TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024046255
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151535
出願日
2022-09-22
発明の名称
ロータリードレッサ
出願人
株式会社ノリタケカンパニーリミテド
代理人
個人
,
個人
,
個人
主分類
B24B
53/12 20060101AFI20240327BHJP(研削;研磨)
要約
【課題】ドレス時の抵抗が少なく、切れ味のバラツキが少なく、安定したドレスを行うことができるロータリードレッサを提供する。
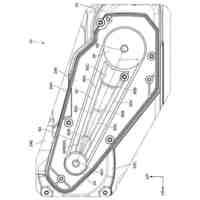
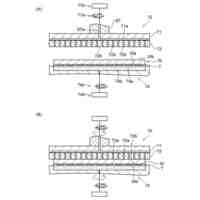
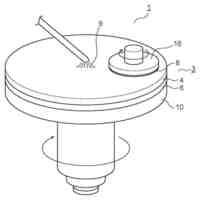
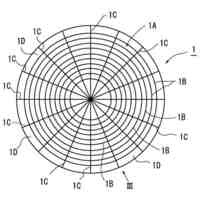
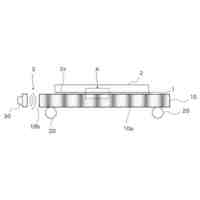
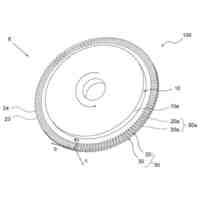
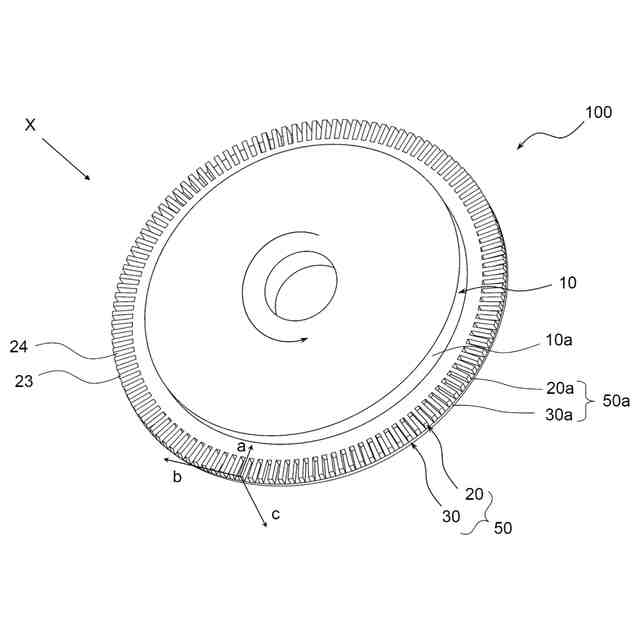
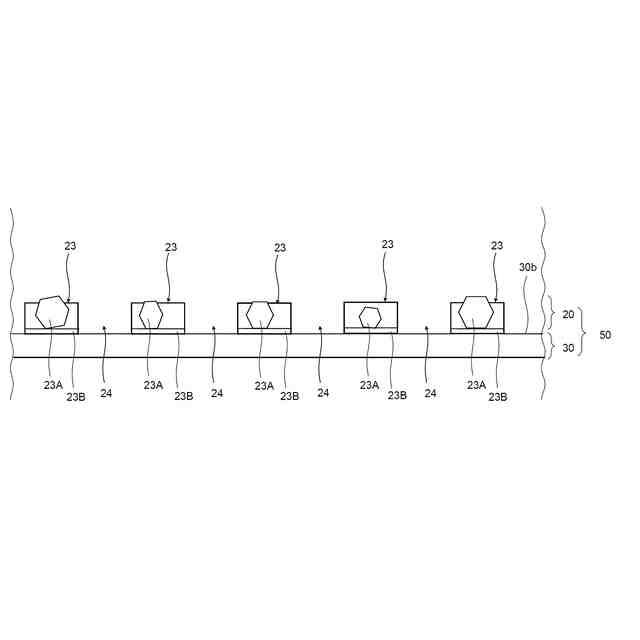
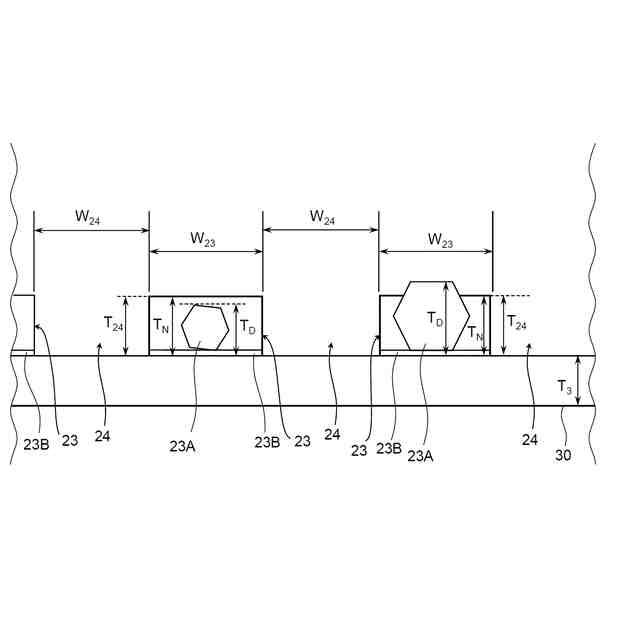
【解決手段】円板状の台金10の外周面10aにフランジ状に突設された環状の裏打ち層30と、裏打ち層30の回転面上に形成された環状の砥粒層20を有するドレス部50を備えたロータリードレッサ100であって、砥粒層20は、めっきにより固着されたダイヤモンド砥粒を含む砥粒部23と、砥粒層20の外周から内側に向かって延びるように形成されている溝24とを有し、溝24の幅が、前記ダイヤモンド砥粒の平均粒径の1/4以上、前記ダイヤモンド砥粒の平均粒径の18倍以下である、ロータリードレッサ100。
【選択図】図1
特許請求の範囲
【請求項1】
砥粒層が設けられる被固着部と、めっきにより固着されたダイヤモンド砥粒を含む砥粒部および溝を含む溝部を有する前記砥粒層と、を有するドレス部を備えたロータリードレッサであり、
前記溝の幅が、前記ダイヤモンド砥粒の平均粒径の1/4以上、前記ダイヤモンド砥粒の平均粒径の18倍以下であり、
前記被固着部が、円板状部を有する台金の外周面にフランジ状に突設された環状の裏打ち層であり、
前記砥粒層が、前記裏打ち層の回転面上に形成された環状の砥粒層であり、
前記溝が、前記砥粒層の外周から内側に向かって延びるように形成されている、ロータリードレッサ。
続きを表示(約 1,400 文字)
【請求項2】
砥粒層が設けられる被固着部と、めっきにより固着されたダイヤモンド砥粒を含む砥粒部および溝を含む溝部を有する前記砥粒層と、を有するドレス部を備えたロータリードレッサであり、
前記溝の幅が、前記ダイヤモンド砥粒の平均粒径の1/4以上、前記ダイヤモンド砥粒の平均粒径の18倍以下であり、
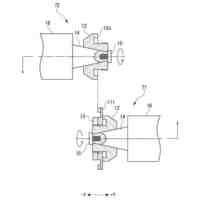
前記被固着部が、円筒状部を有する台金と同一の軸心を有し、前記台金の軸方向の一方に突出した円筒状の突出部であり、
前記砥粒層が、前記突出部の外周面上に形成された円筒状の砥粒層であり、
前記溝が、作用面から台金側に向かって延びるように形成されている、ロータリードレッサ。
【請求項3】
前記砥粒層の作用面の前記溝部を除いた領域の面積に対する前記ダイヤモンド砥粒の露出面積(投影面積)の合計が、7面積%以上71面積%以下である、請求項1または2に記載のロータリードレッサ。
【請求項4】
使用代部分において、前記砥粒層の軸方向の最表面の層の前記溝部を除いて隣接する前記ダイヤモンド砥粒の砥粒間距離を求めたとき、その90%以上の砥粒間距離が、前記ダイヤモンド砥粒の平均粒径の2/3倍以上であり、前記ダイヤモンド砥粒の平均粒径の3倍以下であり、
使用代部分において、前記砥粒層の法線方向の最表面の層の前記溝部を除いて隣接する前記ダイヤモンド砥粒の砥粒間距離を求めたとき、その90%以上の砥粒間距離が、前記ダイヤモンド砥粒の平均粒径の2/3倍以上であり、前記ダイヤモンド砥粒の平均粒径の3倍以下である、請求項1または2に記載のロータリードレッサ。
【請求項5】
前記砥粒層において、前記溝部を除く外周面に沿って存在できるダイヤモンド砥粒の理論数をXとし、前記溝部を除く外周面に沿って存在するダイヤモンド砥粒の数をNとすると、0.6×X≦N≦Xである、請求項1または2に記載のロータリードレッサ。
【請求項6】
前記溝は、前記砥粒層の外周の接線方向に前記ダイヤモンド砥粒の平均粒径以上の間隔を置いて設けられており、
前記溝の前記砥粒層の作用面に対して垂直な方向の長さが、前記砥粒層の前記作用面に対して垂直な方向の長さの0.7倍以上である、請求項1または2に記載のロータリードレッサ。
【請求項7】
前記ダイヤモンド砥粒の平均粒径が、70μm以上1000μm以下であり、
前記ダイヤモンド砥粒の形状が、六・八面体形状および/または切頭八面体形状である、請求項1または2に記載のロータリードレッサ。
【請求項8】
前記被固着部が、0.1mm以上2.0mm以下であり、
前記ロータリードレッサの外径が、10mm以上300mm以下である、請求項1または2に記載のロータリードレッサ。
【請求項9】
前記溝は、平行な一対の側面と前記裏打ち層の前記回転面に平行な底面を有し、
前記溝が、前記砥粒層の外周から前記台金の軸心を結ぶ線に沿って形成されているか、または、前記砥粒層の外周から前記台金の軸心を結ぶ線に対して傾斜して形成されている、請求項1に記載のロータリードレッサ。
【請求項10】
前記溝は、平行な一対の側面と前記突出部の前記外周面に平行な底面を有し、
前記溝が、前記軸心と平行な方向またはねじれの方向に延びるように形成されている、請求項2に記載のロータリードレッサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、一般砥石やCBN砥石などのドレスを行うために使用するロータリードレッサに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ロータリードレッサについては、従来、様々な形状、機能を有するものが提案されているが、本発明に関連するものとして、例えば、特許文献1に記載された「ロータリードレッサ」がある。この「ロータリードレッサ」は、ダイヤモンド砥粒と無機物粒子を混合して母型内周面に充填し、電気メッキによって母型内周面に一層分を仮固定したのち余剰のダイヤモンド砥粒と無機物粒子を除去し、さらに電気メッキにより電鋳してダイヤモンド砥粒と無機物粒子を固着し、鉄芯金を母型中央部に固定し、母型を除去してなることを特徴とするものである。
【0003】
前記「ロータリードレッサ」は、ダイヤモンド砥粒の集中度を任意に調整することができ、ダイヤモンド砥粒間隔を広げているので、研削砥石への切り込みがかかりやすく、ドレッシングの際の抵抗が減少し、砥石表面においても砥粒の間隔が広がり、被削材との間の研削抵抗が減少し、良好な研削を行うことができる、という長所を有している。
【先行技術文献】
【特許文献】
【0004】
特開平8-174429号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1にされたロータリードレッサは、前述したような長所を有する反面、ドレッシング使用面における砥粒の分布状態にムラがあることや使用代方向に対して砥粒の耐摩耗方向が揃っていないことなどにより、切れ味にバラつきが生じ、ドレスされた砥石の表面状態が安定せず、ドレスされた砥石で切削された被削材の形状や表面粗さに不具合が発生することが多い。
【0006】
一方で、ドレッサ表面の砥粒数を増やすと、接触面積が増えドレス時の抵抗が上がってしまう傾向にある。
【0007】
そこで、本発明が解決しようとする課題は、ドレス時の抵抗が少なく、切れ味のバラツキが少なく、安定したドレスを行うことができるロータリードレッサを提供することにある。
【課題を解決するための手段】
【0008】
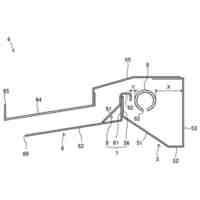
本発明に係る第1のロータリードレッサは、砥粒層が設けられる被固着部と、めっきにより固着されたダイヤモンド砥粒を含む砥粒部および溝を含む溝部を有する前記砥粒層と、を有するドレス部を備えたロータリードレッサであり、前記溝の幅が、前記ダイヤモンド砥粒の平均粒径の1/4以上、前記ダイヤモンド砥粒の平均粒径の18倍以下であり、前記被固着部が、円板状部を有する台金の外周面にフランジ状に突設された環状の裏打ち層であり、前記砥粒層が、前記裏打ち層の回転面上に形成された環状の砥粒層であり、前記溝が、前記砥粒層の外周から内側に向かって延びるように形成されている。
【0009】
また、本発明に係る第2のロータリードレッサは、砥粒層が設けられる被固着部と、めっきにより固着されたダイヤモンド砥粒を含む砥粒部および溝を含む溝部を有する前記砥粒層と、を有するドレス部を備えたロータリードレッサであり、前記溝の幅が、前記ダイヤモンド砥粒の平均粒径の1/4以上、前記ダイヤモンド砥粒の平均粒径の18倍以下であり、前記被固着部が、円筒状部を有する台金と同一の軸心を有し、前記台金の軸方向の一方に突出した円筒状の突出部であり、前記砥粒層が、前記突出部の外周面上に形成された円筒状の砥粒層であり、前記溝が、作用面から台金側に向かって延びるように形成されている。
【0010】
前記第1のロータリードレッサや前記第2のロータリードレッサのような構成とすることで、ダイヤモンド砥粒数を密に配置させた場合にも、ドレス時の抵抗の増加を抑制できる。これにより、ドレス時の抵抗を低減させ、かつ、切れ味のバラつきが少ない安定したドレスを行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
1か月前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
21日前
富士紡ホールディングス株式会社
研磨パッド
26日前
ナニワトイシ株式会社
刃物研ぎ補助具
18日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
11日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ナガセインテグレックス
研削盤
18日前
株式会社マキタ
サンダ
20日前
株式会社マキタ
サンダ
20日前
株式会社荏原製作所
研磨装置
19日前
富士紡ホールディングス株式会社
研磨パッド
28日前
株式会社ディスコ
切削装置
20日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
1か月前
トーヨーエイテック株式会社
研削盤
20日前
株式会社かいわ
固定ピース
18日前
株式会社ディスコ
研削装置
1か月前
トーヨーエイテック株式会社
ワイヤソー
21日前
国立大学法人九州工業大学
研磨方法および研磨装置
27日前
株式会社ディスコ
切削装置及び切削方法
26日前
ミクロン精密株式会社
センタレス研削装置
21日前
株式会社ディスコ
ワークの加工方法
20日前
株式会社ディスコ
ドレッシングボード
12日前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社東京精密
ワーク保持装置、及び、変位センサ
12日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
搬送パッドおよび加工装置
12日前
株式会社ディスコ
研磨装置及び研磨方法
12日前
株式会社ディスコ
端面修正方法及び切削装置
1か月前
株式会社荏原製作所
トップリングおよび基板処理装置
11日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ