TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024050518
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2023169427
出願日
2023-09-29
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/24 20120101AFI20240403BHJP(研削;研磨)
要約
【課題】 優れたディフェクト性能を有し、かつ、優れた研磨レートを有する研磨パッドを提供することを目的とする。
【解決手段】 イソシアネート末端プレポリマーと、硬化剤とを材料とするポリウレタン樹脂発泡体からなる研磨層を有する研磨パッドであって、
パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合が15.0重量%以下であり、前記研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される前記研磨層における非晶相の重量割合(NC40)の比(NC40/IC40)が、3.00~10.00である、研磨パッド。
研磨パッド。
【選択図】図1
特許請求の範囲
【請求項1】
イソシアネート末端プレポリマーと、硬化剤とを材料とするポリウレタン樹脂発泡体からなる研磨層を有する研磨パッドであって、
パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)が15.0重量%以下であり、
前記研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される前記研磨層における非晶相の重量割合(NC40)の比(NC40/IC40)が、3.00~10.00である、研磨パッド。
続きを表示(約 450 文字)
【請求項2】
パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される前記研磨層における結晶相の重量割合(CC40)の比(CC40/IC40)が、1.20~5.00である、請求項1に記載の研磨パッド。
【請求項3】
パルスNMR法によって40℃で測定される前記研磨層における非晶相の重量割合(NC40)が55.0~70.0重量%である、請求項1に記載の研磨パッド。
【請求項4】
パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)が、10.0重量%以下である、請求項1に記載の研磨パッド。
【請求項5】
前記研磨層はPPG及びPEPCDを含む、請求項1に記載の研磨パッド。
【請求項6】
前記研磨層におけるPPGとPEPCDの合計に対するPEPCDの割合が80%未満である、請求項5に記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関する。本発明の研磨パッドは、光学材料、半導体デバイス、ハードディスク用のガラス基板等の研磨に用いられ、特に半導体ウエハの上に酸化物層、金属層等が形成されたデバイスを研磨するのに好適に用いられる。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
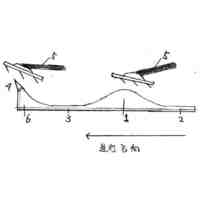
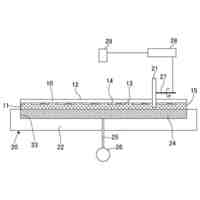
光学材料、半導体ウエハ、半導体デバイス、ハードディスク用基板の表面を平坦化するための研磨法として、化学機械研磨(chemical mechanical polishing,CMP)法が一般的に用いられている。
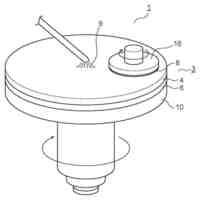
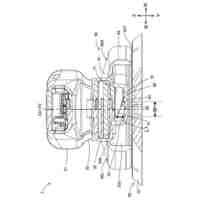
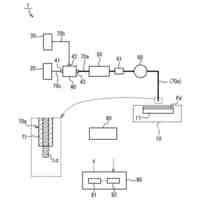
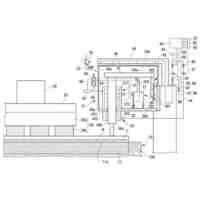
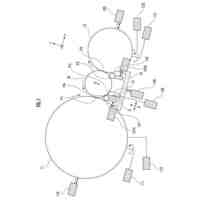
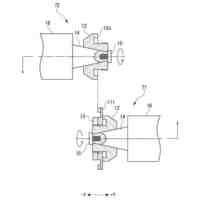
CMP法について、図1を用いて説明する。図1のように、CMP法を実施する研磨装置1には、研磨パッド3が備えられ、当該研磨パッド3は、保持定盤16及び被研磨物8がずれないように保持するリテーナリング(図1では図示しない)に保持された被研磨物8に当接するとともに、研磨を行う層である研磨層4と研磨層4を支持するクッション層6を含む。研磨パッド3は、被研磨物8が押圧された状態で回転駆動され、被研磨物8を研磨する。その際、研磨パッド3と被研磨物8との間には、スラリー9が供給される。スラリー9は、水と各種化学成分や硬質の微細な砥粒の混合物(分散液)であり、その中の化学成分や砥粒が流されながら、被研磨物8との相対運動により、研磨効果を増大させるものである。スラリー9は溝又は孔を介して研磨面に供給され、排出される。
【0003】
ところで、半導体デバイスの研磨に用いられる研磨層の材料として、イソシアネート成分(トルエンジイソシアネート(TDI)など)及び高分子量ポリオール(ポリオキシテトラメチレングリコール(PTMG)など)を含むプレポリマーと、ジアミン系硬化剤(4,4’-メチレンビス(2-クロロアニリン)(MOCA)など)とを反応させて得られる硬質ポリウレタン材料が用いられる。この硬質ポリウレタン材料は、高分子量ポリオールで形成されるソフトセグメントと、ウレタン結合やウレア結合で形成されるハードセグメントにより構成されている。近年、半導体デバイスの配線の微細化に伴い、従来の研磨層又は研磨パッドでは、研磨レートやディフェクト性能(スクラッチ等)が不十分である場合があり、さらなる検討がなされている。
【0004】
特許文献1は、パルスNMR法で測定して得られる結晶相(S相)が70%を超える含有割合である研磨層を用いることにより、熱による硬度変化が少なくなり、その結果十分な研磨ができる、傷がつきにくくなる、といった安定的に研磨できる研磨パッドが開示されている。
【0005】
しかしながら、特許文献1を検討した結果、常温で結晶相70%を超えるという条件のみでは、スクラッチが発生しやすく、ディフェクト性能が望ましいものではない場合があることがわかった。
【先行技術文献】
【特許文献】
【0006】
再表 2016/158348号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者は検討した結果、特許文献1の研磨パッドは、研磨中に異物が混入したときに、異物により温度が上昇することにより、結晶相、中間相、非晶相の存在割合が変化し、研磨層の特性が変化する可能性があることがわかった。
本発明者らは、研磨層の結晶相、中間相、非晶相の割合を検討し、パルスNMR法によって40℃で測定される研磨層における中間相の重量割合(IC40)が15.0重量%以下であって、また、研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される研磨層における非晶相の重量割合(NC40)の比(NC40/IC40)が、3.00~10.00である場合に、上記課題を解決し得ることを見出し、本発明を達成した。すなわち、本発明は以下を包含する。
【課題を解決するための手段】
【0008】
[1] イソシアネート末端プレポリマーと、硬化剤とを材料とするポリウレタン樹脂発泡体からなる研磨層を有する研磨パッドであって、
パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)が15.0重量%以下であり、
前記研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される前記研磨層における非晶相の重量割合(NC40)の比(NC40/IC40)が、3.00~10.00である、研磨パッド。
[2] パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)に対する、パルスNMR法によって40℃で測定される前記研磨層における結晶相の重量割合(CC40)の比(CC40/IC40)が、1.20~5.00である、[1]に記載の研磨パッド。
[3] パルスNMR法によって40℃で測定される前記研磨層における非晶相の重量割合(NC40)が55.0~70.0重量%以下である、[1]に記載の研磨パッド。
[4] パルスNMR法によって40℃で測定される前記研磨層における中間相の重量割合(IC40)が、10.0重量%以下である、[1]に記載の研磨パッド。
[5] 前記研磨層はPPG及びPEPCDを含む、[1]に記載の研磨パッド。
[6] 前記研磨層におけるPPGとPEPCDの合計に対するPEPCDの割合が80%未満である、[5]に記載の研磨パッド。
【発明の効果】
【0009】
本発明の研磨パッドは、中間相の重量割合が15.0%重量割合以下であって、また、研磨層における中間相の重量割合(IC40)に対する、非晶相の重量割合(NC40)の比(NC40/IC40)が、3.00~10.00であることにより、結晶相及び非晶相の重量割合が大きくなり二分化しやすく、結晶相と非晶相に分かれた研磨層は適度な硬さや弾性を有することとなり、優れたディフェクト性能を有し、かつ、優れた研磨レートを有する。
【図面の簡単な説明】
【0010】
図1は、研磨の状態を示す模式図である。
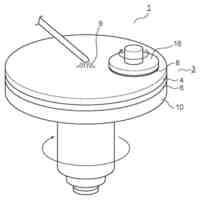
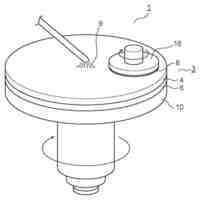
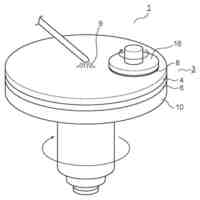
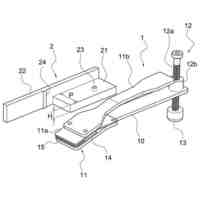
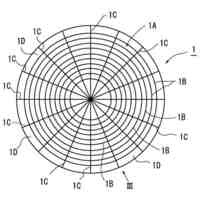
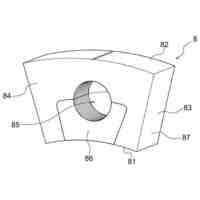
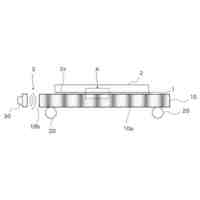
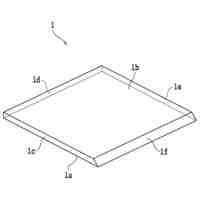
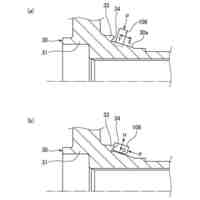
図2は、研磨パッド3の斜視図(a)及び断面図(b)を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
9日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社荏原製作所
研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研削装置
1か月前
トーヨーエイテック株式会社
研削盤
18日前
株式会社かいわ
固定ピース
16日前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
端面修正方法及び切削装置
29日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
23日前
株式会社東京精密
加工装置
3日前
株式会社ディスコ
スピンドルユニット及び研削装置
29日前
日本精工株式会社
車輪支持用円錐ころ軸受ユニットの製造方法
29日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
19日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ