TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024126383
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034719
出願日
2023-03-07
発明の名称
加工装置及び加工方法
出願人
株式会社雄飛
代理人
個人
,
個人
,
個人
主分類
B24B
9/00 20060101AFI20240912BHJP(研削;研磨)
要約
【課題】ウェーハの端面全体を目標とする形状に精密に研磨することができる加工装置等を提供する。
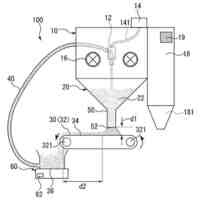
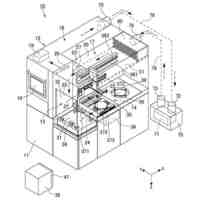
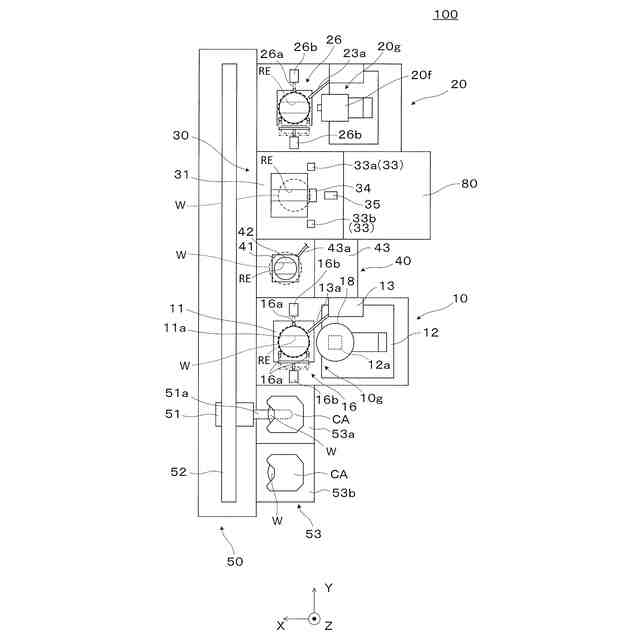
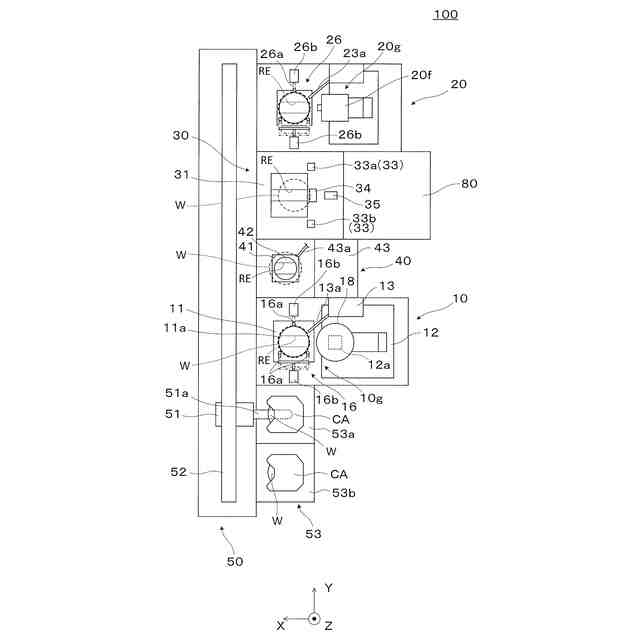
【解決手段】加工装置100は、ウェーハWの端面に対して研削加工を行う砥石部材18と、ウェーハW及び砥石部材18を回転させつつ相対的に変位させる第1駆動装置10gとを有する端面研削装置10と、ウェーハWの端面に対して研磨加工を行う研磨テープと、研磨テープを移動させつつウェーハWの端面に付勢するテープ供給装置20fと、ウェーハWを回転させつつ、ウェーハW及びテープ供給装置20fを相対的に変位させる第2駆動装置20gとを有する端面研磨装置20と、ウェーハWの外縁部の接線方向からみたエッジ形状を測定する形状測定装置30とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
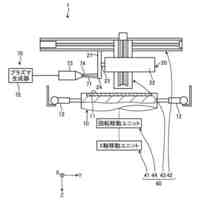
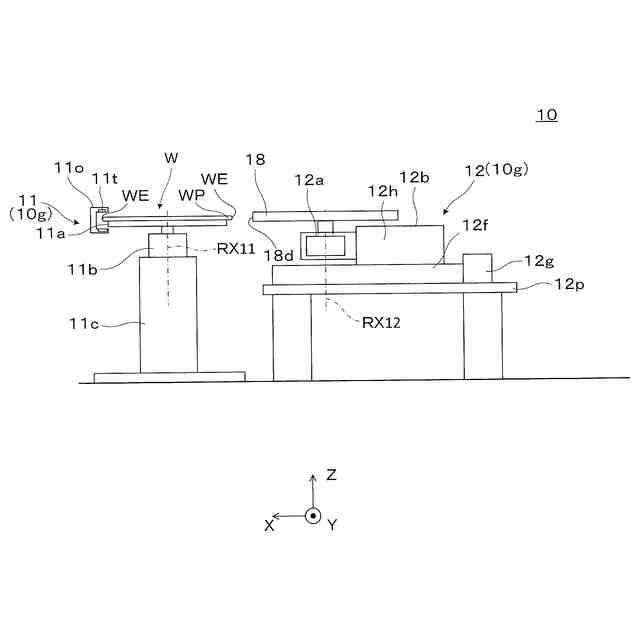
ウェーハの端面に対して研削加工を行う砥石部材と、前記ウェーハ及び前記砥石部材を回転させつつ相対的に変位させる第1駆動装置とを有する端面研削装置と、
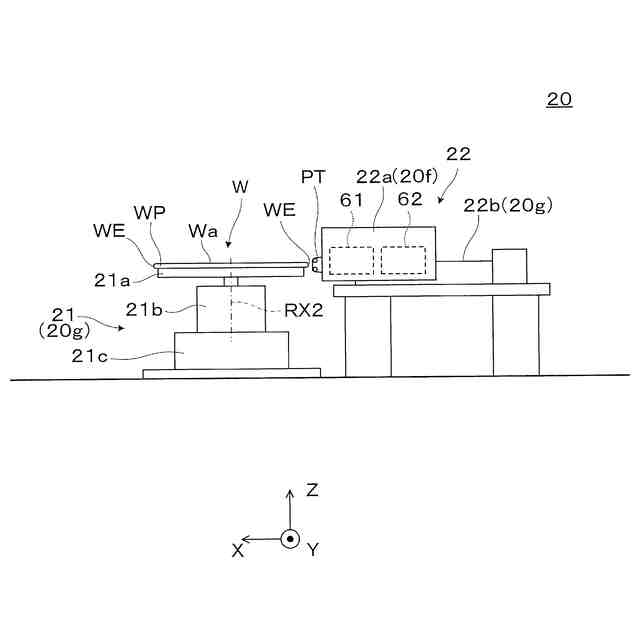
前記ウェーハの前記端面に対して研磨加工を行う研磨テープと、前記研磨テープを移動させつつ前記ウェーハの前記端面に付勢するテープ供給装置と、前記ウェーハを回転させつつ、前記ウェーハ及び前記テープ供給装置を相対的に変位させる第2駆動装置とを有する端面研磨装置と、
前記ウェーハの外縁部の接線方向からみたエッジ形状を測定する形状測定装置と
を備える加工装置。
続きを表示(約 680 文字)
【請求項2】
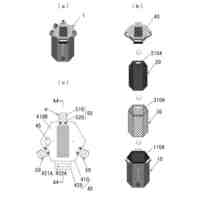
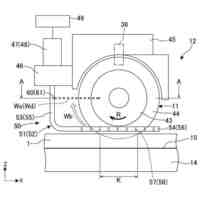
前記テープ供給装置は、前記研磨テープの送り方向に関して互いに離間し、かつ、前記ウェーハの径方向に関して相対的に変位し、前記研磨テープを裏面からそれぞれ支持して前記ウェーハの端面に対する前記研磨テープの傾斜角度を変更する2つのローラを有する、請求項1に記載の加工装置。
【請求項3】
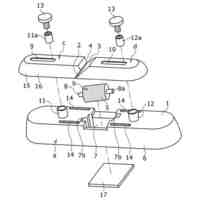
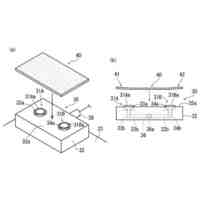
前記形状測定装置は、前記ウェーハの外縁部が配置される観察点を挟んで前記ウェーハの前記外縁部の接線方向に沿って対向して配置される照明部材とカメラとを有する、請求項1に記載の加工装置。
【請求項4】
前記形状測定装置は、カメラによって得た画像から前記ウェーハの前記外縁部における縦断面の輪郭形状に関して寸法情報を得る、請求項3に記載の加工装置。
【請求項5】
前記ウェーハを洗浄する洗浄装置と、
前記端面研削装置と、前記端面研磨装置と、前記形状測定装置と、前記洗浄装置とに前記ウェーハを搬送する搬送装置とを備える、請求項1に記載の加工装置。
【請求項6】
前記端面研削装置は、前記ウェーハを支持するテーブルと、前記テーブルに対して前記ウェーハを位置決めする位置決め装置とを備える、請求項1に記載の加工装置。
【請求項7】
ウェーハの端面に対して砥石部材によって研削加工を行い、
形状測定装置によって研削後の前記ウェーハの外縁部における縦断面の輪郭形状を測定し、
研削が完了した前記ウェーハの前記端面に対して、研磨テープによって研磨加工を行う、加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハ端面の研削及び研磨を行う加工装置及び加工方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
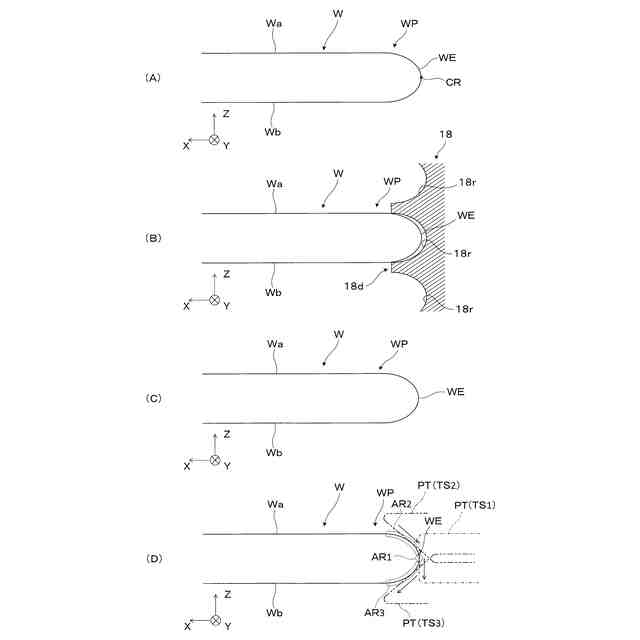
近年、ウェーハ端面研磨装置を用いて、ウェーハの端面を研磨して不要な膜や表面荒れを除去することが行われている。例えば、従来のウェーハ端面研磨装置では、ウェーハの中心軸を回転軸として当該ウェーハを回転させ、ウェーハの厚み方向に移送している研磨テープをウェーハの端面に摺接させて、ウェーハの端面を円弧状に研磨している(例えば、特許文献1)。
【0003】
また、従来のウェーハ端面研磨装置は、ウェーハを挟む位置に下可変ローラと上可変ローラとを配置し、下可変ローラと上可変ローラとの間に張架された研磨テープをウェーハの厚み方向に移送させるとともに、下可変ローラ及び上可変ローラの各々がウェーハの端面に近づく方向に移動可能に設けられている。これにより、ウェーハ端面研磨装置では、下可変ローラ及び上可変ローラを個別にウェーハに近づけることで、ウェーハの端面に対する研磨テープの傾斜角度を自在に変更し、ウェーハの端面が適切な形状になるように研磨することができる。
【0004】
しかしながら、従来のウェーハ端面研磨装置は、ウェーハ端面研削装置との連携が考慮されず、ウェーハの端面全体を目標とする形状に精密に研磨することは容易でない。
【先行技術文献】
【特許文献】
【0005】
特開2005-186176号公報
【発明の概要】
【0006】
本発明は、上記背景技術に鑑みてなされたものであり、ウェーハの端面全体を目標とする形状に精密に研磨することができる加工装置等を提供すること目的とする。
【0007】
上記目的を達成するため、本発明に係る加工装置は、ウェーハの端面に対して研削加工を行う砥石部材と、ウェーハ及び砥石部材を回転させつつ相対的に変位させる第1駆動装置とを有する端面研削装置と、ウェーハの端面に対して研磨加工を行う研磨テープと、研磨テープを移動させつつウェーハの端面に付勢するテープ供給装置と、ウェーハを回転させつつ、ウェーハ及びテープ供給装置を相対的に変位させる第2駆動装置とを有する端面研磨装置と、ウェーハの外縁部の接線方向からみたエッジ形状を測定する形状測定装置とを備える。
【0008】
上記加工装置では、形状測定装置がウェーハの外縁部の接線方向からみたエッジ形状を測定するので、端面研削装置による研削後のウェーハの外縁部のエッジ形状を確認しつつ、適切なタイミングで端面研磨装置によるウェーハの端面のテープ研磨が可能になり、ウェーハの端面を目標とする形状に精密に加工することができる。
【0009】
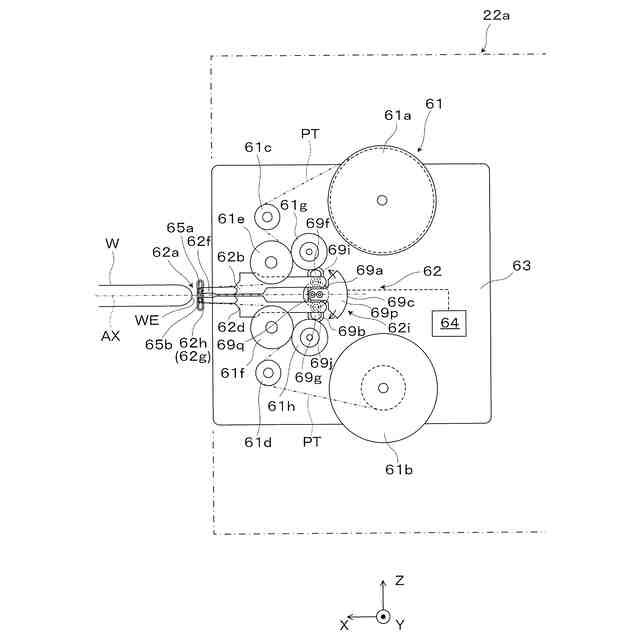
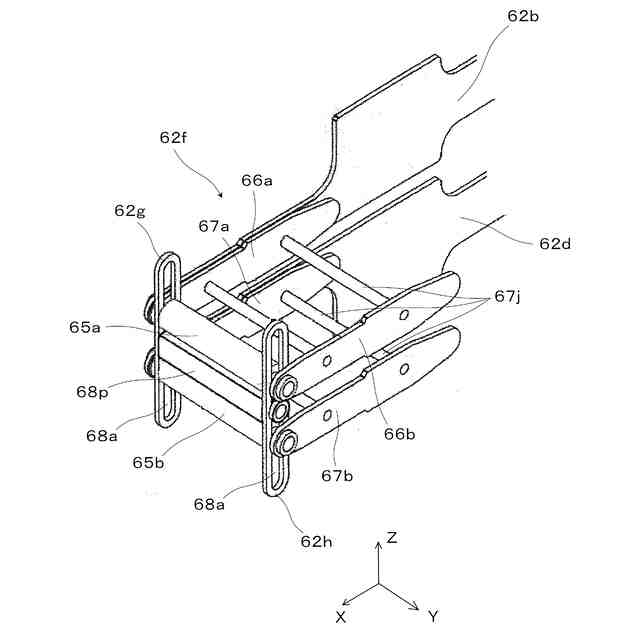
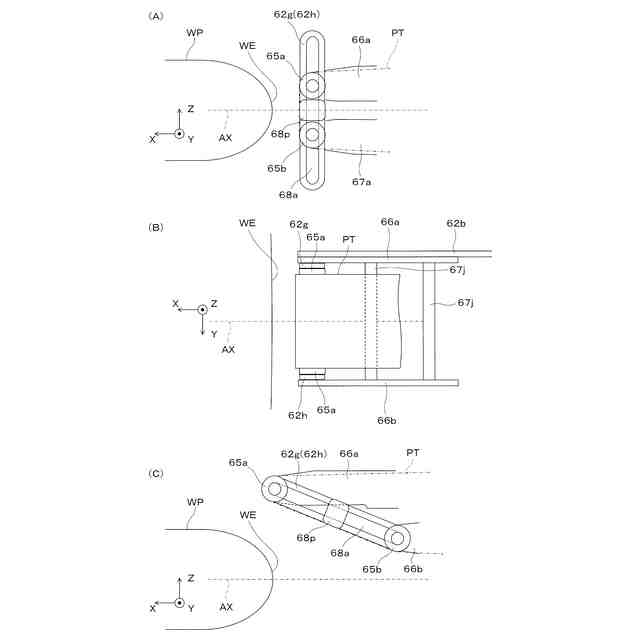
本発明の具体的な側面では、上記加工装置において、テープ供給装置は、研磨テープの送り方向に関して互いに離間し、かつ、ウェーハの径方向に関して相対的に変位し、研磨テープを裏面からそれぞれ支持してウェーハの端面に対する研磨テープの傾斜角度を変更する2つのローラを有する。この場合、ウェーハの端面に対する研磨テープの傾斜角度を自在に変更することができ、ウェーハの端面の形状に関わらず端面を滑らかに加工することができる。
【0010】
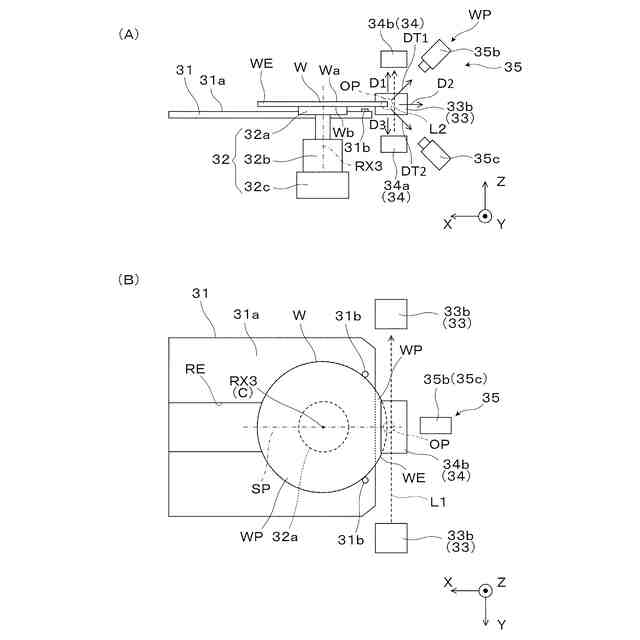
本発明の別の側面では、形状測定装置は、ウェーハの外縁部が配置される観察点を挟んでウェーハの外縁部の接線方向に沿って対向して配置される照明部材とカメラとを有する。この場合、接線方向から加工状態を観察することができ、ウェーハの端面の形状が目的の状態か否かの判定が容易になる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社雄飛
加工装置及び加工方法
4日前
個人
回転ヤスリ
22日前
株式会社東京精密
研削装置
5日前
株式会社東京精密
研削装置
5日前
UHT株式会社
駆動工具
15日前
個人
カッター
19日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
27日前
三菱マテリアル株式会社
バレル研磨用容器
12日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
11日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
株式会社雄飛
加工装置及び加工方法
4日前
AGC株式会社
研磨装置およびガラス基板
1か月前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
切削装置
今日
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社チップトン
遠心バレル研磨機
21日前
株式会社ディスコ
研削方法
1か月前
株式会社ディスコ
研削方法
1か月前
新東工業株式会社
積層造形品の処理方法
今日
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
携帯用加工機
27日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
保持面修正方法
15日前
株式会社ディスコ
研削装置
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
27日前
株式会社ディスコ
CMP装置
1か月前
株式会社ディスコ
チップの加工方法
1か月前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ