TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024109216
公報種別
公開特許公報(A)
公開日
2024-08-14
出願番号
2023013901
出願日
2023-02-01
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
47/22 20060101AFI20240806BHJP(研削;研磨)
要約
【課題】センサを用いることなくセットアップを行うこと。
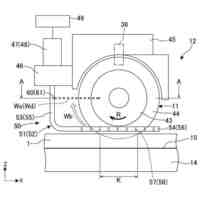
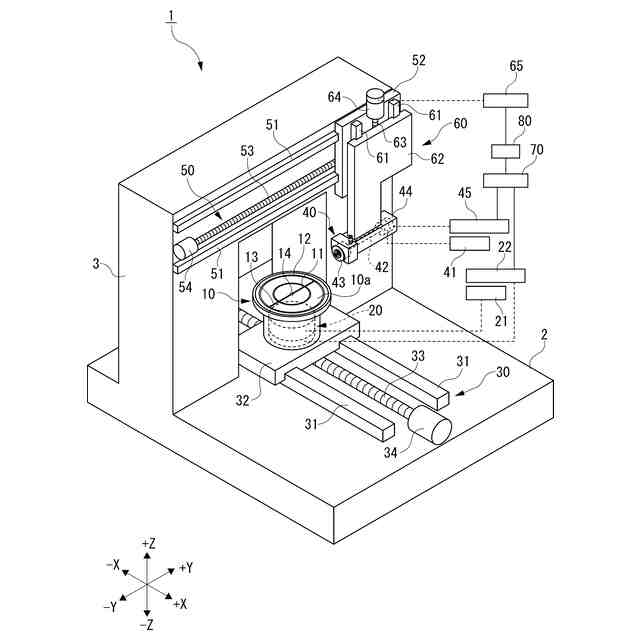
【解決手段】チャックテーブル10と、該チャックテーブル10を回転させるテーブル回転機構20と、ワークを加工する加工機構40と、加工機構40を垂直方向に移動させる垂直移動機構60と、保持面10aまたはワークに加工具43が接触したことを検知する接触検知部70と、該接触検知部70が加工具43の接触を検知した際に該加工具43の高さ位置を記憶する記憶部80を備える加工装置1において、接触検知部70は、テーブル回転機構20の軸の回転角度を検知するテーブルエンコーダ22と、スピンドル42の回転角度を検知するスピンドルエンコーダ45、の少なくとも一方を備え、加工具43が垂直移動機構60によって下降しているときに、テーブルエンコーダ22またはスピンドルエンコーダ45の少なくとも一方の値に変化が生じると加工具43が保持面10aまたはワークに接触したと判断する。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを加工具で加工する加工装置であって、
保持面によってワークを保持するチャックテーブルと、
該保持面の中心を軸に該チャックテーブルを回転させるテーブル回転機構と、
スピンドルに装着された該加工具を回転させ該保持面に保持されたワークを加工する加工機構と、
該チャックテーブルと該加工機構とを相対的に該保持面に垂直方向に移動させる垂直移動機構と、
該保持面または該保持面に保持されたワークに該加工具が接触したことを検知する接触検知部と、
該接触検知部が該加工具の該保持面またはワークへの接触を検知した際に該加工具の該保持面に対する高さ位置を記憶する記憶部と、
を備え、
該接触検知部は、
該テーブル回転機構の該軸の回転角度を検知するテーブルエンコーダと、該スピンドルの回転角度を検知するスピンドルエンコーダ、の少なくとも一方を備え、
該チャックテーブルの回転軸心の径方向外側で該保持面の上方から該加工具と該チャックテーブルとを該垂直移動機構によって相対的に接触する方向に移動させているときに、該テーブルエンコーダまたは該スピンドルエンコーダの少なくとも一方の値に変化が生じると該加工具が該保持面またはワークに接触したと判断する、加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工具がチャックテーブルの保持面或いは該保持面に保持されたワークに接触した時点での該加工具の高さ位置を記憶するセットアップを行う加工装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
例えば、ワークを保持したチャックテーブルを回転させながら、ワークの上面を研削砥石によって研削するロータリ平面研削装置においては、所定の厚みを有する研削砥石を回転させ、該研削砥石の外周面でワークの上面を研削することが行われている。このような研削においては、研削砥石の外周面がチャックテーブルの保持面に接触したときの該研削砥石の高さ位置を検出して記憶するセットアップが行われている。このようなセットアップは、ワークの上面を研削する研削装置以外に、ワークの上面を研磨する研磨装置、ワークの上面を切削する切削装置などにおいても同様に行われている。
【0003】
ところで、セットアップを行う方法としては、特許文献1において提案されているタッチセンサを用いるもの、特許文献2において提案されている背圧センサを用いるものなどが知られている。
【先行技術文献】
【特許文献】
【0004】
特開昭61-038867号公報
特開2016-182651号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1,2において提案されているようなタッチセンサや背圧センサを用いるセットアップにおいては、タッチセンサや背圧センサが故障や破損した場合には、センサの交換や調整作業が必要になり、セットアップを行って加工を開始するまでに長時間を要するという問題が発生する可能性がある。
【0006】
本発明は、上記問題に鑑みてなされたもので、その目的は、センサを用いることなくセットアップを行うことによって、センサの故障などに伴う時間的ロスが発生することがない加工装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するための本発明は、ワークを加工具で加工する加工装置であって、保持面によってワークを保持するチャックテーブルと、該保持面の中心を軸に該チャックテーブルを回転させるテーブル回転機構と、スピンドルに装着された該加工具を回転させ該保持面に保持されたワークを加工する加工機構と、該チャックテーブルと該加工機構とを相対的に該保持面に垂直方向に移動させる垂直移動機構と、該保持面または該保持面に保持されたワークに該加工具が接触したことを検知する接触検知部と、該接触検知部が該加工具の該保持面またはワークへの接触を検知した際に該加工具の該保持面に対する高さ位置を記憶する記憶部と、を備え、該接触検知部は、該テーブル回転機構の該軸の回転角度を検知するテーブルエンコーダと、該スピンドルの回転角度を検知するスピンドルエンコーダ、の少なくとも一方を備え、該チャックテーブルの回転軸心の径方向外側で該保持面の上方から該加工具と該チャックテーブルとを該垂直移動機構によって相対的に接触する方向に移動させているときに、該テーブルエンコーダまたは該スピンドルエンコーダの少なくとも一方の値に変化が生じると該加工具が該保持面またはワークに接触したと判断することを特徴とする。
【発明の効果】
【0008】
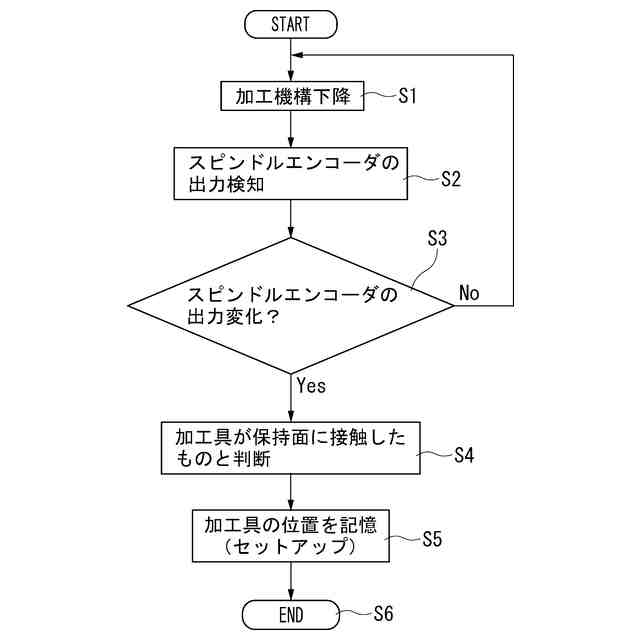
本発明によれば、チャックテーブルの回転軸心の径方向外側で該チャックテーブルの保持面の上方から加工具とチャックテーブルとを垂直移動機構によって相対的に接触する方向に移動させているときに、テーブルエンコーダまたはスピンドルエンコーダの少なくとも一方の値に変化が生じると加工具が保持面またはワークに接触したと判断し、そのときの加工具の保持面に対する位置を記憶してセットアップを行うようにしたため、タッチセンサや背圧センサなどのセンサを用いることなくセットアップを行うことができる。この結果、センサの故障などに伴う時間的ロスが発生することがなく、ワークの加工を効率よく行うことができる。因みに、加工具がチャックテーブルの保持面またはワークに接触すると、テーブル回転機構の軸やスピンドルが負荷を受けて僅かに傾く(軸ブレする)ため、テーブルエンコーダとスピンドルエンコーダの値(出力電流値)に変化が生じる。したがって、テーブルエンコーダやスピンドルエンコーダの値(出力電流値)の変化によって加工具のチャックテーブルの保持面またはワークへの接触を検知することができる。
【図面の簡単な説明】
【0009】
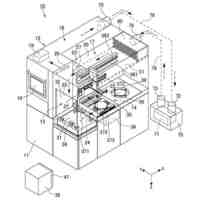
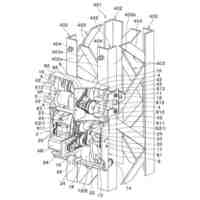
本発明に係る加工装置の基本構成を示す斜視図である。
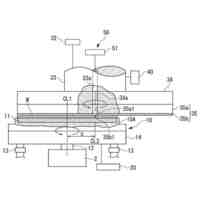
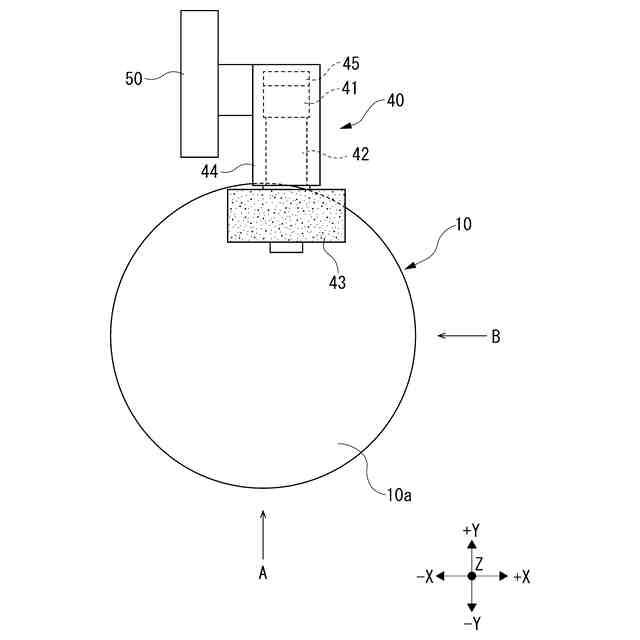
本発明に係る加工装置のセットアップ時の状態を示す要部平面図である。
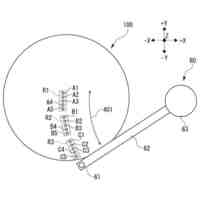
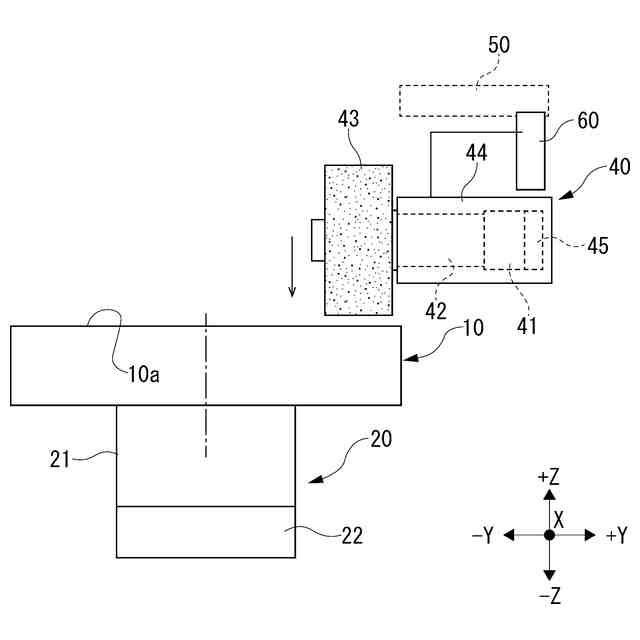
図2の矢視A方向の図である。
図2の矢視B方向の図である。
本発明に係る加工装置におけるセットアップの手順を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下に本発明の実施の形態を添付図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
水供給システム
4日前
株式会社ディスコ
液状樹脂の搬出方法
4日前
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
株式会社カルテックス
ブラスト装置
20日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
27日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工方法
25日前
株式会社チップトン
遠心バレル研磨機
14日前
ノリタケ株式会社
砥石及びその製造方法
25日前
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
携帯用加工機
20日前
株式会社ジェイテクト
研削装置
25日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
保持面修正方法
8日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
加工装置
18日前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
5日前
株式会社ディスコ
チップの加工方法
26日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
20日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社ディスコ
ウエーハの研削方法
29日前
株式会社荏原製作所
基板研磨装置および研磨パッド
28日前
株式会社チップトン
バレル研磨装置
25日前
株式会社ジェイテクト
研削システム
21日前
株式会社ディスコ
ウェーハの研磨方法
21日前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
清掃器具及び清掃方法
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ