TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024047154
公報種別
公開特許公報(A)
公開日
2024-04-05
出願番号
2022152611
出願日
2022-09-26
発明の名称
車輪支持用円錐ころ軸受ユニットの製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
B24B
35/00 20060101AFI20240329BHJP(研削;研磨)
要約
【課題】大鍔面の超仕上げ加工による加工筋目と円錐ころのころ頭部の滑り方向との交差角を小さくして摩擦抵抗を抑制し、左右輪の動トルク差を低減させて車両の操安性を向上させることができる車輪支持用円錐ころ軸受ユニットの製造方法を提供する。
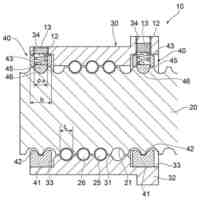
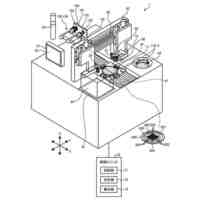
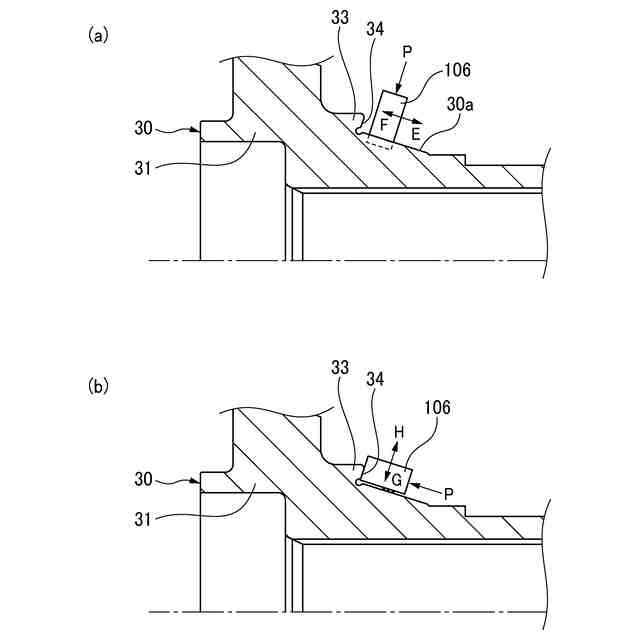
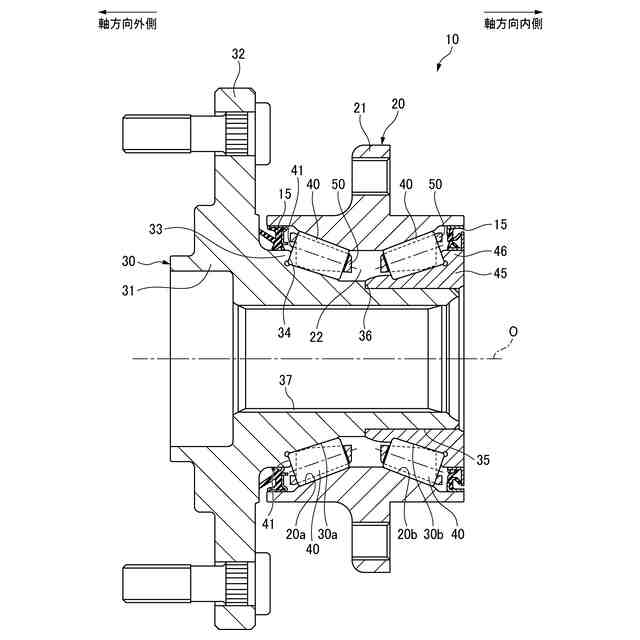
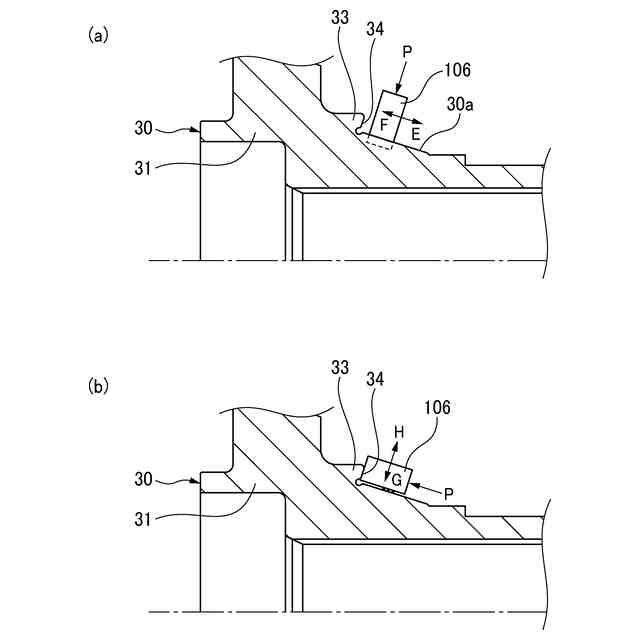
【解決手段】ハブ輪31の外周面のうち少なくとも大鍔面34を含む範囲に、研削砥石103を用いて研削加工を施す研削工程と、回転するハブ輪31に対して、超仕上げ砥石106をハブ輪31の径方向におけるオシュレーションをさせながら大鍔面34に押圧して大鍔面34に超仕上げ加工を施す超仕上げ工程と、を備える。超仕上げ工程は、回転するハブ輪31に対して、大鍔面34に押圧された超仕上げ砥石106の径方向におけるオシュレーションを停止して、大鍔面34を加工する最終超仕上げ工程を含む。
【選択図】図2
特許請求の範囲
【請求項1】
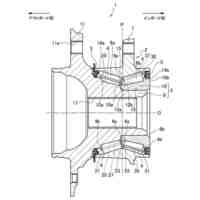
内周面に複列の外輪軌道を有する外輪と、
軸方向外側から軸方向内側に向かって、車輪を取り付けるための回転フランジ、複列の内輪軌道の一方、及び小径段部を少なくとも有するハブ輪と、前記小径段部に嵌合固定され、外周面に複列の内輪軌道の他方を有する内輪と、を備えるハブと、
前記複列の外輪軌道と前記複列の内輪軌道との間に転動自在に複列で設けられた複数の円錐ころと、
を備え、
前記一方の内輪軌道の軸方向外側には、前記円錐ころのころ頭部が対向する大鍔面が形成される車輪支持用円錐ころ軸受ユニットの製造方法であって、
前記ハブ輪の外周面のうち少なくとも大鍔面を含む範囲に、研削砥石を用いて研削加工を施す、研削工程と、
回転する前記ハブ輪に対して、超仕上げ砥石を前記ハブ輪の径方向におけるオシュレーションをさせながら前記大鍔面に押圧して前記大鍔面に超仕上げ加工を施す、超仕上げ工程と、
を備え、
前記超仕上げ工程は、
回転する前記ハブ輪に対して、第1のオシュレーション速度で、前記径方向におけるオシュレーションをさせながら前記大鍔面に超仕上げ加工を施す第1の超仕上げ工程と、
前記第1のオシュレーション速度より遅い第2のオシュレーション速度で、前記径方向におけるオシュレーションをさせながら前記大鍔面に超仕上げ加工を施す第2の超仕上げ工程と、
前記大鍔面に押圧された前記超仕上げ砥石の前記径方向におけるオシュレーションを停止して、前記大鍔面を加工する最終超仕上げ工程を含む、車輪支持用円錐ころ軸受ユニットの製造方法。
続きを表示(約 250 文字)
【請求項2】
前記最終超仕上げ工程における前記ハブ輪の中心軸と前記超仕上げ砥石の中心軸との高さの差である芯高誤差は、前記研削工程における前記ハブ輪の中心軸と前記研削砥石の中心軸との高さの差である芯高誤差より小さい、請求項1に記載の車輪支持用円錐ころ軸受ユニットの製造方法。
【請求項3】
前記最終超仕上げ工程は、前記超仕上げ砥石を前記ハブ輪の周方向におけるオシュレーションをさせながら前記大鍔面に押圧して加工する、請求項1に記載の車輪支持用円錐ころ軸受ユニットの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の車輪を懸架装置に対して回転自在に支持するための車輪支持用円錐ころ軸受ユニットの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車などの車両の車輪を懸架装置に対して回転自在に支持するため、一般的に車輪支持用軸受ユニット(以下、「ハブユニット軸受」とも言う。)が広く用いられる。ハブユニット軸受では、回転輪であるハブに、車輪を構成するホイール及び制動用回転部材が回転フランジを介して支持固定されており、静止輪である外輪に対して転動体を介して回転する。
【0003】
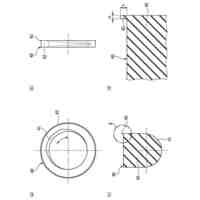
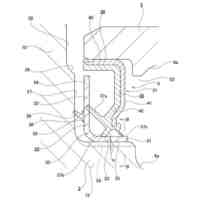
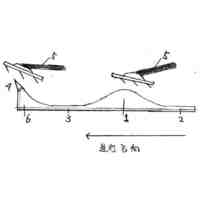
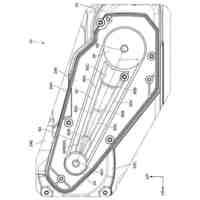
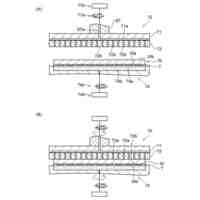
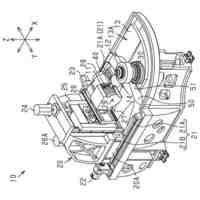
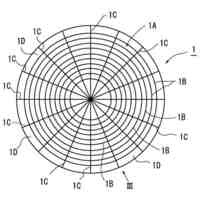
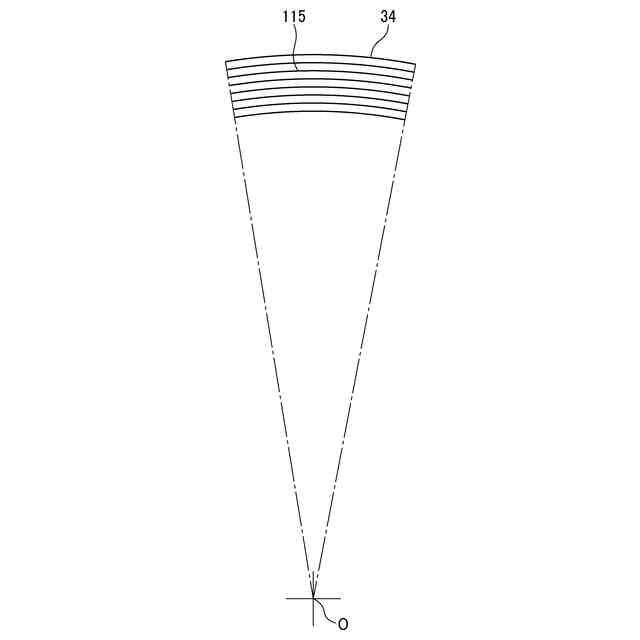
特許文献1には、図6に示すように、ハブを構成するハブ輪31の外周面のうち、リップ摺接面31aを含む範囲に研削加工が施され、また、このリップ摺接面31aには、図7に誇張して示すような軸方向に関する凹部111と凸部112とが径方向にわたり交互に配置された、対数螺旋状(渦巻き状)の研削筋目110が形成される可能性があることが記載されている。
【0004】
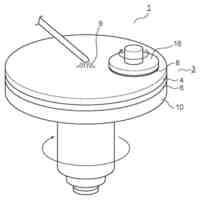
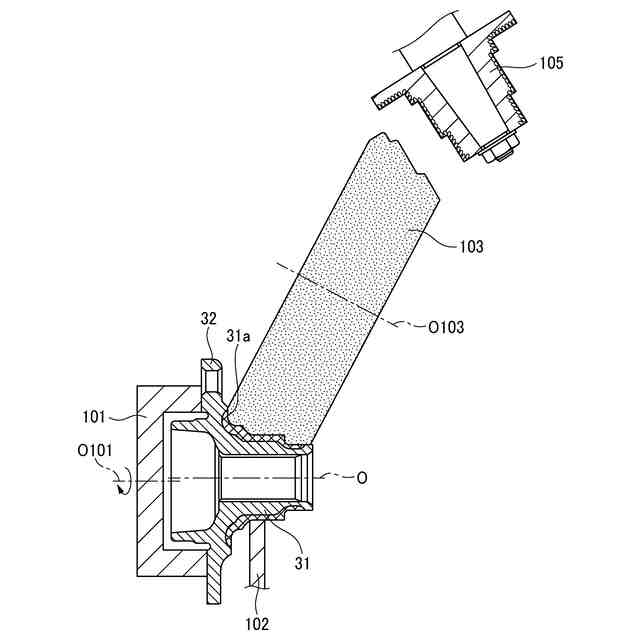
具体的に、研削加工は、図6(上方から見た図)に示すように、回転フランジ32の軸方向外側面に磁気結合力により結合したマグネットチャック101を回転させることで、ハブ輪31を回転させる。この際、ハブ輪31の外周面を2つのシュー102の先端部により回転自在に支持し、ハブ輪31のラジアル方向の位置決めを図る。そして、ダイヤモンドホイール105で成形した総形砥石(研削砥石)103の外周面を、ハブ輪31の外周面に押し付け、ハブ輪31の外周面に研削加工を施す。
【0005】
また、特許文献1では、研削筋目110が形成される理由として、以下のように記載されている。即ち、研削加工を行う際に、ハブ輪31の中心軸Oとマグネットチャック101の回転中心軸O101とを偏心させて、このハブ輪31に2つの固設されたシュー102の間に向かう押圧力を付与しており、これら2つのシュー102の先端部には摩耗が生じる。この為、ハブ輪31の中心軸Oの高さ(芯高、図6の表裏方向の高さ)と研削砥石103の中心軸O103の高さ(芯高)とが不一致になり易く、回転フランジ32のリップ摺接面31aに対する研削砥石103の研削面(研削点)の位置が上下方向に変化するためである。
【0006】
一方、ハブユニット軸受が転動体として円錐ころを備える場合、円錐ころ軸受の大鍔面は上述したリップ摺接面31aのように中心軸Oに対する直交面ではなく、中心軸Oに対して若干傾きを有しているが、中心軸の直交面に近い内円錐面であるため、大鍔面を研削仕上げすると、同様の理由により、大鍔面に対数螺旋状の研削筋目が不可避に発生する。
【0007】
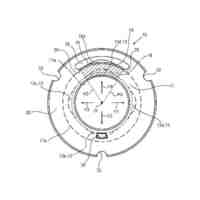
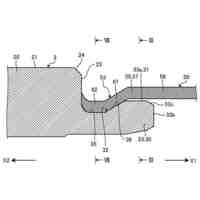
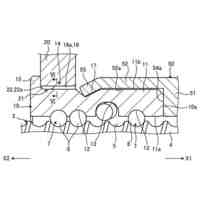
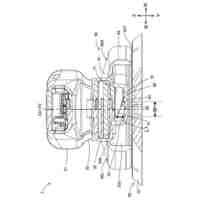
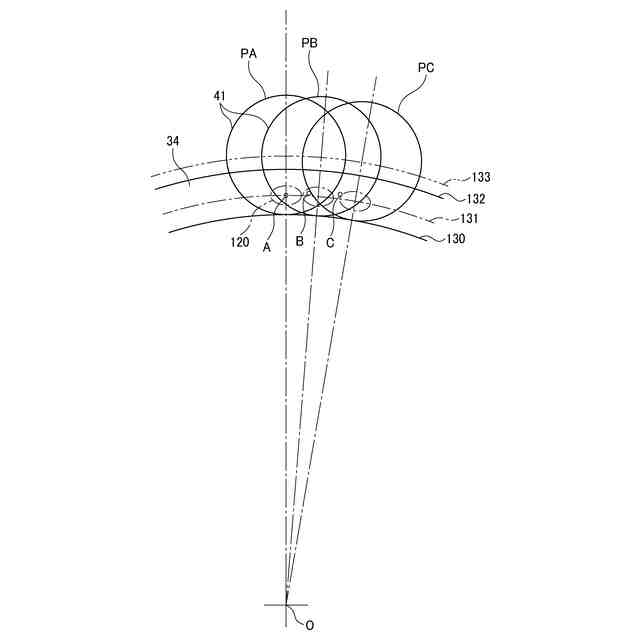
また、円錐ころを備えるハブユニット軸受では、図8に示すように、円錐ころのころ頭部41と大鍔面(大鍔部の内側面)34との接触部は、略楕円120の範囲で接触する。円錐ころが、図中、左から右に向かって公転すると仮定すると、位相PAでの接触部の中心である点Aは、位相PBでは点Bの位置に、位相PCでは点Cに移動する。
【0008】
点Bの位置は点Aより反公転方向かつ若干大径の位置になり、位相PCでの点Cはさらに反公転方向かつ大径の位置になる。即ち、ころ頭部41と大鍔面34との接点は、中心軸Oに向かって凸の軌跡を描きながら滑り接触しており、比較的低速回転で使用される車輪支持用円錐ころ軸受ユニットでは、この滑り接触摩擦が円錐ころ軸受の動トルクに対して支配的になる。
【0009】
なお、図8に示す符号130は内輪軌道面であり、符号131はころ頭部41と大鍔面34との接触部の中心線であり、符号132は大鍔部の外径であり、符号133はころ頭部41のピッチ円直径を示す。
【0010】
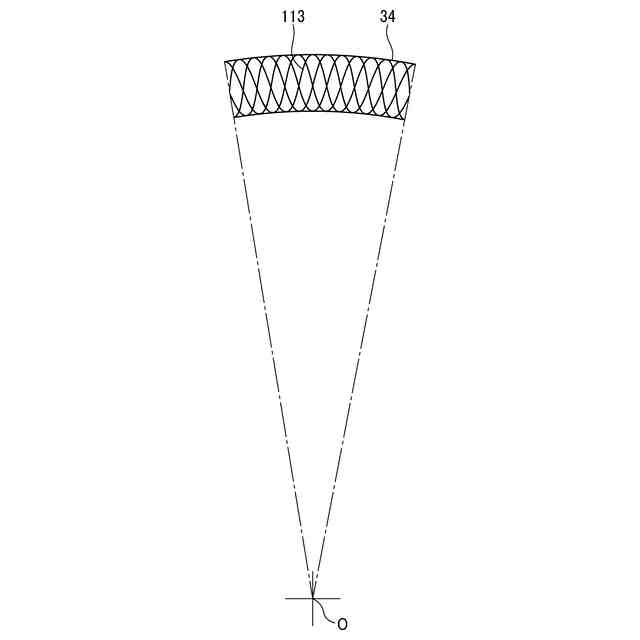
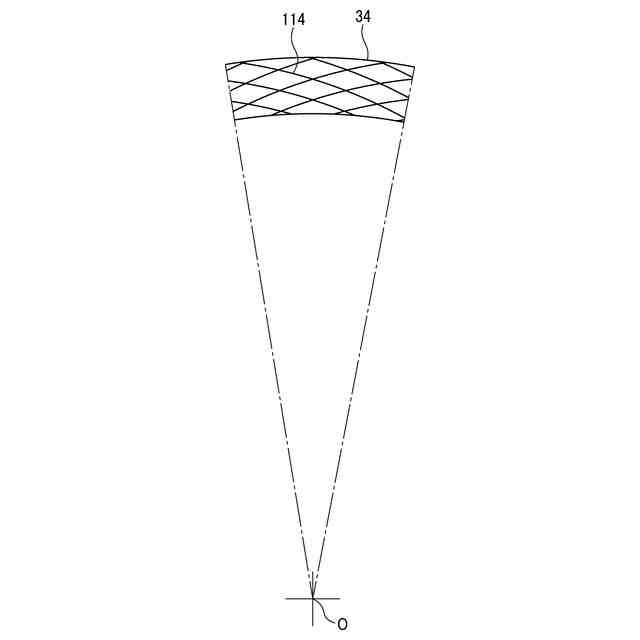
ころ頭部と大鍔面とが滑り接触する場合、加工筋目が綾目でない場合は、加工筋目の大きさや輪郭で影響は異なるものの、加工筋目と接点位置軌跡の方向(以下、「滑り方向」と言う)の交差角が小さくなるに従って滑り摩擦力が小さくなり、交差角が大きくなるに従って滑り摩擦力が大きくなる傾向がある。このため、大鍔面に形成された対数螺旋状の研削筋目は、ハブユニット軸受の動トルクを増大させる虞がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
ボールねじ
14日前
日本精工株式会社
ボールねじ
7日前
日本精工株式会社
ボールねじ装置
6日前
日本精工株式会社
ウォーム減速機
6日前
日本精工株式会社
ボールねじ装置
16日前
日本精工株式会社
ハブユニット軸受
14日前
日本精工株式会社
ステアリング装置
15日前
日本精工株式会社
ステアリング装置
15日前
日本精工株式会社
ハブユニット軸受
15日前
日本精工株式会社
電動アクチュエータ
13日前
日本精工株式会社
密封装置付き軸受ユニット
14日前
日本精工株式会社
トルクセンサ及び車両操向装置
14日前
日本精工株式会社
トルクセンサ、車両操向装置及びトルクセンサの製造方法
14日前
個人
T字カミソリ磨き
26日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
29日前
株式会社雄飛
加工装置及び加工方法
16日前
ナニワトイシ株式会社
刃物研ぎ補助具
13日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
6日前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
21日前
富士紡ホールディングス株式会社
研磨パッド
21日前
富士紡ホールディングス株式会社
研磨パッド
21日前
富士紡ホールディングス株式会社
研磨パッド
21日前
株式会社ナガセインテグレックス
研削盤
13日前
株式会社マキタ
サンダ
15日前
株式会社マキタ
サンダ
15日前
株式会社荏原製作所
研磨装置
14日前
富士紡ホールディングス株式会社
研磨パッド
23日前
株式会社ディスコ
切削装置
15日前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
研磨装置
29日前
株式会社かいわ
固定ピース
13日前
トーヨーエイテック株式会社
研削盤
15日前
株式会社ディスコ
研削装置
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ