TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024067848
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022178217
出願日
2022-11-07
発明の名称
加工方法、球面加工方法
出願人
有限会社アリューズ
代理人
個人
,
個人
主分類
B24B
11/08 20060101AFI20240510BHJP(研削;研磨)
要約
【課題】ワークを高精度に加工可能な加工方法等を提供する。
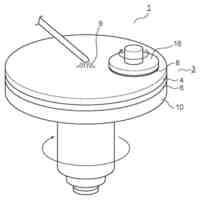
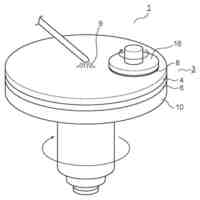
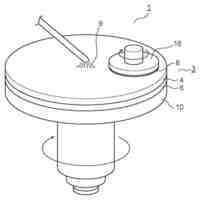
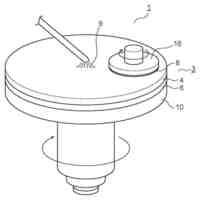
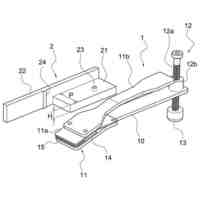
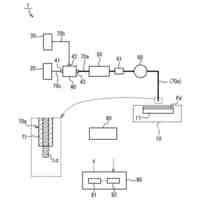
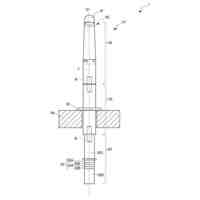
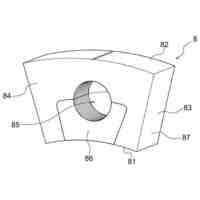
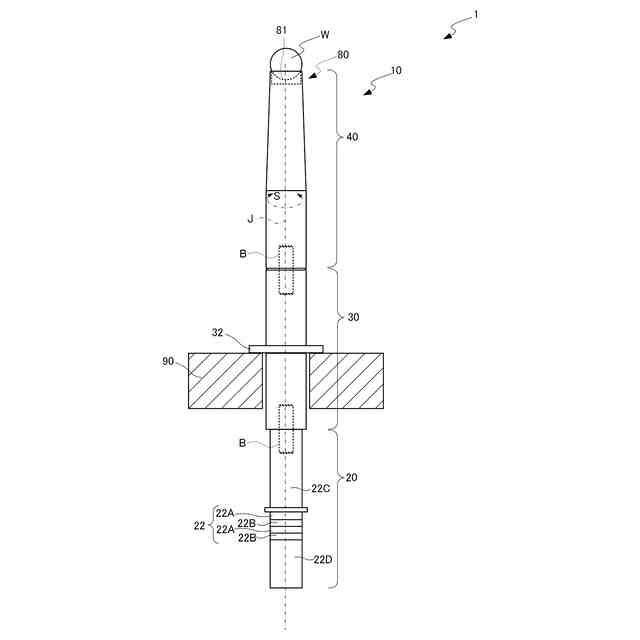
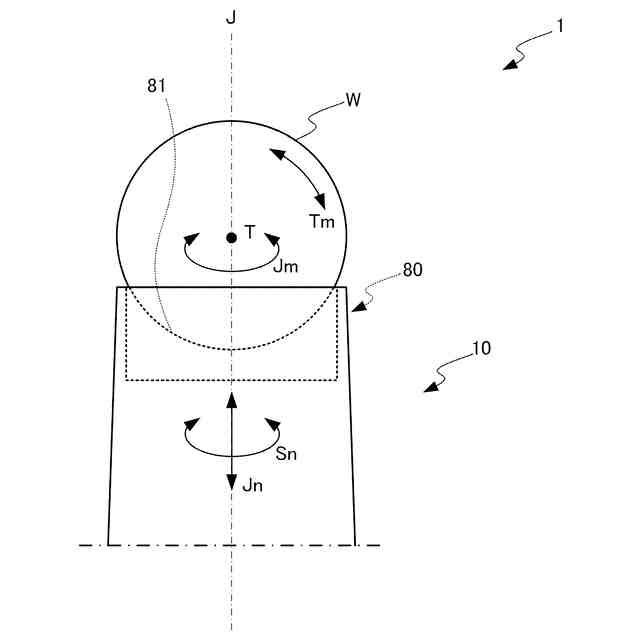
【解決手段】ワークWを研磨または研削する加工方法であって、砥面81を有する加工工具80を振動装置10で保持し、砥面81をワークWの表面に接触させ、加工工具80とワークWが接触する方向を軸方向と定義する際に、振動装置10によって、加工工具80を軸方向回りの周方向に振動させるようにし、砥面81の振動によって、ワークWの表面を研磨または研削する。
【選択図】図1
特許請求の範囲
【請求項1】
前記ワークを研磨または研削する加工方法であって、
砥面を有する加工工具を振動装置で保持し、
前記砥面を前記ワークの表面に接触させ、
前記加工工具と前記ワークが接触する方向を軸方向と定義する際に、前記振動装置によって、前記加工工具を前記軸方向回りの周方向に振動させるようにし、
前記砥面の前記振動によって、前記ワークの表面を研磨または研削することを特徴とする、
加工方法。
続きを表示(約 950 文字)
【請求項2】
前記振動装置は、前記周方向の振動と同時に、前記加工工具を前記軸方向に振動させることを特徴とする、
請求項1に記載の加工方法。
【請求項3】
前記ワークを支持部材により支持し、
前記加工工具および前記ワークの少なくとも一方を前記軸方向に退避移動させることにより、前記加工工具と前記ワークの接触圧を緩衝させることで、前記加工工具の前記周方向の振動を維持することを特徴とする、
請求項1に記載の加工方法。
【請求項4】
前記ワークまたは前記加工工具が退避移動する際、退避移動する前記ワークまたは前記加工工具を復帰方向に付勢する
ことを特徴とする、
請求項3に記載の加工方法。
【請求項5】
前記加工工具を超音波振動させることを特徴とする、
請求項1に記載の加工方法。
【請求項6】
ワークを球面状に研磨または研削する球面加工方法であって、
球状の砥面を有する加工工具を振動装置で保持し、
前記砥面を前記ワークの表面に接触させ、
前記加工工具と前記ワークが接触する方向を軸方向と定義する際に、前記振動装置によって、前記加工工具を前記軸方向回りの周方向に振動させるようにし、
前記周方向の振動によって前記ワークを従動回転させながら、前記砥面が前記ワークの表面を研磨または研削することを特徴とする、
球面加工方法。
【請求項7】
前記振動装置は、前記周方向の振動と同時に、前記加工工具を前記軸方向に振動させることを特徴とする、
請求項6に記載の球面加工方法。
【請求項8】
前記砥面が鉛直上方を向くことで、前記砥面に対して前記ワークの自重を作用させることを特徴とする、
請求項6に記載の球面加工方法。
【請求項9】
前記周方向の振動を超音波振動とすることを特徴とする、
請求項6に記載の球面加工方法。
【請求項10】
前記ワークが前記従動回転可能な支持力で、支持装置によって前記ワークを支持することを特徴とする、
請求項6に記載の球面加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、金属やガラスなどの部材の加工方法等に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、切削加工工具や研磨加工工具を利用した、金属、ガラス、ダイヤモンド、セラミックス等のワークに対する加工が行われている。
【0003】
えば、ワークに球面加工を施す場合、円柱状素材に対して粗研削を施して、大凡の球状面を形成し、その後に、球状面に精研削を施す。次いで、研削加工によって得られた球状面には研磨加工を施すことが行われる。
【0004】
粗研削工程では、いわゆるカーブジェネレータ装置を利用して、高速回転する円筒型のカップ型砥石を、同様に高速回転するワークに接触させて、粗研削加工が行われる。精研削工程では、いわゆる球芯式加工装置を利用して、高速回転する皿形砥石を、同様に高速回転するワークに接触させて精研削加工が行われる(特許文献1参照)。
【0005】
また、ワークを球体に加工する場合は、いわゆる球体精密加工機が用いされる。この球体精密加工機では、球体ワークを下部から回転自在に支持し、水平方向に回転軸を有する一対のテーパローラで球体ワークを挟み込んで強制回転させる。そして、上方から、鉛直方向に回転軸を有するカップ型砥石を球体ワークに押し付けて、このカップ型砥石を回転させながら、球体加工を行う(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
特許第6797876号
特開2015-21981号
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来の加工方法では、砥石を強制回転させながらワークに押し付けることで、ワークを研削または研磨加工を行う構造となるため、加工精度が、砥石を回転させる主軸の精度に依存するという問題がある。
【0008】
従来の球面加工方法では、ワークを治具で保持して外力によって強制回転させながら、回転する砥石を押圧して、研削または研磨加工を行う構造となるため、ワークの回転軸と、砥石の回転軸とを高精度に位置決めしなければならないという問題がある。
【0009】
本発明は、斯かる実情に鑑み、ワークを高精度に加工可能な加工方法等を提供しようとするものである。
【課題を解決するための手段】
【0010】
上記目的を達成する本発明は、前記ワークを研磨または研削する加工方法であって、砥面を有する加工工具を振動装置で保持し、前記砥面を前記ワークの表面に接触させ、前記加工工具と前記ワークが接触する方向を軸方向と定義する際に、前記振動装置によって、前記加工工具を前記軸方向回りの周方向に振動させるようにし、前記砥面の前記振動によって、前記ワークの表面を研磨または研削することを特徴とする、加工方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社雄飛
加工装置及び加工方法
2か月前
株式会社アルテクス
切断装置及び切断方法
1か月前
オークマ株式会社
円筒研削盤
1か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
ナニワトイシ株式会社
刃物研ぎ補助具
2か月前
株式会社荏原製作所
基板処理装置
2日前
株式会社荏原製作所
基板処理装置
1か月前
株式会社ナガセインテグレックス
研削盤
2か月前
株式会社ナガセインテグレックス
研削盤
17日前
有限会社タカシマ技研
研削工具および研磨工具
3日前
株式会社東京精密
加工装置
24日前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
2か月前
個人
研磨工具
1か月前
株式会社マキタ
サンダ
2か月前
株式会社荏原製作所
研磨装置
29日前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
15日前
株式会社 ネオ
プロファイル研削盤用付加システム
25日前
有限会社アリューズ
加工方法、球面加工方法
1か月前
株式会社ディスコ
加工装置
29日前
JFEスチール株式会社
鋼板研磨装置および研磨方法
11日前
株式会社ディスコ
切削装置
2か月前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
26日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
東空販売株式会社
ねじ要素保持治具
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社かいわ
固定ピース
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ