TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024078573
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191009
出願日
2022-11-30
発明の名称
鋼板研磨装置および研磨方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B24B
7/12 20060101AFI20240604BHJP(研削;研磨)
要約
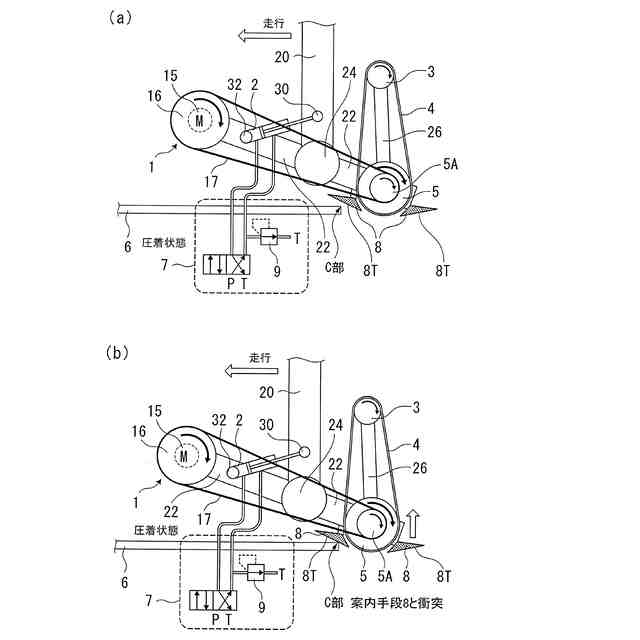
【課題】走行式の鋼板研磨装置において、鋼板の端部から表面側での削り残しや鋼板の端部での走行停止を伴わずに押し付けロールと鋼板の端部との衝突を回避すること。
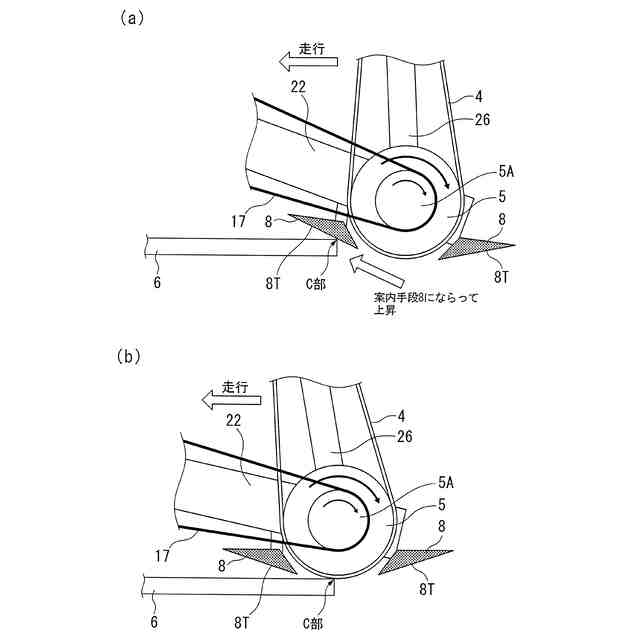
【解決手段】油圧シリンダ2で押し付けロール5を介し研磨ベルト4に押圧力を付与する走行式の鋼板研磨装置において、押し付けロール5の走行方向の前方および後方に、鋼板6の端部に沿わせるテーパ面8T付き案内手段8を備える。また、油圧シリンダ2の配管に設定圧以上の圧力を開放するリリーフ弁9を備える。
【選択図】図1
特許請求の範囲
【請求項1】
押し付けロールにより研磨ベルトに押圧力を付与する走行式の鋼板研磨装置において、
前記押し付けロールの走行方向の前方および後方に案内手段を備えたことを特徴とする鋼板研磨装置。
続きを表示(約 1,000 文字)
【請求項2】
前記案内手段は、前記鋼板の端部に沿わせるテーパ面を有することを特徴とする請求項1に記載の鋼板研磨装置。
【請求項3】
前記押圧力を前記押し付けロールに付与する油圧シリンダを備えることを特徴とする請求項1または2に記載の鋼板研磨装置。
【請求項4】
前記油圧シリンダの配管に設定圧以上の圧力を開放するリリーフ弁を備えることを特徴とする請求項3に記載の鋼板研磨装置。
【請求項5】
前記押圧力:0.5~2.0kN、前記押し付けロールのロール径:φ250~350mm、前記押し付けロールのロール回転速度:1000~2000rpmおよび前記走行に係る走行速度:10~20m/minのうち少なくとも一つを満たすことを特徴とする請求項3に記載の鋼板研磨装置。
【請求項6】
前記押圧力:0.5~2.0kN、前記押し付けロールのロール径:φ250~350mm、前記押し付けロールのロール回転速度:1000~2000rpmおよび前記走行に係る走行速度:10~20m/minのうち少なくとも一つを満たすことを特徴とする請求項4に記載の鋼板研磨装置。
【請求項7】
請求項3に記載の鋼板研磨装置を用い、前記研磨の開始前に前記押圧力の付与下で前記鋼板の被研磨面よりも低位置から前記走行を開始し、前記鋼板の端部に前記案内手段のテーパ面を沿わせて前記押し付けロールを前記被研磨面まで上昇させることを特徴とする鋼板研磨方法。
【請求項8】
請求項4に記載の鋼板研磨装置を用い、前記研磨の開始前に前記押圧力の付与下で前記鋼板の被研磨面よりも低位置から前記走行を開始し、前記鋼板の端部に前記案内手段のテーパ面を沿わせて前記押し付けロールを前記被研磨面まで上昇させることを特徴とする鋼板研磨方法。
【請求項9】
前記鋼板の端部に前記案内手段のテーパ面を沿わせることにより前記押し付けロールが上昇する際に、前記押圧力を調整することを特徴とする請求項7に記載の鋼板研磨方法。
【請求項10】
前記鋼板の端部に前記案内手段のテーパ面を沿わせることにより前記押し付けロールが上昇する際に、前記押圧力を調整することを特徴とする請求項8に記載の鋼板研磨方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板表面を走行して研磨する研磨装置およびそれを用いた研磨方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
鉄鋼製品の製造工程において、鋼板の表面のスケールを除去し、または鋼板の表面疵を研磨する、いわゆる鋼板表面の手入れ作業の手段として、砥粒入りの研磨ベルトを押し付けロールで鋼板表面に押し付けて研磨する技術が行われている。この作業の効率向上のため、走行式の鋼板研磨装置も広く適用されている(例えば特許文献1参照)。
【0003】
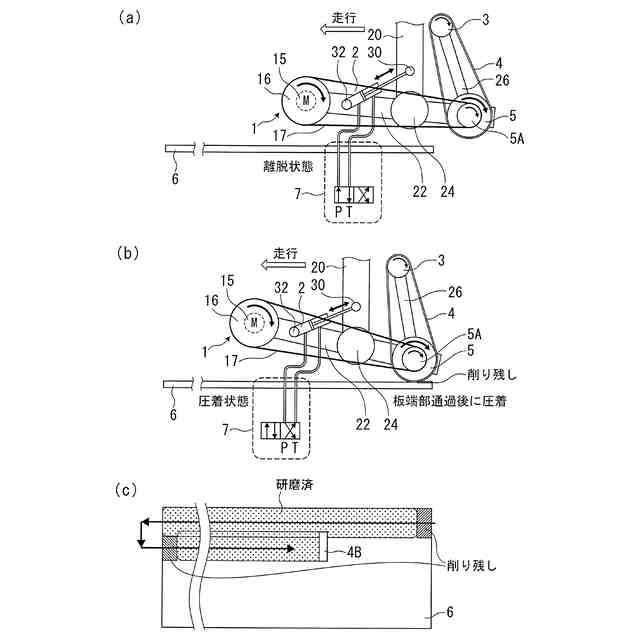
しかし、従来の装置では、押し付けロールと鋼板の端部との衝突を避けようとすると、鋼板の端部から表面側に生じる削り残しの再研磨や、鋼板の端部での走行停止を要し、研磨能率が阻害されるという問題があった。ここで、鋼板の端部とは、鋼板の表面と端面とが交わる線状部を指す。
【先行技術文献】
【特許文献】
【0004】
特開平7-164318号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、上記の問題を解決し、鋼板の端部から表面側での削り残しや鋼板の端部での走行停止を伴わずに押し付けロールと鋼板の端部との衝突を回避する鋼板研磨装置および鋼板研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
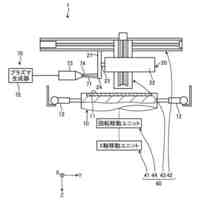
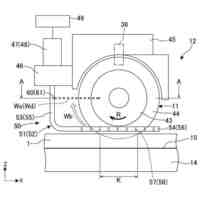
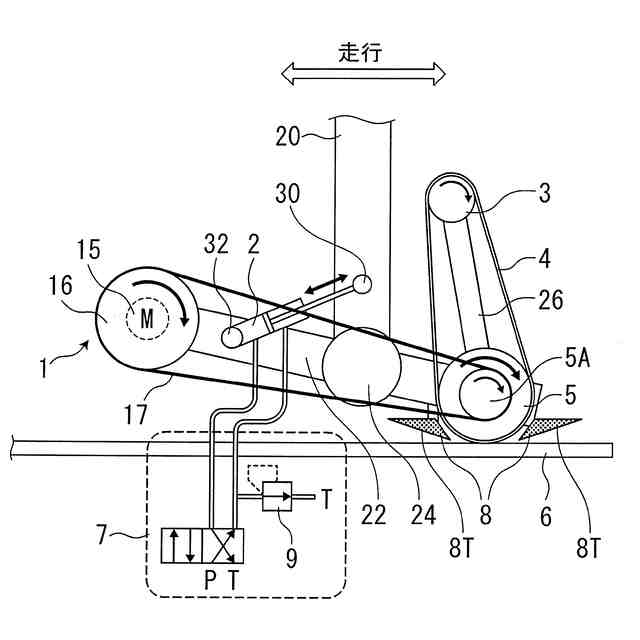
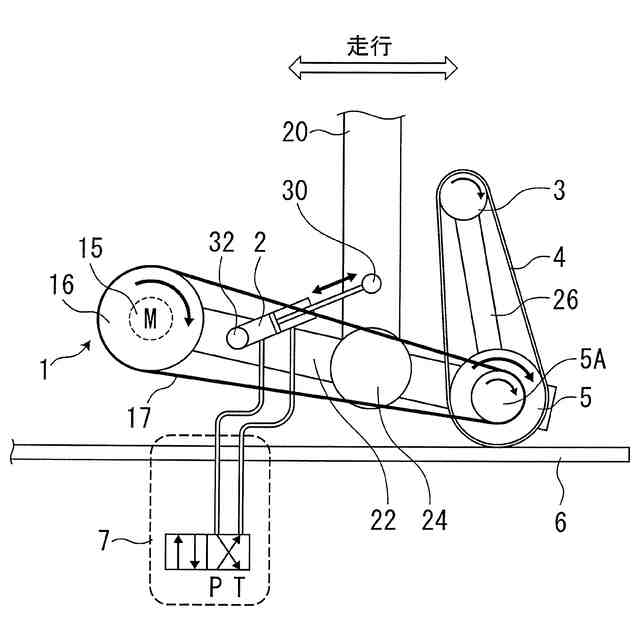
本発明者らは、前記課題を解決するために、図4に示すような鋼板研磨装置を用いて検討を行った。本装置は、押し付けロール5により研磨ベルト4に押圧力を付与する走行式の鋼板研磨装置である。
【0007】
前記押圧力にて研磨ベルト4を鋼板6の表面に押圧した状態で走行する仕組みとして、図4の鋼板研磨装置は、走行部材20、傾動部材22、走行支持駆動手段(図示せず)、アイドルロール3、研磨ベルト駆動手段1、油圧シリンダ2および油圧機構7を備える。
【0008】
走行部材20は、その上端部を走行支持駆動手段(図示せず)で支持され、走行方向(紙面左右方向)および走行方向と直交する方向(紙面奥行方向)に移動する。走行部材20の下端部には傾動部材22を固定する回動自在な回動支点部24を備え、傾動部材22は、回動支点部24の周りに傾転自在である。
【0009】
傾動部材22の一端部は、押し付けロール5を回転自在に支持し、研磨ベルト4は無端であってこれを緊張状態に保持する必要性から、押し付けロール5と相対して共に無端の研磨ベルト4を巻き付けるアイドルロール3を備える。アイドルロール3は傾動部材22に固定された連結部材26で押し付けロール5と連結され、押し付けロール5との間隔は調整可能である。
【0010】
研磨ベルト駆動手段1は、傾動部材22の他端部で支持されるモータ15、モータ15で駆動回転されるプーリ16およびプーリ16の回転を押し付けロール5のロール軸5Aに伝える回転伝達ベルト17を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
22日前
株式会社東京精密
研削装置
5日前
株式会社東京精密
研削装置
5日前
UHT株式会社
駆動工具
15日前
個人
カッター
19日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
27日前
三菱マテリアル株式会社
バレル研磨用容器
12日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
11日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
株式会社雄飛
加工装置及び加工方法
4日前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社ディスコ
切削装置
今日
株式会社ディスコ
加工方法
1か月前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社チップトン
遠心バレル研磨機
21日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
1か月前
新東工業株式会社
積層造形品の処理方法
今日
株式会社ディスコ
研削方法
1か月前
株式会社マキタ
携帯用加工機
27日前
株式会社ディスコ
加工装置
1か月前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社ディスコ
保持面修正方法
15日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
研削装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
12日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
27日前
株式会社ディスコ
チップの加工方法
1か月前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
株式会社ジェイテクト
研削システム
28日前
株式会社ディスコ
ウエーハの研削方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ