TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024045874
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022150939
出願日
2022-09-22
発明の名称
被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20240327BHJP(研削;研磨)
要約
【課題】チャックテーブルで被加工物を吸引保持したまま、研削ホイールのコンディションを回復させる。
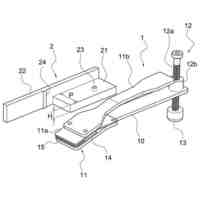
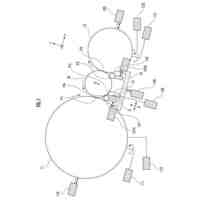
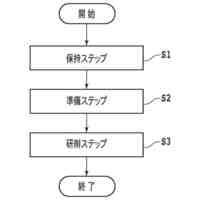
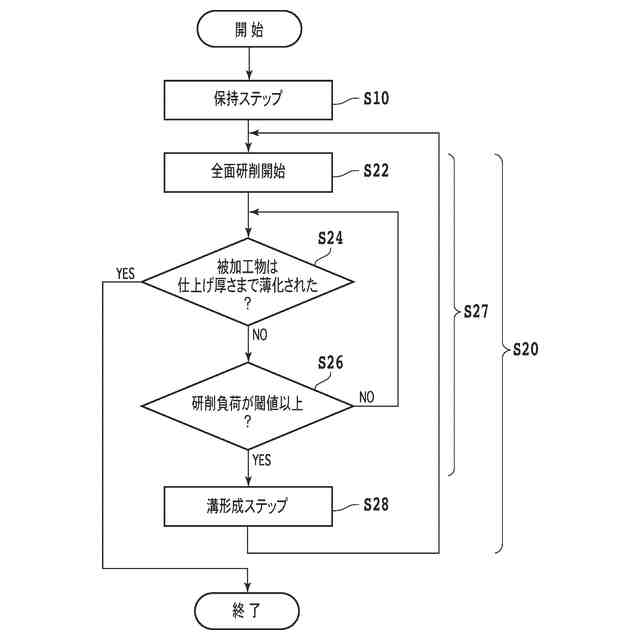
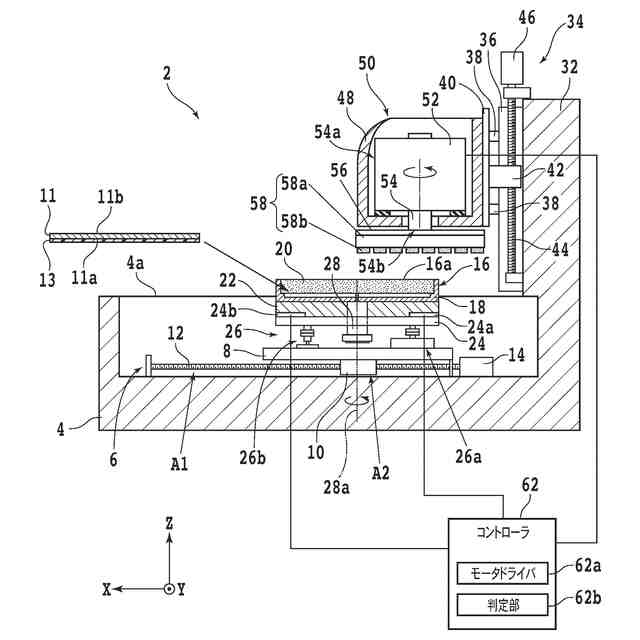
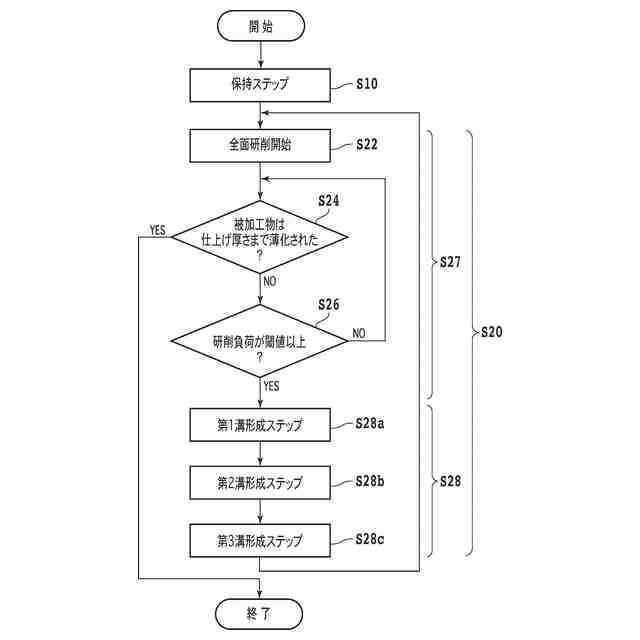
【解決手段】所定の回転軸の周りに回転可能なチャックテーブルで被加工物の一面側を保持する保持ステップと、スピンドルと、スピンドルの先端部に装着された研削ホイールと、を有する研削ユニットの研削ホイールで、被加工物の他面側を研削する研削ステップと、を備え、研削ステップは、スピンドルとチャックテーブルとを回転させた状態で他面側の全面を研削する全面研削ステップと、スピンドルを回転させ且つチャックテーブルを回転させない状態で仕上げ厚さに至らない深さの円弧状の溝を他面側に形成する溝形成ステップと、を含み、全面研削ステップ中に研削負荷が閾値以上となると、全面研削ステップを一旦停止した後、溝形成ステップを行い、溝形成ステップの後に該全面研削ステップを再度行う被加工物の研削方法を提供する。
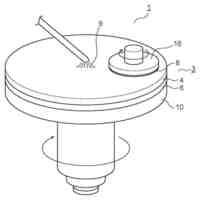
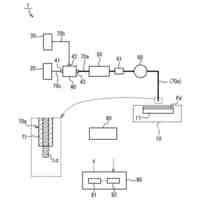
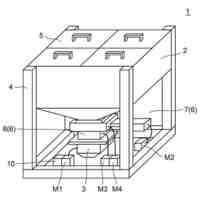
【選択図】図1
特許請求の範囲
【請求項1】
被加工物に対してインフィード研削を施す被加工物の研削方法であって、
所定の回転軸の周りに回転可能なチャックテーブルで該被加工物の一面側を保持する保持ステップと、
該保持ステップの後、スピンドルと、該スピンドルの先端部に装着され環状に配置された複数の研削砥石を含む研削ホイールと、を有する研削ユニットの該研削ホイールで、該一面とは反対側に位置する該被加工物の他面側を研削する研削ステップと、を備え、
該研削ステップは、
該スピンドルと該チャックテーブルとを回転させた状態で該スピンドルの長手方向に沿って該研削ホイール及び該チャックテーブルを相対的に接近させて、該被加工物の該他面側の全面を研削する全面研削ステップと、
該スピンドルを回転させ且つ該チャックテーブルを回転させない状態で、該スピンドルの長手方向に沿って該スピンドル及び該チャックテーブルを相対的に接近させて仕上げ厚さに至らない深さの円弧状の溝を該他面側に形成する溝形成ステップと、
を含み、
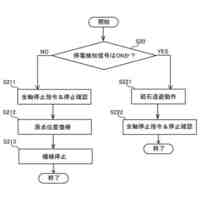
該全面研削ステップ中に研削負荷が閾値以上となると、該全面研削ステップを一旦停止した後、該溝形成ステップを行い、該溝形成ステップの後に該全面研削ステップを再度行うことを特徴とする被加工物の研削方法。
続きを表示(約 480 文字)
【請求項2】
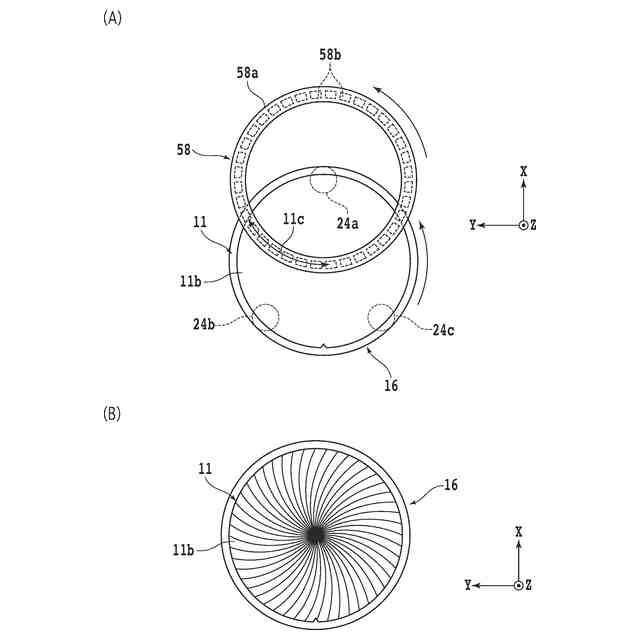
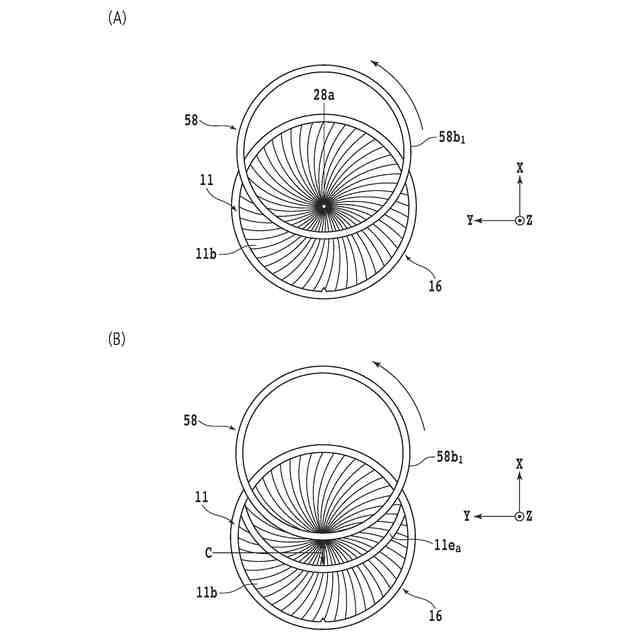
該溝形成ステップは、該チャックテーブルの該所定の回転軸における中心線の延長線上に該研削砥石の軌跡が通らない様に該研削ホイール及び該チャックテーブルを配置して円弧状の第1溝を該他面側に形成する第1溝形成ステップを含むことを特徴とする請求項1に記載の被加工物の研削方法。
【請求項3】
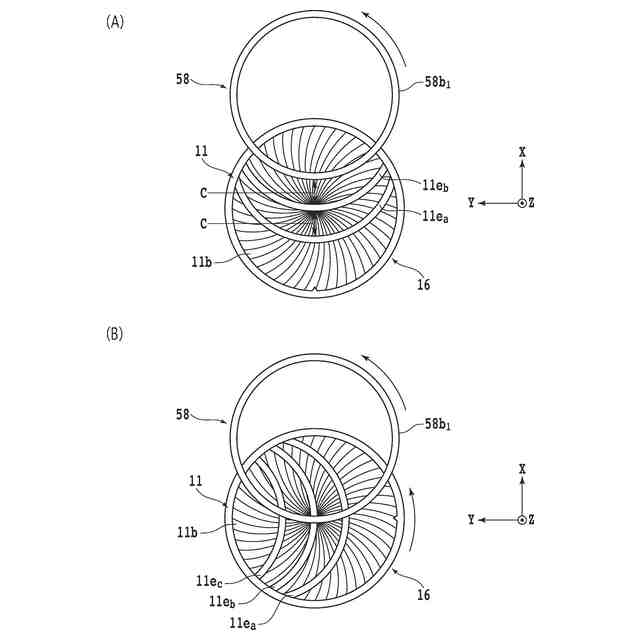
該溝形成ステップは、該スピンドルの該長手方向と直交する所定方向に該研削ユニットと該チャックテーブルとを相対的に移動させることにより該チャックテーブル及び該研削ホイールの配置を調整した上で、該他面側において該第1溝と交差しない様に円弧状の第2溝を該他面側に形成する第2溝形成ステップを更に含むことを特徴とする請求項2に記載の被加工物の研削方法。
【請求項4】
該溝形成ステップは、該第1溝形成ステップの後、該チャックテーブルを所定角度だけ回転させることにより該チャックテーブル及び該研削ホイールの配置を調整した上で、該他面側に追加第1溝を形成する追加第1溝形成ステップを更に含むことを特徴とする請求項2に記載の被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物に対してインフィード研削を施す被加工物の研削方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
半導体デバイスチップの製造工程では、半導体デバイスチップの厚さを薄くするために、シリコン等で形成された単結晶基板の表面側にIC(Integrated Circuit)等のデバイスを形成した後、単結晶基板の裏面側を研削して薄化することが行われる(例えば、特許文献1参照)。
【0003】
単結晶基板としては、シリコン(Si)単結晶基板よりも高い硬度を有する、炭化ケイ素(SiC)、サファイア、窒化ガリウム(GaN)等の単結晶基板が使用されることもある。この様な硬質基板の研削中には、目詰まり、目こぼれ、目つぶれ等により研削ホイールのコンディションが悪化しやすい。
【0004】
研削ホイールのコンディションが悪化した状態で研削を続けると、スピンドルを駆動するための電流値の上昇、被研削面での面焼け等のトラブルにつながる。この様なトラブルを未然に防ぐためには、研削ホイールに対して定期的にドレッシングを施すことにより、研削ホイールのコンディションを回復させる必要がある。
【0005】
しかし、研削ホイールに対してドレッシングを施すためには、例えば、被加工物に代えてドレッシングボードをチャックテーブルで吸引保持する第1の交換作業や、研削ホイールに対してドレッシングを施した後、再度、ドレッシングボードに代えて被加工物をチャックテーブルで吸引保持する第2の交換作業が発生する。
【0006】
このような交換作業は、例えば、研削装置のオペレータによって行われるので工数がかかる。また、交換作業の時間は、被加工物を研削できないダウンタイムとなるので、研削装置の可動率が低下する。
【先行技術文献】
【特許文献】
【0007】
特開2009-90389号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は係る問題点に鑑みてなされたものであり、チャックテーブルで被加工物を吸引保持したまま、研削ホイールのコンディションを回復させることを目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、被加工物に対してインフィード研削を施す研削方法であって、所定の回転軸の周りに回転可能なチャックテーブルで該被加工物の一面側を保持する保持ステップと、該保持ステップの後、スピンドルと、該スピンドルの先端部に装着され環状に配置された複数の研削砥石を含む研削ホイールと、を有する研削ユニットの該研削ホイールで、該一面とは反対側に位置する該被加工物の他面側を研削する研削ステップと、を備え、該研削ステップは、該スピンドルと該チャックテーブルとを回転させた状態で該スピンドルの長手方向に沿って該研削ホイール及び該チャックテーブルを相対的に接近させて、該被加工物の該他面側の全面を研削する全面研削ステップと、該スピンドルを回転させ且つ該チャックテーブルを回転させない状態で、該スピンドルの長手方向に沿って該スピンドル及び該チャックテーブルを相対的に接近させて仕上げ厚さに至らない深さの円弧状の溝を該他面側に形成する溝形成ステップと、を含み、該全面研削ステップ中に研削負荷が閾値以上となると、該全面研削ステップを一旦停止した後、該溝形成ステップを行い、該溝形成ステップの後に該全面研削ステップを再度行う被加工物の研削方法が提供される。
【0010】
好ましくは、該溝形成ステップは、該チャックテーブルの該所定の回転軸における中心線の延長線上に該研削砥石の軌跡が通らない様に該研削ホイール及び該チャックテーブルを配置して円弧状の第1溝を該他面側に形成する第1溝形成ステップを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社雄飛
加工装置及び加工方法
21日前
ナニワトイシ株式会社
刃物研ぎ補助具
18日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
11日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ナガセインテグレックス
研削盤
18日前
株式会社マキタ
サンダ
20日前
株式会社マキタ
サンダ
20日前
株式会社荏原製作所
研磨装置
19日前
株式会社ディスコ
切削装置
20日前
株式会社かいわ
固定ピース
18日前
トーヨーエイテック株式会社
研削盤
20日前
トーヨーエイテック株式会社
ワイヤソー
21日前
ミクロン精密株式会社
センタレス研削装置
21日前
株式会社ディスコ
ワークの加工方法
20日前
株式会社ディスコ
ドレッシングボード
12日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
12日前
株式会社ディスコ
研磨装置及び研磨方法
12日前
株式会社ディスコ
搬送パッドおよび加工装置
12日前
株式会社荏原製作所
トップリングおよび基板処理装置
11日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
25日前
株式会社東京精密
加工装置
5日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
21日前
マコー株式会社
ウェットブラスト処理装置
6日前
富士紡ホールディングス株式会社
保持具、及び保持具の製造方法
26日前
株式会社ディスコ
被加工物の研削方法及び研削装置
11日前
株式会社ディスコ
研削ホイール及び被加工物の研削方法
5日前
芝浦機械株式会社
加工位置設定方法、研削加工装置および成形加工装置
18日前
富士紡ホールディングス株式会社
研磨パッド、及び研磨加工物の製造方法
25日前
富士紡ホールディングス株式会社
研磨パッド、及び研磨パッドの製造方法
25日前
株式会社チップトン
バレル研磨用研磨石
20日前
株式会社マルテー大塚
湿式研削装置
18日前
株式会社スギノマシン
アブレシブウォータージェット加工装置に用いる研磨材供給装置
12日前
株式会社東京精密
ワーク加工装置及びワーク加工方法
20日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ