TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024101778
公報種別
公開特許公報(A)
公開日
2024-07-30
出願番号
2023005906
出願日
2023-01-18
発明の名称
CMP装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
B24B
49/10 20060101AFI20240723BHJP(研削;研磨)
要約
【課題】研磨不良が発生する無駄な研磨加工を未然に回避可能な研磨装置を提供する。
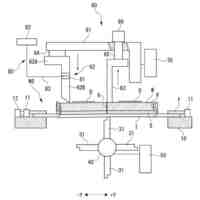
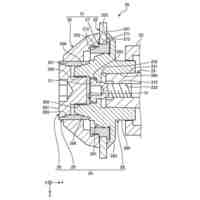
【解決手段】研磨装置1は、ウェーハWを保持するチャックテーブル10と、ウェーハWの上面全面を覆う研磨パッド20の研磨面21でウェーハWを研磨する研磨機構100と、研磨面21に研磨液を供給する研磨液供給機構200を備える。研磨パッド20は、中央に形成される研磨液供給口と、研磨面21に格子状に形成される供給溝を備える。研磨液供給機構200は、スピンドル31の中心を貫通しその下端を研磨パッド20の研磨液供給口に接続する研磨液供給路61と、研磨液供給路61の上方から研磨液供給路61内に研磨液を入れる研磨液ノズル63と、研磨液供給路61に研磨液が満たされていることを検知し、研磨面21に所定量の研磨液が供給されていないと判断する研磨液不足判断部70を備える。
【選択図】図2
特許請求の範囲
【請求項1】
研磨パッドに研磨液を供給してウェーハを研磨する研磨装置であって、
保持面によってウェーハを保持するチャックテーブルと、該ウェーハの上面全面を覆う研磨パッドの研磨面で該ウェーハを研磨する研磨機構と、該研磨面に研磨液を供給する研磨液供給機構と、を備え、
該研磨パッドは、中央に形成される研磨液供給口と、該研磨液供給口に連通し該研磨面に格子状に形成される供給溝と、を備え、
該研磨液供給機構は、
該研磨パッドを下端に装着し回転させるスピンドルの中心を貫通し該下端を該研磨パッドの該研磨液供給口に接続する研磨液供給路と、
該研磨液供給路の上方から該研磨液供給路内に研磨液を入れる研磨液ノズルと、
該研磨液供給路に下端から内部に該研磨液が満たされていることを検知し、該研磨面に所定量の該研磨液が供給されていないと判断する研磨液不足判断部と、を備える、
研磨装置。
続きを表示(約 360 文字)
【請求項2】
該研磨液不足判断部は、
該研磨液供給路の上端に接続するカップと、該カップに溜まった研磨液を検知する研磨液センサと、を備え、
該研磨液供給路の下端から内部に該研磨液が満たされ上端の該カップに溜まった該研磨液を該研磨液センサで検知し、該研磨面に該研磨液が供給されていないと判断する、請求項1記載の研磨装置。
【請求項3】
該研磨液ノズルは、該研磨液供給路の内壁に非接触で所定の深さに挿入させる長さを有し、
該研磨液不足判断部は、該研磨液供給路に直流電力の一方の電極を接続し、該研磨液ノズルに直流電力の他方の電極を接続し、該研磨液によって該研磨液供給路と該研磨液ノズルが通電した際に、該研磨面に該研磨液が供給されていないと判断する、
請求項1記載の研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、CMP装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
化学的機械研磨(Chemical Mechanical Polishing:CMP)を行うCMP装置は、チャックテーブルに保持されたウェーハにスラリーと呼ばれる研磨液を供給しながら研磨パッドでウェーハを研磨する。
【0003】
研磨パッドの中央に設けられた供給口からウェーハ上へ供給された研磨液は、研磨パッドの研磨面に形成された供給溝に沿って流れることで、ウェーハ全体に供給される。これにより、ウェーハ全体が良好に研磨される。
【0004】
このようなCMP装置は、例えば、特許文献1、特許文献2などに記載されていて、例えば、ウェーハを薄化するための裏面研削後にストレスリリーフなどで使用される。
【先行技術文献】
【特許文献】
【0005】
特開2019-102687号公報
特開2018-153879号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
CMP装置では、研磨レートを維持するために、研磨パッドに対してドレッシングと呼ばれるメンテナンスが行われる。ドレッシングは、研磨面をダイヤモンド砥石などで研削することで粗くする作業であるが、この作業によって研磨面に形成されている供給溝が浅くなってしまうことがある。供給溝が浅くなると、ウェーハと研磨パッドの間に十分な量の研磨液が供給されず、研磨不良が発生してしまう。
【0007】
本発明はかかる点に鑑みてなされたものであり、研磨不良が発生する無駄な研磨加工を未然に回避可能な研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様の研磨装置は、研磨パッドに研磨液を供給してウェーハを研磨する研磨装置であって、保持面によってウェーハを保持するチャックテーブルと、該ウェーハの上面全面を覆う研磨パッドの研磨面で該ウェーハを研磨する研磨機構と、該研磨面に研磨液を供給する研磨液供給機構と、を備え、該研磨パッドは、中央に形成される研磨液供給口と、該研磨液供給口に連通し該研磨面に格子状に形成される供給溝と、を備え、該研磨液供給機構は、該研磨パッドを下端に装着し回転させるスピンドルの中心を貫通し該下端を該研磨パッドの該研磨液供給口に接続する研磨液供給路と、該研磨液供給路の上方から該研磨液供給路内に研磨液を入れる研磨液ノズルと、該研磨液供給路に下端から内部に該研磨液が満たされていることを検知し、該研磨面に所定量の該研磨液が供給されていないと判断する研磨液不足判断部と、を備える。
【発明の効果】
【0009】
本発明によれば、研磨不良が発生する無駄な研磨加工を未然に回避することができる。
【図面の簡単な説明】
【0010】
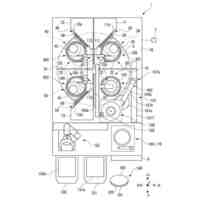
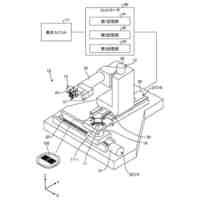
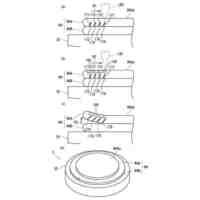
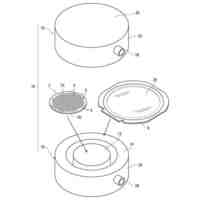
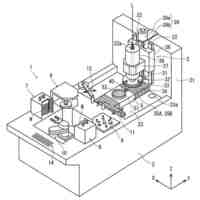
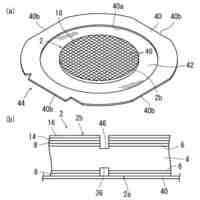
第1の実施形態に係る研磨装置の斜視図である。
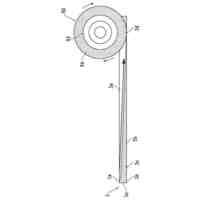
第1の実施形態に係る研磨装置の断面図である。
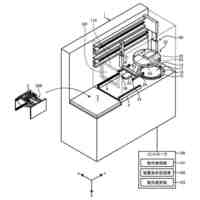
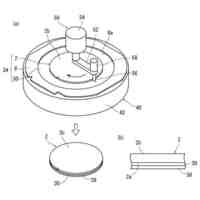
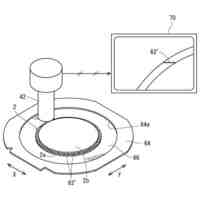
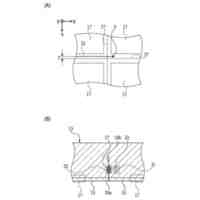
研磨パッドの研磨面側からみた底面図である。
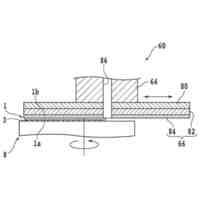
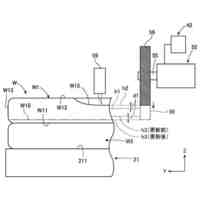
第2の実施形態に係る研磨装置の変形例の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
貼着方法
9日前
株式会社ディスコ
切削装置
9日前
株式会社ディスコ
被覆装置
9日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
研削装置
10日前
株式会社ディスコ
処理システム
16日前
株式会社ディスコ
湾曲矯正方法
11日前
株式会社ディスコ
板状物の加工方法
9日前
株式会社ディスコ
保護シート貼着方法
12日前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社ディスコ
被加工物の加工方法
12日前
株式会社ディスコ
保護シート貼着方法
12日前
株式会社ディスコ
被加工物の加工方法
9日前
株式会社ディスコ
洗浄機及び洗浄方法
11日前
株式会社ディスコ
研磨装置及び研磨方法
9日前
株式会社ディスコ
試験装置及び試験方法
11日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
4日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
10日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
2日前
株式会社ディスコ
フランジ機構、切削装置及び切削ブレード
9日前
株式会社ディスコ
ウエーハの加工方法及びチップの製造方法
17日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
9日前
株式会社ディスコ
エッジトリミング方法及びエッジトリミング装置
10日前
株式会社ディスコ
レーザ加工方法、基板の製造方法及びレーザ加工装置
10日前
株式会社ディスコ
保護膜形成方法
2日前
個人
バレル研磨用メディア材
22日前
株式会社リブラ
ブラスト加工装置
19日前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
18日前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
日本特殊研砥株式会社
超弾性砥石
12日前
NTN株式会社
加工装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ