TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024068111
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2023146783
出願日
2023-09-11
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
7/04 20060101AFI20240510BHJP(研削;研磨)
要約
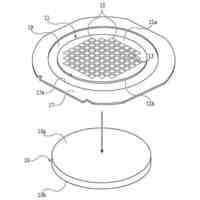
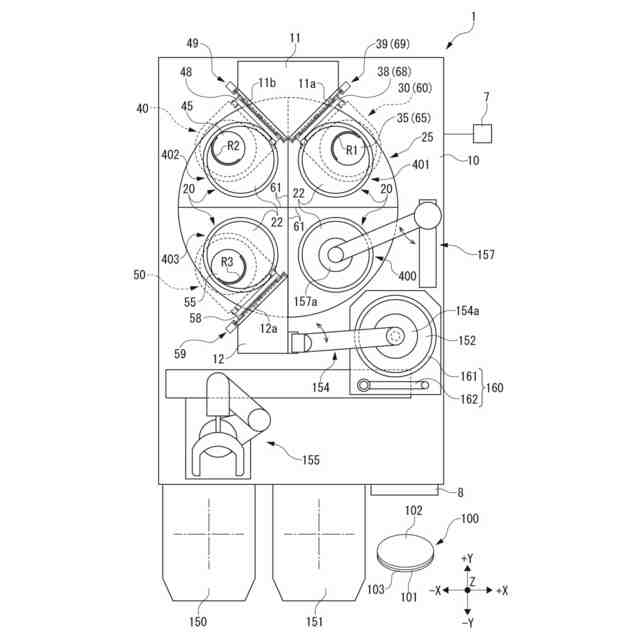
【課題】チャックテーブルの保持面からウェーハを離隔させないで、3種類の加工を実施する。
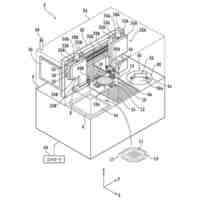
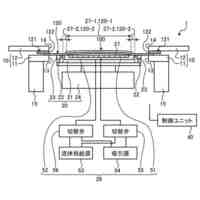
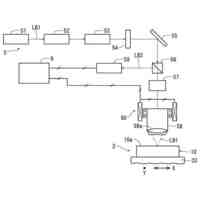
【解決手段】4つのチャックテーブル20が配置されているターンテーブル25を回転させることにより、1つのチャックテーブル20に保持されているウェーハ100を、第1加工位置401、第2加工位置402および第3加工位置403に順次配置して、ウェーハ100の加工を実施している。したがって、チャックテーブル20の保持面22からウェーハ100を離隔することなく、3種類の加工を実施することができる。
【選択図】図1
特許請求の範囲
【請求項1】
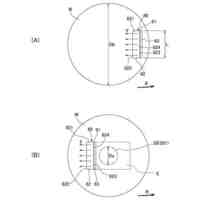
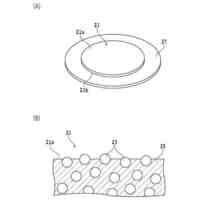
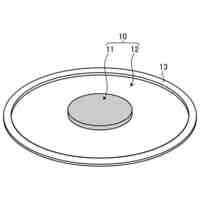
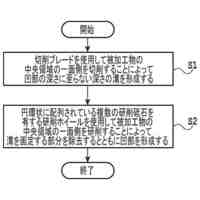
ウェーハの中央部分を研削することによって、ウェーハに円形凹部と該円形凹部の外側の環状凸部とを形成する加工装置であって、
ターンテーブルと、
該ターンテーブルに少なくとも4つ以上配置され保持面でウェーハを保持し回転するチャックテーブルと、
該チャックテーブルに対しウェーハを搬入または搬出する搬送機構と、
該保持面に保持されたウェーハを第1環状砥石で研削してウェーハの中央部分に該円形凹部を形成する第1加工機構と、
該保持面に保持されたウェーハの該円形凹部の底面を第2環状砥石で研削する第2加工機構と、
該保持面に保持されたウェーハの該円形凹部の底面を第3環状砥石で研削する、または、ウェーハの上面を第1研磨パッドで研磨する第3加工機構と、
該第1加工機構の該第1環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第1水平移動機構と、
該第2加工機構の該第2環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第2水平移動機構と、
該第3加工機構の該第3環状砥石あるいは該第1研磨パッドを、該保持面に保持されたウェーハの径方向に移動させる第3水平移動機構と、を備える、加工装置。
続きを表示(約 1,200 文字)
【請求項2】
該チャックテーブルは、該ターンテーブルの回転により、該第1加工機構の加工位置、該第2加工機構の加工位置、該第3加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されており、
該搬送位置にある該チャックテーブルに保持されているウェーハの上面を第2研磨パッドで研磨する研磨機構をさらに備える、請求項1記載の加工装置。
【請求項3】
該チャックテーブルは、該ターンテーブルの回転により、該第1加工機構の加工位置、該第2加工機構の加工位置、該第3加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されており、
該搬送位置にある該チャックテーブルに保持されているウェーハの上面の少なくとも該環状凸部となる部分を外周上面研削砥石で研削する外周上面研削機構をさらに備える、請求項1記載の加工装置。
【請求項4】
ウェーハの中央部分を研削することによって、ウェーハに円形凹部と該円形凹部の外側の環状凸部とを形成する加工装置であって、
ターンテーブルと、
該ターンテーブルに少なくとも4つ以上配置され保持面でウェーハを保持し回転するチャックテーブルと、
該チャックテーブルに対しウェーハを搬入または搬出する搬送機構と、
該保持面に保持されたウェーハを第2環状砥石で研削してウェーハの中央部分に該円形凹部を形成する第2加工機構と、
該保持面に保持されたウェーハの該円形凹部の底面を第3環状砥石で研削する、または、ウェーハの上面を第1研磨パッドで研磨する第3加工機構と、
該保持面に保持されたウェーハの上面の少なくとも該環状凸部となる部分を第4環状砥石で研削する第4加工機構と、
を備え、
該第2加工機構の該第2環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第2水平移動機構と、
該第3加工機構の該第3環状砥石あるいは該第1研磨パッドを、該保持面に保持されたウェーハの径方向に移動させる第3水平移動機構と、
該第4加工機構の該第4環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第4水平移動機構と、
を備える、加工装置。
【請求項5】
該チャックテーブルは、該ターンテーブルの回転により、該第2加工機構の加工位置、該第3加工機構の加工位置、該第4加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されており、
該搬送位置にある該チャックテーブルに保持されているウェーハの上面を第2研磨パッドで研磨する研磨機構をさらに備える、請求項4記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1および2に開示のように、ウェーハの中央部分を研削して、凹部を形成すると共に、ウェーハの外周部分に環状の凸部を形成するウェーハの研削方法がある。この研削方法では、粗砥石で研削して凹部を形成した後、その凹部の底面を仕上げ砥石で研削して、凹部の底面の凹凸を除去している。
【0003】
そして、この底面には、金属層が形成される。この金属層を薄化させるために、底面の凹凸をさらに除去して、底面を鏡面にすることが望まれている。このために、仕上げ砥石で研削した凹部の底面を、仕上げ砥石よりも小さい砥粒の精密砥石で研削するか、または、研磨パッドで研磨することにより、この底面を鏡面にすることが考えられる。
【先行技術文献】
【特許文献】
【0004】
特開2008-042081号公報
特開2007-019461号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、粗砥石と、仕上げ砥石と、精密砥石あるいは研磨パッドとの3種類の加工手段で凹部の底面を加工するときに、凹部に対して砥石または研磨パッドを適切な位置に位置づけるために、チャックテーブルの保持面からウェーハを離隔させないで、3種類の加工手段で加工を実施することが望まれる。
【課題を解決するための手段】
【0006】
本発明の第1加工装置は、ウェーハの中央部分を研削することによって、ウェーハに円形凹部と該円形凹部の外側の環状凸部とを形成する加工装置であって、ターンテーブルと、該ターンテーブルに少なくとも4つ以上配置され保持面でウェーハを保持し回転するチャックテーブルと、該チャックテーブルに対しウェーハを搬入または搬出する搬送機構と、該保持面に保持されたウェーハを第1環状砥石で研削してウェーハの中央部分に該円形凹部を形成する第1加工機構と、該保持面に保持されたウェーハの該円形凹部の底面を第2環状砥石で研削する第2加工機構と、該保持面に保持されたウェーハの該円形凹部の底面を第3環状砥石で研削する、または、ウェーハの上面を第1研磨パッドで研磨する第3加工機構と、該第1加工機構の該第1環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第1水平移動機構と、該第2加工機構の該第2環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第2水平移動機構と、該第3加工機構の該第3環状砥石あるいは該第1研磨パッドを、該保持面に保持されたウェーハの径方向に移動させる第3水平移動機構と、を備える。
【0007】
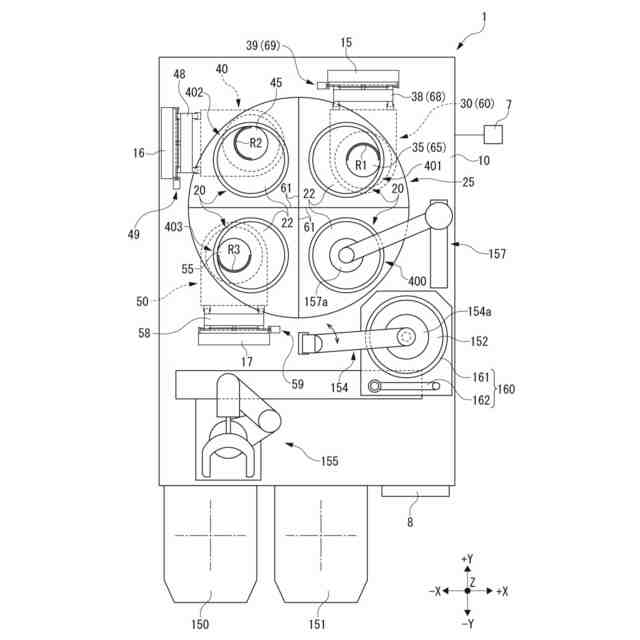
第1加工装置では、該チャックテーブルは、該ターンテーブルの回転により、該第1加工機構の加工位置、該第2加工機構の加工位置、該第3加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されていてもよく、該搬送位置にある該チャックテーブルに保持されているウェーハの上面を第2研磨パッドで研磨する研磨機構をさらに備えてもよい。
【0008】
第1加工装置では、該チャックテーブルは、該ターンテーブルの回転により、該第1加工機構の加工位置、該第2加工機構の加工位置、該第3加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されており、該搬送位置にある該チャックテーブルに保持されているウェーハの上面の少なくとも該環状凸部となる部分を外周上面研削砥石で研削する外周上面研削機構をさらに備えてもよい。
【0009】
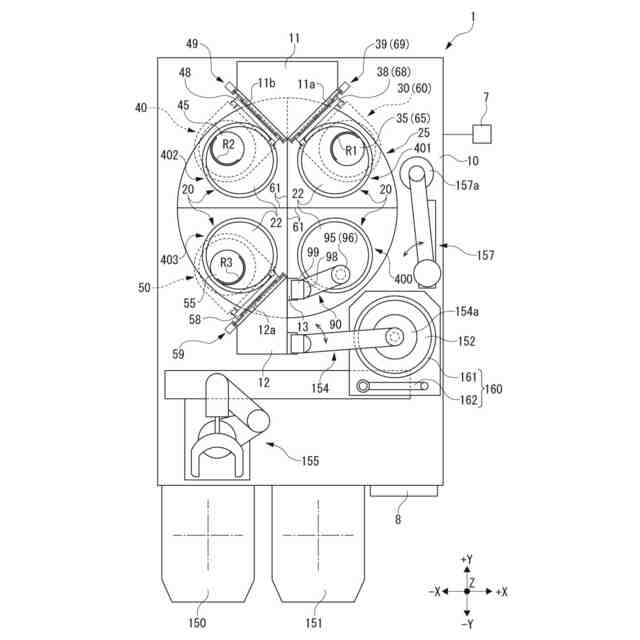
本発明の第2加工装置は、ウェーハの中央部分を研削することによって、ウェーハに円形凹部と該円形凹部の外側の環状凸部とを形成する加工装置であって、ターンテーブルと、該ターンテーブルに少なくとも4つ以上配置され保持面でウェーハを保持し回転するチャックテーブルと、該チャックテーブルに対しウェーハを搬入または搬出する搬送機構と、該保持面に保持されたウェーハを第2環状砥石で研削してウェーハの中央部分に該円形凹部を形成する第2加工機構と、該保持面に保持されたウェーハの該円形凹部の底面を第3環状砥石で研削する、または、ウェーハの上面を第1研磨パッドで研磨する第3加工機構と、該保持面に保持されたウェーハの上面の少なくとも該環状凸部となる部分を第4環状砥石で研削する第4加工機構と、を備え、該第2加工機構の該第2環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第2水平移動機構と、該第3加工機構の該第3環状砥石あるいは該第1研磨パッドを、該保持面に保持されたウェーハの径方向に移動させる第3水平移動機構と、該第4加工機構の該第4環状砥石を、該保持面に保持されたウェーハの径方向に移動させる第4水平移動機構と、を備える。
【0010】
第2加工装置では、該チャックテーブルは、該ターンテーブルの回転により、該第2加工機構の加工位置、該第3加工機構の加工位置、該第4加工機構の加工位置、および、該搬送機構によってウェーハが搬入または搬出される搬送位置に位置づけられるように構成されていてもよく、該搬送位置にある該チャックテーブルに保持されているウェーハの上面を第2研磨パッドで研磨する研磨機構をさらに備えてもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
管理方法
2日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
洗浄装置
15日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
分割装置
9日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
搬送用車両
16日前
株式会社ディスコ
樹脂シート
9日前
株式会社ディスコ
搬送システム
16日前
株式会社ディスコ
ブレードケース
2日前
株式会社ディスコ
基板の加工方法
16日前
株式会社ディスコ
チップの製造方法
15日前
株式会社ディスコ
レーザー加工装置
2日前
株式会社ディスコ
エキスパンド方法
9日前
株式会社ディスコ
ドレッシング部材
3日前
株式会社ディスコ
レーザー加工装置
9日前
株式会社ディスコ
ウェーハの研削方法
11日前
株式会社ディスコ
ドレッシングボード
4日前
株式会社ディスコ
チップ間隔形成方法
9日前
株式会社ディスコ
被加工物の研削方法
9日前
株式会社ディスコ
被加工物の研削方法
12日前
株式会社ディスコ
ウエーハの加工装置
12日前
株式会社ディスコ
拡張方法及び拡張装置
12日前
株式会社ディスコ
樹脂部材及び分割装置
11日前
株式会社ディスコ
測定方法及び測定装置
11日前
株式会社ディスコ
テープ貼り機の清掃方法
9日前
株式会社ディスコ
ウェーハの分離検出方法
11日前
株式会社ディスコ
搬送アームの高さ検出方法
9日前
株式会社ディスコ
デバイスチップの製造方法
12日前
株式会社ディスコ
研磨パッドの取り外し方法
9日前
株式会社ディスコ
チャックテーブルの検査方法
3日前
株式会社ディスコ
シート拡張装置、シートの拡張方法
9日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ