TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115668
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021429
出願日
2023-02-15
発明の名称
研削システム
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
B24B
49/04 20060101AFI20240820BHJP(研削;研磨)
要約
【課題】研削加工の仕上げ工程におけるAE信号を取得することにより、工作物の表面性状を精度良く推定可能な研削システムを提供する。
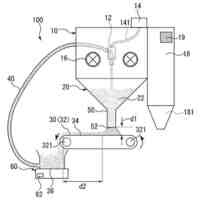
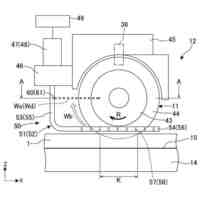
【解決手段】工作物Wを研削加工する研削盤2と、研削盤2から取得した工作物Wに関する信号を解析する解析装置90と、を備えた研削システム1であって、研削盤2は、砥石車Tを回転可能に保持する砥石軸52と、砥石軸52の先端に取付けられて、研削加工時に砥石車Tに発生するAE信号を取得するAEセンサSと、砥石車Tと工作物Wとを相対移動するための制御を行う制御装置80と、を備え、制御装置80は、少なくとも、仕上げ加工と、仕上げ加工よりも単位時間当たりの切込み量が大きな仕上げ前加工と、を実行し、解析装置90は、仕上げ加工の段階において取得されたAE信号を解析することにより、工作物Wの表面粗さRaを推定する、研削システム1。
【選択図】図1
特許請求の範囲
【請求項1】
工作物を研削加工する研削盤と、前記研削盤から取得した前記工作物に関する信号を解析する解析装置と、を備えた研削システムであって、
前記研削盤は、
前記工作物を研削加工する砥石車と、
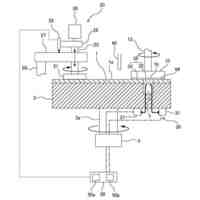
先端側において前記砥石車を回転可能に保持する砥石軸と、
前記砥石軸の先端に取付けられて、研削加工時に前記砥石車に発生するアコースティックエミッション信号(AE信号)を取得するAEセンサと、
前記砥石軸の先端に取付けられて、前記AEセンサから取得した前記AE信号を外部に無線通信する砥石側無線通信装置と、
前記砥石軸の先端に取付けられて、前記AEセンサおよび前記砥石側無線通信装置に電力を供給する電源装置と、
前記研削盤のうち前記砥石軸と異なる部分に取付けられるとともに、前記砥石側無線通信装置と無線通信する外部側無線通信装置と、
前記砥石車と前記工作物とを相対移動するための制御を行う制御装置と、を備え、
前記制御装置は、
前記工作物に対する単位時間当たりの切込み量を複数段階で減少させる制御を実行するものであって、
少なくとも、仕上げ加工と、前記仕上げ加工よりも単位時間当たりの切込み量が大きな仕上げ前加工と、を実行し、
前記解析装置は、
前記外部側無線通信装置が受信した前記AE信号を前記外部側無線通信装置から取得し、前記AE信号を解析することにより、前記仕上げ加工の段階において取得された前記AE信号を用いて、前記工作物の表面粗さを推定する、研削システム。
続きを表示(約 1,300 文字)
【請求項2】
前記仕上げ前加工および前記仕上げ加工の双方が、前記工作物に対して相対的に前記砥石車の送り動作を実行するものであって、
前記仕上げ加工の段階における前記工作物の単位時間当たりの切込み量が、前記仕上げ前加工の段階における前記工作物の単位時間当たりの切込み量よりも少ない、請求項1に記載の研削システム。
【請求項3】
前記仕上げ前加工は、粗研加工段階と、精研加工段階と、を含み、
前記仕上げ加工は、微研加工段階を含む、請求項2に記載の研削システム。
【請求項4】
前記制御装置は、前記砥石車を、前記工作物に対して、前記工作物の径方向に相対的に移動させるプランジ加工を実行し、
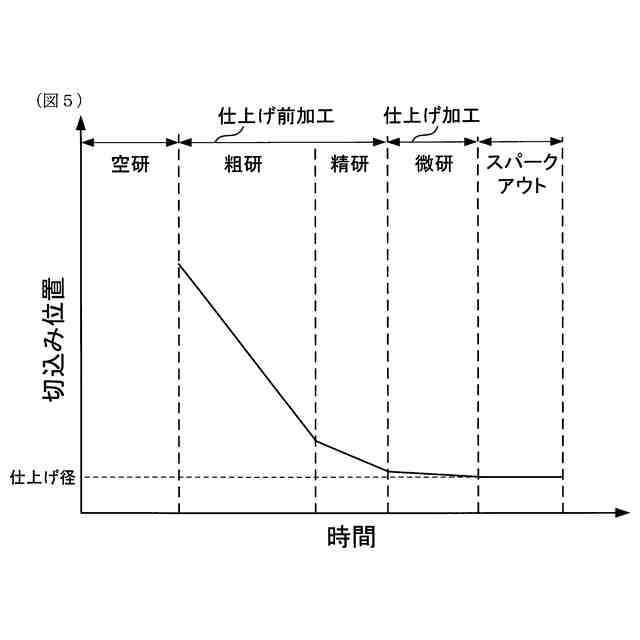
前記プランジ加工は、粗研加工段階、精研加工段階、微研加工段階、およびスパークアウト加工段階を含み、
前記仕上げ前加工は、粗研加工段階と、精研加工段階と、を含み、
前記仕上げ加工は、微研加工段階を含む、請求項3に記載の研削システム。
【請求項5】
前記制御装置は、
前記仕上げ前加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の径方向に相対的に移動させるプランジ加工を実行し、
前記仕上げ加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の径方向に相対的に移動させるプランジ加工を実行する、請求項3に記載の研削システム。
【請求項6】
前記制御装置は、
前記仕上げ前加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の径方向に相対的に移動させるプランジ加工を実行し、
前記仕上げ加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の軸方向に相対的に移動させるトラバース加工を実行する、請求項3に記載の研削システム。
【請求項7】
前記制御装置は、
前記仕上げ前加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の軸方向に相対的に移動させるトラバース加工を実行し、
前記仕上げ加工の段階において、前記砥石車を、前記工作物に対して、前記工作物の軸方向に相対的に移動させるトラバース加工を実行する、請求項3に記載の研削システム。
【請求項8】
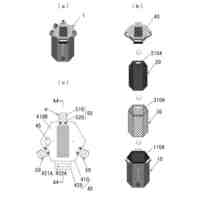
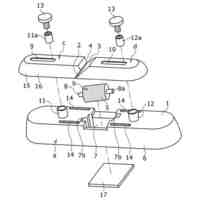
さらに、前記砥石軸の先端に着脱可能なモジュールを備え、
前記モジュールは、
前記AEセンサ、前記砥石側無線通信装置、および前記電源装置を内部に収容する収容空間と、
前記収容空間の開口部に取付けられて前記収容空間を密閉するカバー部材と、を備える、請求項1に記載の研削システム。
【請求項9】
前記電源装置は、前記砥石軸の回転により発電する発電装置を備える、請求項8に記載の研削システム。
【請求項10】
前記解析装置は、
前記仕上げ加工の段階で取得された前記AE信号について統計演算することによって得られた尖り度を用いて、前記工作物の表面粗さを推定する、請求項1に記載の研削システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削システムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
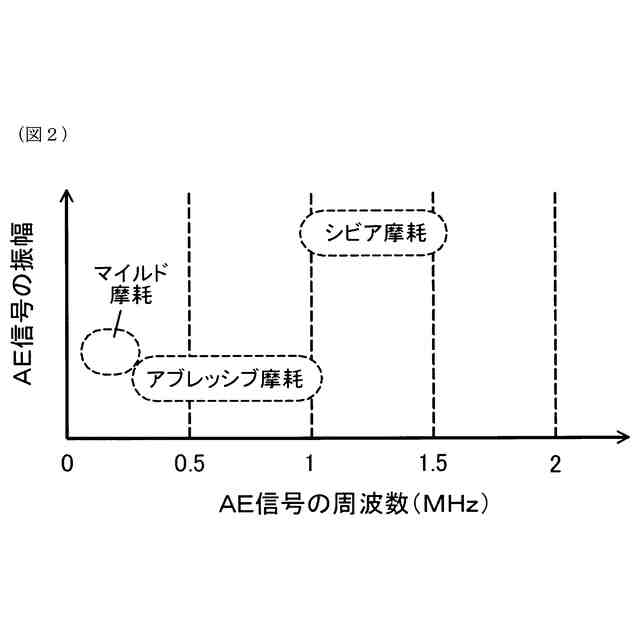
工作機械の砥石車を用いて工作物を研削加工する場合、砥石車の劣化が生じて研削加工の精度が低下する恐れがある。従って、砥石車の劣化を管理し、砥石車の修正を適宜行うことにより、工作物の研削加工の精度を維持することは重要である。このため、特許文献1には、砥石車による工作物の研削加工に伴い、周波数特性を有して発生するアコースティックエミッション(Acoustec Emission:AE)を表すアコースティックエミッション信号(以下、「AE信号」と呼称する。)を取得し、砥石車が工作物を研削加工した際の加工状態を推定する技術が開示されている。
【0003】
上記の技術によれば、砥石車による工作物の研削加工中に発生するAE信号を取得し、取得したAE信号を解析することによって、工作物の研削加工の状態を推定することができる。これにより、推定される研削加工の状態に基づいて砥石車を修正するタイミングを設定することが可能になると期待された。
【先行技術文献】
【特許文献】
【0004】
特開2022-147692号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の技術においては、AE信号を取得するAEセンサは研削加工の加工点から離れた心押台に配置されていた。このため、研削加工の加工点で発生したAE信号が、AEセンサが配置された心押台まで伝達される過程で減衰することにより、AE信号を取得しにくくなる恐れがある。
【0006】
上記のAE信号には、工作物の表面性状と相関する情報が含まれている。最終加工工程が終了した完成時における工作物の表面性状は、研削加工の最終工程の直近の工程のうち、最終加工工程に近いほど相関性が高い。このため、最終加工工程の直近の工程のうち、最終加工工程に近い工程におけるAE信号を取得することが望まれる。これにより、最終加工工程終了時の工作物の表面性状に強く相関するAE信号を取得できると期待される。
【0007】
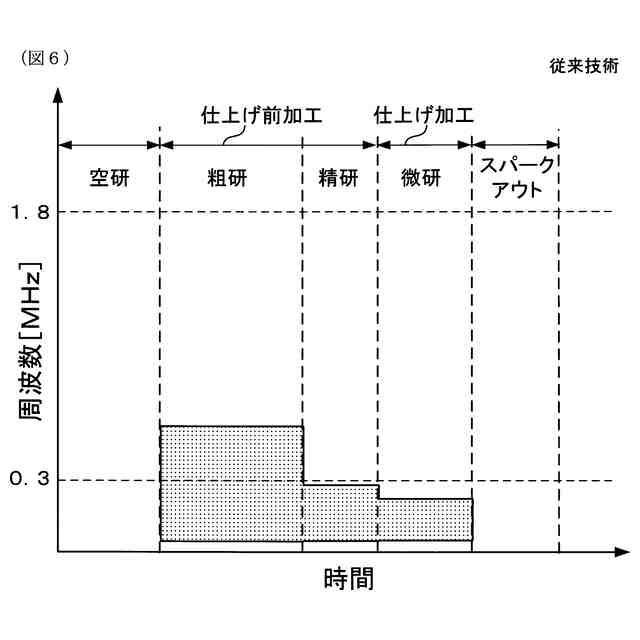
一般に、高精度な仕上げ加工面を要求される研削加工は、徐々に単位時間当たりの研削量を少なくしていくように、複数の加工工程を順次行ように構成されている。工作物の表面性状は、加工工程が進むにしたがって、より表面粗さの良好な状態に加工されていく。このため、研削加工が最終加工工程に近付くほど、発生するAE信号も微弱になりやすい。
【0008】
しかも、上記したように、従来技術においては、AEセンサが、研削加工の加工点から離れた心押台に配置されていたため、研削加工の仕上げ工程において発生する微弱なAE信号を取得しにくくなることが懸念される。
【0009】
本発明は、かかる課題に鑑みてなされたものであり、研削加工の仕上げ工程におけるAE信号を取得することにより、工作物の表面性状を精度良く推定可能な研削システムを提供しようとするものである。
【課題を解決するための手段】
【0010】
本発明の一態様は、
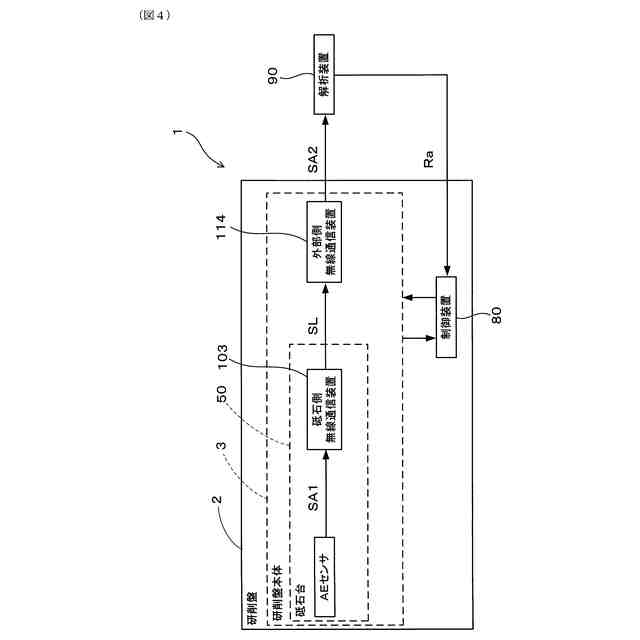
工作物を研削加工する研削盤と、前記研削盤から取得した前記工作物に関する信号を解析する解析装置と、を備えた研削システムであって、
前記研削盤は、
前記工作物を研削加工する砥石車と、
先端側において前記砥石車を回転可能に保持する砥石軸と、
前記砥石軸の先端に取付けられて、研削加工時に前記砥石車に発生するアコースティックエミッション信号(AE信号)を取得するAEセンサと、
前記砥石軸の先端に取付けられて、前記AEセンサから取得した前記AE信号を外部に無線通信する砥石側無線通信装置と、
前記砥石軸の先端に取付けられて、前記AEセンサおよび前記砥石側無線通信装置に電力を供給する電源装置と、
前記研削盤のうち前記砥石軸と異なる部分に取付けられるとともに、前記砥石側無線通信装置と無線通信する外部側無線通信装置と、
前記砥石車と前記工作物とを相対移動するための制御を行う制御装置と、を備え、
前記制御装置は、
前記工作物に対する単位時間当たりの切込み量を複数段階で減少させる制御を実行するものであって、
少なくとも、仕上げ加工と、前記仕上げ加工よりも単位時間当たりの切込み量が大きな仕上げ前加工と、を実行し、
前記解析装置は、
前記外部側無線通信装置が受信した前記AE信号を前記外部側無線通信装置から取得し、前記AE信号を解析することにより、前記仕上げ加工の段階において取得された前記AE信号を用いて、前記工作物の表面粗さを推定する、研削システムにある。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
株式会社カルテックス
ブラスト装置
20日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
処理装置
2か月前
AGC株式会社
研磨装置およびガラス基板
27日前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
ノリタケ株式会社
砥石及びその製造方法
25日前
株式会社ディスコ
研磨装置
2か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工方法
25日前
株式会社チップトン
遠心バレル研磨機
14日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社マキタ
携帯用加工機
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削方法
2か月前
株式会社ツールテックス
ダイヤモンドドレッサの製造方法
1か月前
株式会社ジェイテクト
研削装置
25日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
保持面修正方法
8日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
CMP装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ