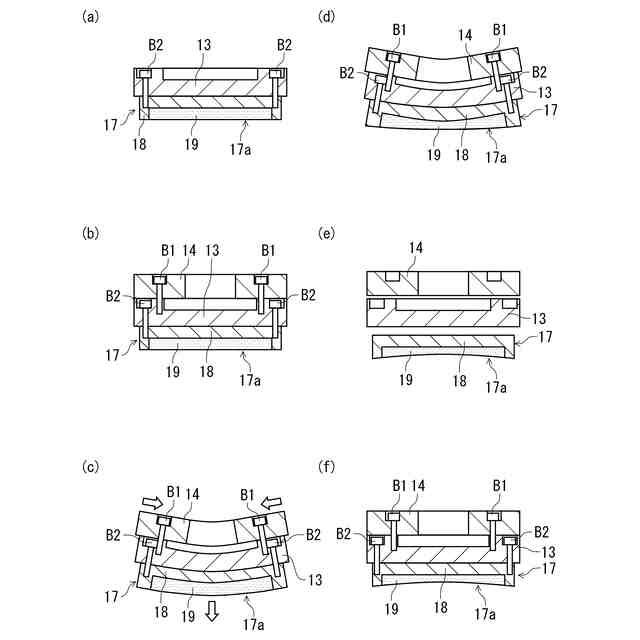
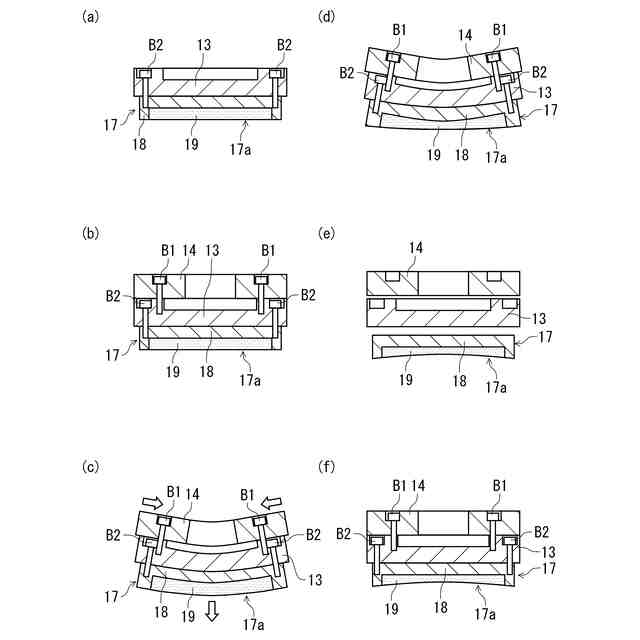
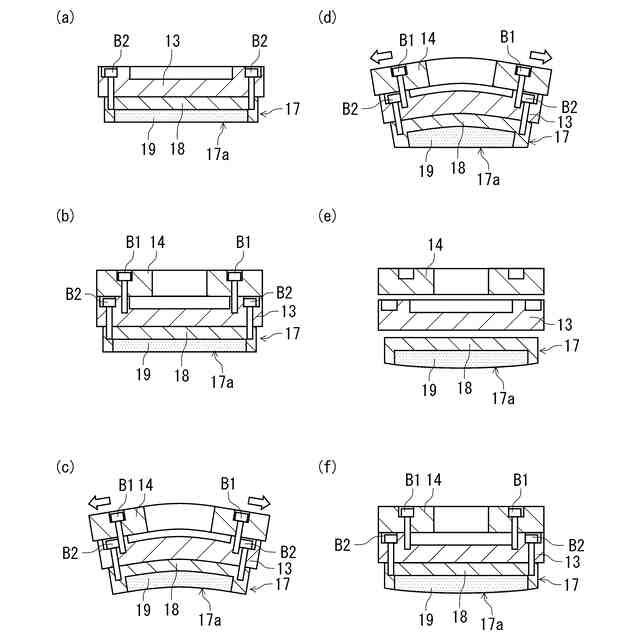
【解決手段】ワークを保持可能なポーラスチャック17とポーラスチャックと略同じ線膨張係数を示す間座プレート13とを室温を維持した状態で組み付ける工程と、間座プレートと室温より高温状態のポーラスチャックより高い線膨張係数を示すプレートホルダ14とを組み付ける工程と、プレートホルダを室温まで冷やしてポーラスチャックを膨張させ、ポーラスチャックの保持面17aを下方に凸状に変形させる工程と、下方に凸状に変形された状態の保持面を略平坦にラップ加工する工程と、ポーラスチャック、間座プレート及びプレートホルダの接続を解除して、保持面が上方に凸状に形成されたポーラスチャックを得る工程と、上方に凸状の保持面を備えているポーラスチャックと間座プレートとプレートホルダとを室温を維持した状態で再び組み付ける工程と、を含む。
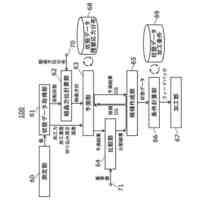
【選択図】図3
特許請求の範囲
【請求項1】
研磨ヘッドの下端に保持されたワークをプラテン上の研磨パッドに押し当てて研磨する研磨装置のワーク保持面加工方法であって、
前記ワークを保持可能なポーラスチャックと前記ポーラスチャックと略同じ線膨張係数を示す間座プレートとを所定の基準温度を維持した状態で組み付ける工程と、
前記間座プレートと前記基準温度より高温状態の前記ポーラスチャックより高い線膨張係数を示すプレートホルダとを組み付ける工程と、
前記プレートホルダを前記基準温度まで冷やして前記ポーラスチャックを膨張させ、前記ポーラスチャックの保持面を下方に凸状に変形させる工程と、
前記下方に凸状に変形された状態の保持面を略平坦にラップ加工する工程と、
前記ポーラスチャック、前記間座プレート及び前記プレートホルダの接続を解除して、前記保持面が上方に凸状に形成された前記ポーラスチャックを得る工程と、
前記上方に凸状の保持面を備えている前記ポーラスチャックと前記間座プレートと前記プレートホルダとを前記基準温度を維持した状態で再び組み付ける工程と、
を含むことを特徴とする研磨装置の保持面加工方法。
続きを表示(約 570 文字)
【請求項2】
研磨ヘッドの下端に保持されたワークをプラテン上の研磨パッドに押し当てて研磨する研磨装置の保持面加工方法であって、
前記ワークを保持可能なポーラスチャックと前記ポーラスチャックと略同じ線膨張係数を示す間座プレートとを所定の基準温度を維持した状態で組み付ける工程と、
前記間座プレートと前記基準温度より低温状態の前記ポーラスチャックより高い線膨張係数を示すプレートホルダとを組み付ける工程と、
前記プレートホルダを前記基準温度まで温めて前記ポーラスチャックを収縮させ、前記ポーラスチャックの保持面を上方に凸状に変形させる工程と、
前記上方に凸状に変形された状態の保持面を略平坦にラップ加工する工程と、
前記ポーラスチャック、前記間座プレート及び前記プレートホルダの接続を解除して、前記保持面が下方に凸状に形成された前記ポーラスチャックを得る工程と、
前記下方に凸状の保持面を備えている前記ポーラスチャックと前記間座プレートと前記プレートホルダとを前記基準温度を維持した状態で再び組み付ける工程と、
を含むことを特徴とする研磨装置の保持面加工方法。
【請求項3】
前記基準温度は、室温であることを特徴とする請求項1又は2に記載の研磨装置の保持面加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを研磨する研磨装置の保持面加工方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等(以下、「ワーク」という)を研磨して平坦化するCMP装置が知られている。
【0003】
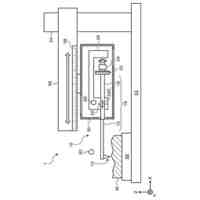
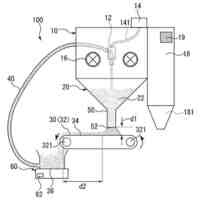
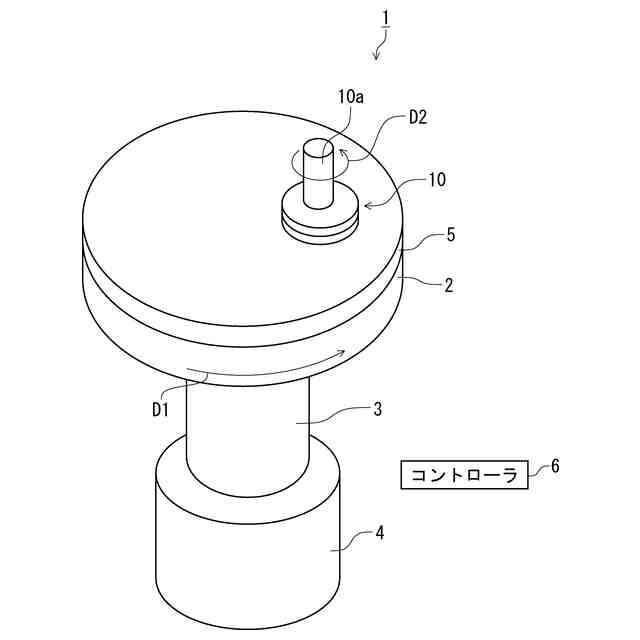
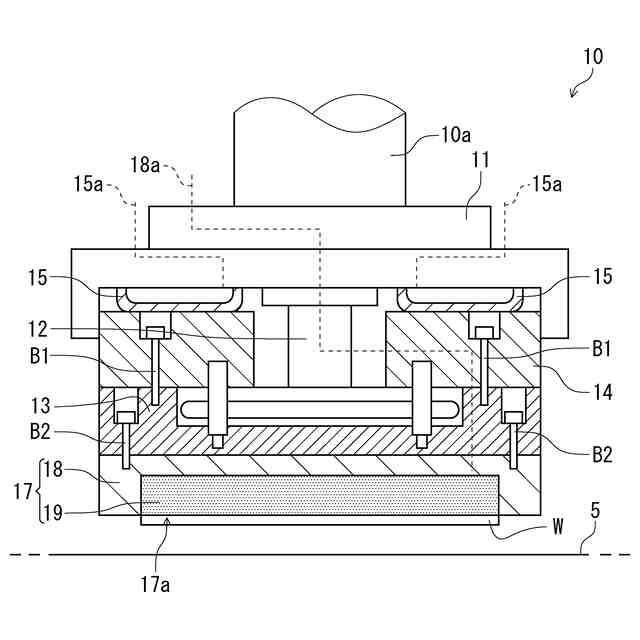
特許文献1記載の研磨装置は、化学的機械的研磨、いわゆるCMP(Chemical Mechanical Polishing)技術を適用した研磨装置である。このCMP装置は、研磨ヘッドのチャックに装着されたワークを研磨パッドに押圧してワークを研磨するものである。研磨ヘッドは、ワークを下端に保持するチャックと、チャック上部に設けられてチャックにボルトで締結されたベース部材と、ベース部材とチャックを回転させる回転伝達部とを接続するプレートホルダと、を備えている。
【先行技術文献】
【特許文献】
【0004】
特開2022-26348号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
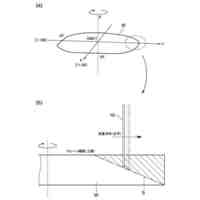
ところで、短時間で高負荷の研磨を行う場合、摩擦熱で研磨パッド、研磨ヘッド及びワークが研磨開始直後に急激に高温(例えば、1分間で室温から約50度)に達する。研磨ヘッドを構成するポーラスチャックやベース部材に用いるアルミナセラミック又はステンレスの熱伝導率は10~30W/(m・K)程度であり、高負荷研磨時の摩擦熱に起因した急激な温度上昇が発生すると、研磨ヘッドやベース部材が内部の熱勾配によって変形し、ポーラスチャックのワーク保持面が凸状に変形する。また、SiCやサファイアのように研磨が長時間(例えば、20分)に亘る場合、ポーラスチャック及びベース部材の温度は飽和して略一定に保たれる一方、ポーラスチャック及びベース部材の上に設けられた樹脂製の構成部材(プレートホルダ)の熱膨張が大きくなり、ポーラスチャックのワーク保持面が凹状に変形する。
【0006】
そして、セラミック製ポーラスチャック等の剛体がワークを保持して研磨を行う場合、ワーク保持面の面精度は、研磨後のワークの仕上がり精度に大きく影響するため、研磨時の摩擦熱に起因したワーク保持面の熱変形は、研磨不良を発生させる原因となる。このような摩擦熱の廃熱を促すために、装置内部にチラー回路を設けたり、研磨時に大量の冷却水を外部から装置にかけることが一般的に行われている。しかしながら、チラー回路は装置内部の温度勾配をさらに大きくしてポーラスチャックの熱変形を促進させる。また、大量の冷却水は大量の研磨液と同義であって、ワークにスクラッチが生じないように研磨液をかけ流しで使わなければならない場合、コストの観点から現実的ではない。
【0007】
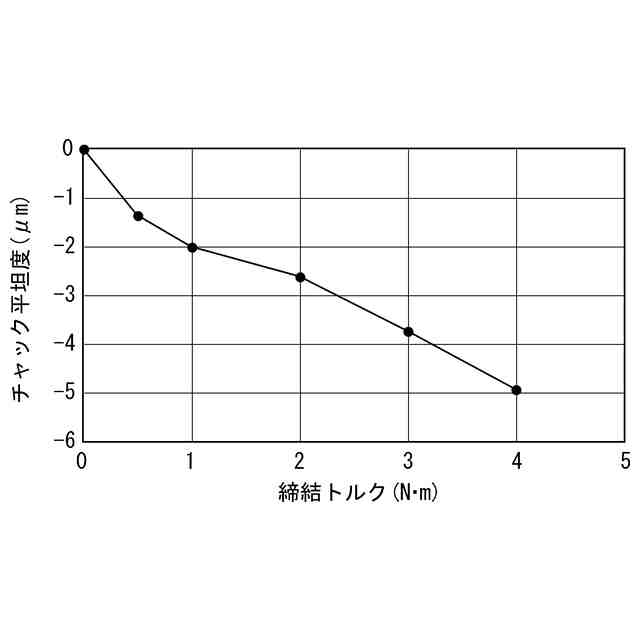
また、研磨プロセス毎に予想されるチャック変形量を相殺するように、チャックの保持面を予め凸状又は凹状に加工して、研磨精度の向上を図る事も考えられるが、ラップ加工で数umの凸凹面を精度良く仕上げるのは困難であるという問題がある。
【0008】
そこで、ワークを精度良く研磨するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0009】
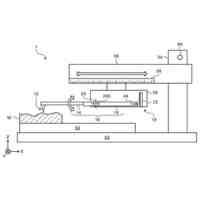
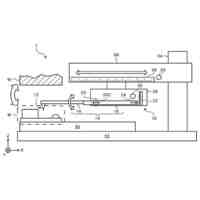
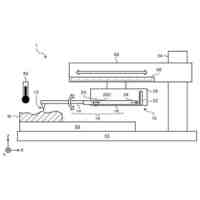
上記目的を達成するために、本発明に係る研磨装置の保持面加工方法は、研磨ヘッドの下端に保持されたワークをプラテン上の研磨パッドに押し当てて研磨する研磨装置の保持面加工方法であって、前記ワークを保持可能なポーラスチャックと前記ポーラスチャックと略同じ線膨張係数を示す間座プレートとを所定の基準温度を維持した状態で組み付ける工程と、前記間座プレートと前記基準温度より高温状態の前記ポーラスチャックより高い線膨張係数を示すプレートホルダとを組み付ける工程と、前記プレートホルダを前記基準温度まで冷やして前記ポーラスチャックを膨張させ、前記ポーラスチャックの保持面を下方に凸状に変形させる工程と、前記下方に凸状に変形された状態の保持面を略平坦にラップ加工する工程と、前記ポーラスチャック、前記間座プレート及び前記プレートホルダの接続を解除して、前記保持面が上方に凸状に形成された前記ポーラスチャックを得る工程と、前記上方に凸状の保持面を備えている前記ポーラスチャックと前記間座プレートと前記プレートホルダとを前記基準温度を維持した状態で再び組み付ける工程と、を含む。
【0010】
また、上記目的を達成するために、本発明に係る研磨装置の保持面加工方法は、研磨ヘッドの下端に保持されたワークをプラテン上の研磨パッドに押し当てて研磨する研磨装置の保持面加工方法であって、前記ワークを保持可能なポーラスチャックと前記ポーラスチャックと略同じ線膨張係数を示す間座プレートとを所定の基準温度を維持した状態で組み付ける工程と、前記間座プレートと前記基準温度より低温状態の前記ポーラスチャックより高い線膨張係数を示すプレートホルダとを組み付ける工程と、前記プレートホルダを前記基準温度まで温めて前記ポーラスチャックを収縮させ、前記ポーラスチャックの保持面を上方に凸状に変形させる工程と、前記上方に凸状に変形された状態の保持面を略平坦にラップ加工する工程と、前記ポーラスチャック、前記間座プレート及び前記プレートホルダの接続を解除して、前記保持面が下方に凸状に形成された前記ポーラスチャックを得る工程と、前記下方に凸状の保持面を備えている前記ポーラスチャックと前記間座プレートと前記プレートホルダとを前記基準温度を維持した状態で再び組み付ける工程と、を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
研削装置
8日前
株式会社東京精密
研削装置
8日前
株式会社東京精密
測定装置
今日
株式会社東京精密
測定装置
今日
株式会社東京精密
測定装置
今日
株式会社東京精密
測定装置
今日
株式会社東京精密
シート剥離装置
25日前
株式会社東京精密
光路切替装置及び測定装置
15日前
株式会社東京精密
研磨装置の保持面加工方法
今日
株式会社東京精密
ウェハ保護テープ剥離装置
7日前
株式会社東京精密
半導体ウェーハ研削砥石装置
今日
株式会社東京精密
亀裂検出装置及びその診断方法
21日前
株式会社東京精密
ワークアライメント装置及び方法
今日
株式会社東京精密
研削砥石のツルーイング装置及び方法
18日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
24日前
株式会社東京精密
研削砥石のツルーイング方法及びツルーイング装置
7日前
株式会社東京精密
加工装置、方法、及び、学習済みモデルの生成方法
24日前
株式会社東京精密
プローブ校正方法、プログラム、制御装置及び測定装置
8日前
株式会社東京精密
ウェーハの面取り加工方法及びそれに用いられる面取り装置
7日前
株式会社東京精密
搬送ユニット
9日前
株式会社東京精密
ブレード検出装置
7日前
株式会社東京精密
加工システム及び方法
17日前
株式会社東京精密
亀裂検出装置及び方法
24日前
株式会社東京精密
ワーク加工装置、ワーク加工装置の制御方法、及びサーバ
29日前
個人
回転ヤスリ
25日前
株式会社東京精密
研削装置
8日前
株式会社東京精密
研削装置
8日前
UHT株式会社
駆動工具
18日前
個人
カッター
22日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
三菱マテリアル株式会社
バレル研磨用容器
15日前
株式会社カルテックス
ブラスト装置
1か月前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
14日前
株式会社東京精密
研磨装置の保持面加工方法
今日
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ