TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024046448
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151847
出願日
2022-09-22
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
55/06 20060101AFI20240327BHJP(研削;研磨)
要約
【課題】節水を図りつつ、コンタクト軸への研削屑の付着を確実に防ぐことができる研削装置を提供すること。
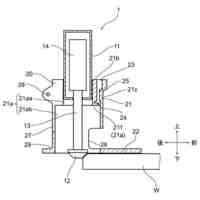
【解決手段】研削装置1が備えるリニアゲージ31は、コンタクト軸38と、該コンタクト軸38を鉛直方向に昇降可能に支持するエアベアリング37と、自重で降下したコンタクト軸38の高さ位置を検知する検知部40と、コンタクト軸38を上昇させる上昇機構39と、ケース36から突出するコンタクト軸38の側面に水膜を形成する水膜形成ノズル431と、該水膜形成ノズル431に供給する水の水量を調整する絞り弁(水量調整部)47とを備え、制御部90は、ウェーハWが予め設定した仕上げ厚みに研削されるまでは該水膜形成ノズル431に供給する水の水量を少量の第1流量に設定し、ウェーハWが仕上げ厚みに研削されると該水膜形成ノズル431に供給する水の水量を第1流量よりも多い第2流量に増量する。
【選択図】図3
特許請求の範囲
【請求項1】
チャックテーブルの保持面に保持されたウェーハを研削砥石で研削する研削装置であって、
測定面となる、該保持面の径方向外側の該チャックテーブルの上面の高さ、または、該チャックテーブルの保持面に保持されたウェーハの上面の高さを測定するリニアゲージと、
制御部と、
を備え、
該リニアゲージは、
先端を該測定面に接触または先端を該測定面から所定距離上に離して位置づけるコンタクト軸と、該コンタクト軸を鉛直方向に昇降可能に支持するエアベアリングと、自重で降下した該コンタクト軸の高さ位置を検知する検知部と、該コンタクト軸を上昇させる上昇機構と、該エアベアリングと該検知部および該上昇機構を収容するケースと、該ケースの底板に形成され該コンタクト軸の先端部分を挿通させる挿通孔と、該ケースの底板に形成され該挿通孔に連通し該ケースから突出する該コンタクト軸の側面に水膜を形成する水膜形成ノズルと、該水膜形成ノズルに供給する水の水量を調整する水量調整部と、を備え、
該制御部は、
ウェーハが予め設定した仕上げ厚みに研削されるまでは該水量調整部によって該水膜形成ノズルに供給する水の水量を少量の第1流量に設定する第1流量制御部と、ウェーハが仕上げ厚みに研削されると該水膜形成ノズルに供給する水の水量を該水量調整部によって該第1流量よりも多い第2流量に増量する第2流量制御部と、該コンタクト軸を上昇させる前に該第2流量制御部によって増量された水を該水膜形成ノズルから噴出させ該水膜形成ノズルと該エアベアリングのとの間における該コンタクト軸の側面を水で満たした状態にした後に該コンタクト軸を上昇させるコンタクト軸上昇制御部と、を備える研削装置。
続きを表示(約 370 文字)
【請求項2】
該リニアゲージの熱変形を防止するために該ケースの外面に水を供給する冷却ノズルを備え、
水源と該冷却ノズルとを連通させて該冷却ノズルに水を供給する第1供給路と、該第1供給路を開閉する第1バルブと、該水源と該水膜形成ノズルとを連通させて該水膜形成ノズルに水を供給する第2供給路と、該第2供給路を開閉する第2バルブと、該第2供給路内を水の水量を調整する流量調整バルブと、を備え、
該第2流量制御部は、該第1バルブを閉じ該第2バルブを開け、該流量調整バルブのオリフィス径を大きくすることによって、該冷却ノズルに供給していた水を該水膜形成ノズルに供給する、請求項1記載の研削装置。
【請求項3】
該コンタクト軸の側面全面に撥水性および滑水性のコーティングを施した請求項1記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャックテーブルに保持されたウェーハを研削砥石によって研削する研削装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
チャックテーブルに保持されたウェーハを研削砥石によって研削する研削装置においては、研削加工中のウェーハの厚みが厚み測定器によって測定されるが、厚み測定器には、ウェーハの上面高さとチャックテーブルの上面高さをそれぞれ測定し、両者の差によってウェーハの厚みを求めるものがある。そして、このような厚み測定器によって測定されるウェーハの厚みが所定の厚みになるまでウェーハを研削している。
【0003】
ところで、厚み測定器には、チャックテーブルの上面またはチャックテーブルに保持されたウェーハの上面の高さを検知するリニアゲージが用いられることがある(例えば、特許文献1,2参照)。このリニアゲージは、先端を測定面に接触または測定面から所定距離上に離して位置づけるコンタクト軸と、該コンタクト軸を鉛直方向に昇降可能に支持するエアベアリングと、自重で降下したコンタクト軸の高さ位置を検知する検知部と、コンタクト軸を上昇させる上昇機構と、エアベアリングと検知部および上昇機構を収容するケースと、コンタクト軸のケースから突出する突出部の側面に水膜を形成する水膜形成ノズルを含んで構成されている。
【0004】
上記リニアゲージにおいて、コンタクト軸のケースから突出する突出部の側面に水膜を形成することによって、研削砥石の回転によって周囲に飛散する研削水に含まれる研削屑のコンタクト軸への付着を防ぐようにしている。このため、研削加工中においては、水膜形成ノズルからコンタクト軸のケースからの突出部に向かって水を継続的に噴射している。
【先行技術文献】
【特許文献】
【0005】
特開2020-118503号公報
特開2022-067788号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
リニアゲージにおいて、前述のようにウェーハの研削加工中に水膜形成ノズルからコンタクト軸のケースからの突出部に向かって水を継続的に噴射すると、多くの水を消費するという問題がある。
【0007】
本発明は、上記問題に鑑みてなされたもので、その目的は、節水を図りつつ、コンタクト軸への研削屑の付着を確実に防ぐことができる研削装置を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、チャックテーブルの保持面に保持されたウェーハを研削砥石で研削する研削装置であって、測定面となる、該保持面の径方向外側の該チャックテーブルの上面の高さ、または、該チャックテーブルの保持面に保持されたウェーハの上面の高さを測定するリニアゲージと、制御部と、を備え、該リニアゲージは、先端を該測定面に接触または先端を該測定面から所定距離上に離して位置づけるコンタクト軸と、該コンタクト軸を鉛直方向に昇降可能に支持するエアベアリングと、自重で降下した該コンタクト軸の高さ位置を検知する検知部と、該コンタクト軸を上昇させる上昇機構と、該エアベアリングと該検知部および該上昇機構を収容するケースと、該ケースの底板に形成され該コンタクト軸の先端部分を挿通させる挿通孔と、該ケースの底板に形成され該挿通孔に連通し該ケースから突出する該コンタクト軸の側面に水膜を形成する水膜形成ノズルと、該水膜形成ノズルに供給する水の水量を調整する水量調整部と、を備え、該制御部は、ウェーハが予め設定した仕上げ厚みに研削されるまでは該水量調整部によって該水膜形成ノズルに供給する水の水量を少量の第1流量に設定する第1流量制御部と、ウェーハが仕上げ厚みに研削されると該水膜形成ノズルに供給する水の水量を該水量調整部によって該第1流量よりも多い第2流量に増量する第2流量制御部と、該コンタクト軸を上昇させる前に該第2流量制御部によって増量された水を該水膜形成ノズルから噴出させ該水膜形成ノズルと該エアベアリングのとの間における該コンタクト軸の側面を水で満たした状態にした後に該コンタクト軸を上昇させるコンタクト軸上昇制御部と、を備えることを特徴とする。
【発明の効果】
【0009】
本発明によれば、リニアゲージによって測定されるウェーハの厚みが所定の仕上げ厚みに達するまでは水膜形成ノズルに供給される水の量を少量である第1流量に設定し、ウェーハが所定の仕上げ厚みまで研削されると、水膜形成ノズルに供給される水の量を第1流量よりも多い第2流量へと増量し、ウェーハの研削加工後に上昇するリニアゲージのコンタクト軸の側面を水で満たした状態とするようにしたため、節水を図りつつ、ウェーハの研削加工後に上昇するコンタクト軸への研削屑の付着を確実に防ぐことができ、該コンタクト軸を抵抗なくスムーズに上昇させることができる。
【図面の簡単な説明】
【0010】
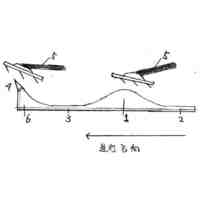
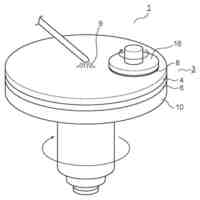
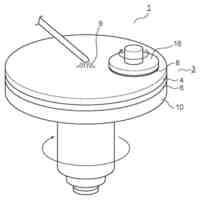
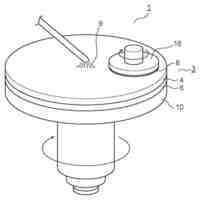
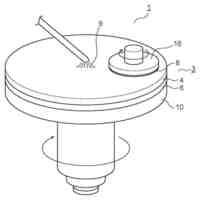
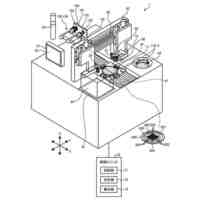
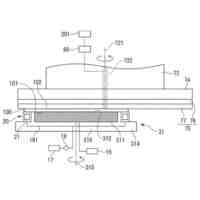
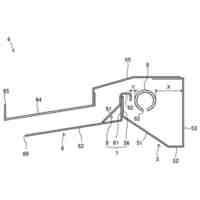
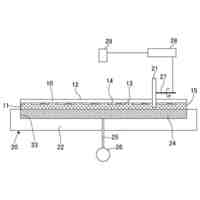
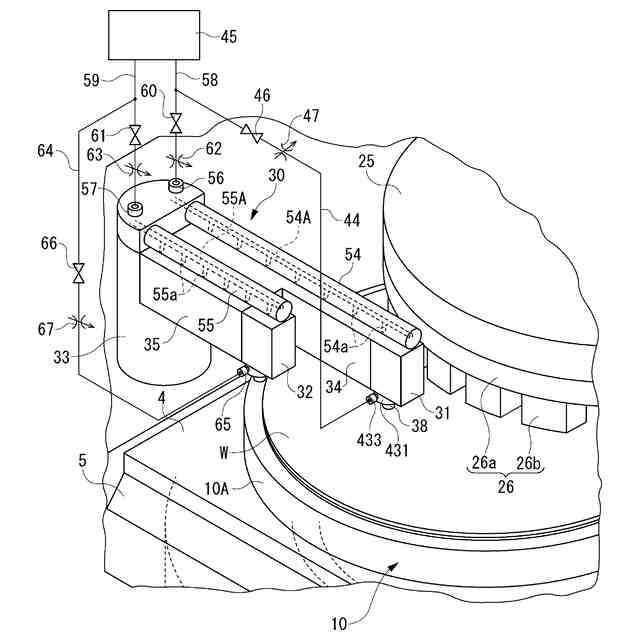
本発明に係る研削装置の一部を破断して示す斜視図である。
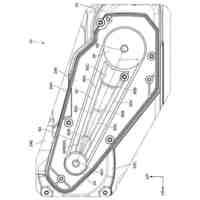
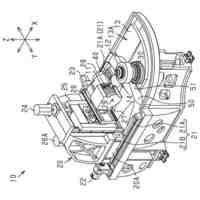
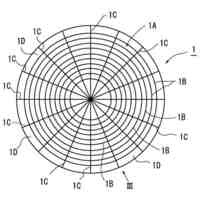
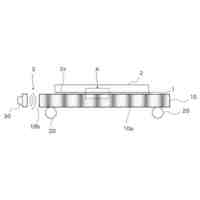
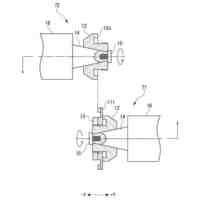
図1のA部拡大詳細図である。
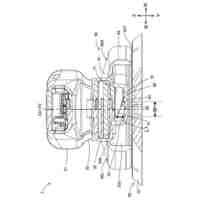
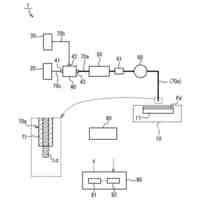
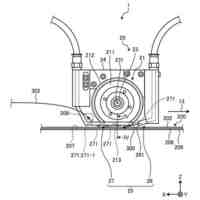
本発明に係る研削装置のリニアゲージの構成を示す部分側断面図である。
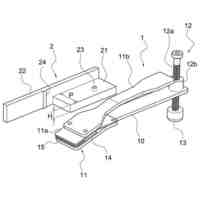
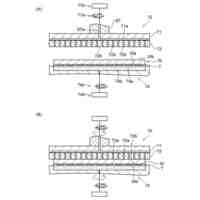
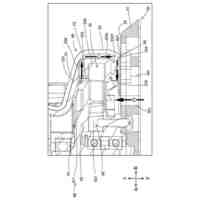
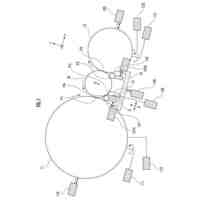
図3の要部拡大詳細図であって、(a)はウェーハが仕上げ厚みに研削される前の状態を示す図、(b)はウェーハが仕上げ厚みに研削された後の状態を示す図である。
本発明に係る研削装置における研削砥石の研削面の高さの時間変化を示す図である。
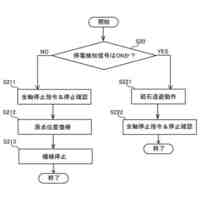
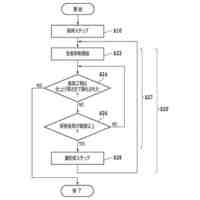
本発明に係る研削装置におけるウェーハの研削手順を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
9日前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社荏原製作所
研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社かいわ
固定ピース
16日前
トーヨーエイテック株式会社
研削盤
18日前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ディスコ
端面修正方法及び切削装置
29日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ