TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024114320
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023020004
出願日
2023-02-13
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
19/02 20060101AFI20240816BHJP(研削;研磨)
要約
【課題】ワークに所定深さのスリットを形成する際の困難性を抑制することができる加工方法を提供すること。
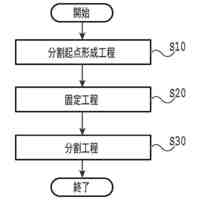
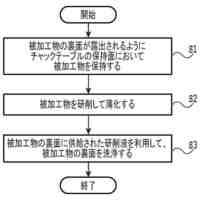
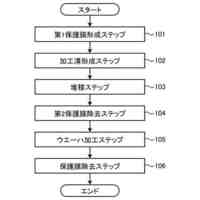
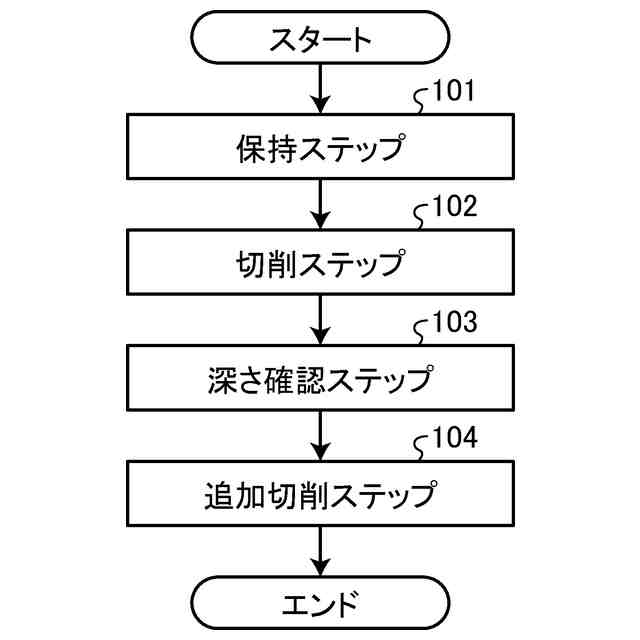
【解決手段】加工方法は、ワークの第2面側を保持ユニットで保持し第1面を露出させる保持ステップ101と、保持ステップ101を実施した後、切削ブレードをワークの外周縁に切り込ませ第1面から第2面に貫通し所定深さよりも浅いスリットを形成する切削ステップ102と、切削ステップ102を実施した後、保持ユニットで保持されたワークを撮像して切削ステップ102で形成されたスリットの深さを確認する深さ確認ステップ103と、深さ確認ステップ103で確認されたスリットの深さに基づいて切削ブレードでスリットを切削してスリットの深さを所定深さに形成する追加切削ステップ104とを備える。
【選択図】図4
特許請求の範囲
【請求項1】
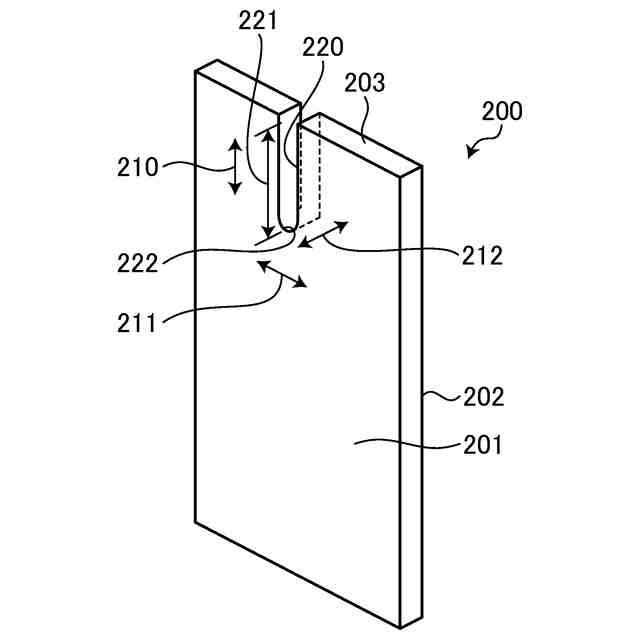
第1面と該第1面の背面の第2面とを有したワークに該第1面から該第2面に貫通するとともに該ワークの外周縁から所定深さのスリットを形成するワークの加工方法であって、
ワークの該第2面側を保持ユニットで保持し該第1面を露出させる保持ステップと、
該保持ステップを実施した後、切削ブレードをワークの外周縁に切り込ませ該第1面から該第2面に貫通し該所定深さよりも浅いスリットを形成する切削ステップと、
該切削ステップを実施した後、該保持ユニットで保持されたワークを撮像して該切削ステップで形成された該スリットの深さを確認する深さ確認ステップと、
該深さ確認ステップで確認された該スリットの深さに基づいて該切削ブレードで該スリットを切削して該スリットの深さを該所定深さに形成する追加切削ステップと、
を備えた加工方法。
続きを表示(約 120 文字)
【請求項2】
該追加切削ステップでは、該切削ブレードをワークの外周縁から該所定深さに切り込ませた後、該切削ブレードの中心の高さ位置がワークの下端から上端に至るように該切削ブレードをワークの厚み方向に相対移動させる、請求項1に記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークの外周縁から所定深さのスリットを形成する加工方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
ワークに所定深さのスリット加工を施す際に、切削装置(例えば、特許文献1参照)。が利用されている。
【0003】
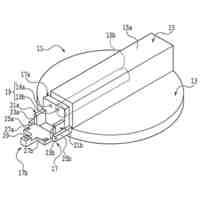
従来、切削装置は、ワークを立てた状態で両側から固定部材で挟み込んだ状態でワックスを用いてサブストレイト上に固定し、切削ブレードの先端を所定深さに位置づけて切削することでスリットを形成していた。
【先行技術文献】
【特許文献】
【0004】
特開2022-125618号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、従来のワークを立てた状態で両側から固定部材で挟み込んだ状態で固定する方法では、ワークを固定するのが難しく、ワークが傾いた状態で固定され、スリットの深さがばらつくことがあった。
【0006】
また、従来の方法では、スリットが所定深さに形成されたか否かの確認はワークをサブストレイトから取り外す必要があったため、深さが足りない場合等に追加工する際に再度固定しなければならず、改善が切望されていた。
【0007】
本発明の目的は、ワークに所定深さのスリットを形成する際の困難性を抑制することができる加工方法を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の加工方法は、第1面と該第1面の背面の第2面とを有したワークに該第1面から該第2面に貫通するとともに該ワークの外周縁から所定深さのスリットを形成するワークの加工方法であって、ワークの該第2面側を保持ユニットで保持し該第1面を露出させる保持ステップと、該保持ステップを実施した後、切削ブレードをワークの外周縁に切り込ませ該第1面から該第2面に貫通し該所定深さよりも浅いスリットを形成する切削ステップと、該切削ステップを実施した後、該保持ユニットで保持されたワークを撮像して該切削ステップで形成された該スリットの深さを確認する深さ確認ステップと、該深さ確認ステップで確認された該スリットの深さに基づいて該切削ブレードで該スリットを切削して該スリットの深さを該所定深さに形成する追加切削ステップと、を備えたことを特徴とする。
【0009】
前記加工方法において、該追加切削ステップでは、該切削ブレードをワークの外周縁から該所定深さに切り込ませた後、該切削ブレードの中心の高さ位置がワークの下端から上端に至るように該切削ブレードをワークの厚み方向に相対移動させても良い。
【発明の効果】
【0010】
本発明は、ワークに所定深さのスリットを形成する際の困難性を抑制することができるという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
洗浄装置
24日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
確認装置
3日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
冷却機構
3日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
研削方法
4日前
株式会社ディスコ
研削装置
5日前
株式会社ディスコ
拡張装置
9日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
分離装置
9日前
株式会社ディスコ
ポンプ機構
16日前
株式会社ディスコ
フレーム洗浄装置
23日前
株式会社ディスコ
エキスパンド方法
16日前
株式会社ディスコ
治具及び加工装置
3日前
株式会社ディスコ
テープの貼着方法
9日前
株式会社ディスコ
チップの製造方法
9日前
株式会社ディスコ
保持具及びケース
4日前
株式会社ディスコ
チャックテーブル
4日前
株式会社ディスコ
ウエーハの加工方法
18日前
株式会社ディスコ
被加工物の加工方法
16日前
株式会社ディスコ
被加工物の分割方法
3日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
11日前
株式会社ディスコ
ウェーハの研削方法
11日前
株式会社ディスコ
被加工物の処理方法
11日前
株式会社ディスコ
被加工物の加工方法
24日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
被加工物の研削方法
5日前
株式会社ディスコ
被加工物の研削方法
5日前
株式会社ディスコ
ウエーハの薄化方法
24日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
チャックテーブル機構
3日前
株式会社ディスコ
加工装置、及び加工方法
16日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ