TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024054363
公報種別
公開特許公報(A)
公開日
2024-04-16
出願番号
2024022495,2019209603
出願日
2024-02-19,2019-11-20
発明の名称
ワーク加工装置及びワーク加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
27/06 20060101AFI20240409BHJP(研削;研磨)
要約
【課題】フランジの端面の修正に伴うスループットの低下を抑えることができるワーク加工装置及びワーク加工方法を提供する。
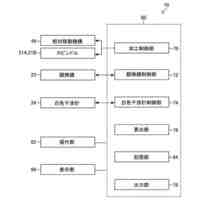
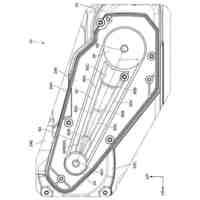
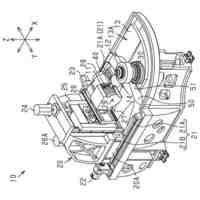
【解決手段】フランジの端面の状態を検出する検出手段と、フランジの端面に砥石を当接して端面を研削する端面修正手段と、スピンドルに対してブレードを着脱するブレード着脱手段と、を有するブレード自動交換装置と、ブレード自動交換装置を制御する制御手段と、を有し、制御手段は、端面修正手段による端面の研削に先立って検出手段を端面に対向させて端面の状態を検出し、検出手段による端面の状態の検出直後に検出手段の検出結果に基づいて端面に端面修正手段又はブレード着脱手段を対向させる。
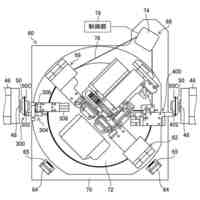
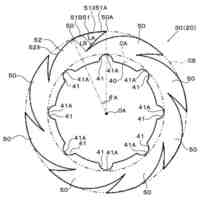
【選択図】図5
特許請求の範囲
【請求項1】
スピンドルの先端に設けられたフランジの端面にブレードを支持し、前記スピンドルにより前記ブレードを回転させてワークに当接させることにより前記ワークを切削加工するワーク加工装置において、
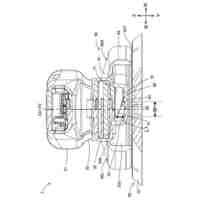
前記フランジの前記端面の状態を検出する検出手段と、前記フランジの前記端面に砥石を当接して前記端面を研削する端面修正手段と、前記スピンドルに対して前記ブレードを着脱するブレード着脱手段と、を有するブレード自動交換装置と、
前記ブレード自動交換装置を制御する制御手段と、を有し、
前記制御手段は、前記端面修正手段による前記端面の研削に先立って前記検出手段を前記端面に対向させて前記端面の状態を検出し、前記検出手段による前記端面の状態の検出直後に前記検出手段の検出結果に基づいて前記端面に前記端面修正手段又は前記ブレード着脱手段を対向させる、ワーク加工装置。
続きを表示(約 900 文字)
【請求項2】
前記制御手段は、前記端面修正手段を前記端面に対向させて前記端面の研削した直後に前記検出手段を前記端面に対向させて前記端面の状態を再検出できる、
請求項1に記載のワーク加工装置。
【請求項3】
前記検出手段は、前記スピンドルの軸線と前記端面とのなす角度、及び前記端面に発生した疵の状態のうち少なくとも1つの前記端面の状態を検出し、
前記制御手段は、前記検出手段によって検出された前記端面の状態に基づいて前記端面修正手段を制御する、
請求項1又は2に記載のワーク加工装置。
【請求項4】
前記検出手段が前記端面の状態として前記角度を検出する場合には、前記制御手段は、前記砥石によって前記角度が直角となるように前記端面修正手段を制御する、
請求項3に記載のワーク加工装置。
【請求項5】
前記検出手段が前記端面の状態として前記疵の状態を検出する場合には、前記制御手段は、前記砥石によって前記疵を除去するように前記端面修正手段を制御する、
請求項3に記載のワーク加工装置。
【請求項6】
スピンドルの先端に設けられたフランジの端面にブレードを支持し、前記スピンドルにより前記ブレードを回転させてワークに当接させることにより前記ワークを切削加工するワーク加工装置において、前記フランジの前記端面の状態を検出する検出手段と、前記フランジの前記端面に砥石を当接して前記端面を研削する端面修正手段と、前記スピンドルに対して前記ブレードを着脱するブレード着脱手段と、を有するブレード自動交換装置と、前記ブレード自動交換装置を制御する制御手段と、を備えるワーク加工装置に適用されるワーク加工方法であって、
前記端面修正手段による前記端面の研削に先立って前記検出手段を前記端面に対向させて前記端面の状態を検出し、
前記検出手段による前記端面の状態の検出直後に前記検出手段の検出結果に基づいて前記端面に前記端面修正手段又は前記ブレード着脱手段を対向させる、ワーク加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はワーク加工装置に係り、特にスピンドルによってブレードを回転させて半導体ウェーハ等のワークを切削加工するワーク加工装置及びワーク加工方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
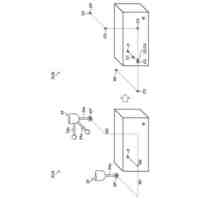
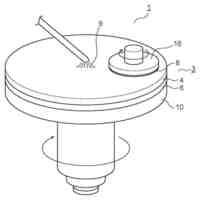
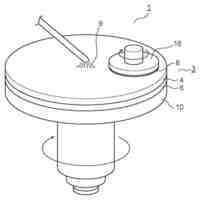
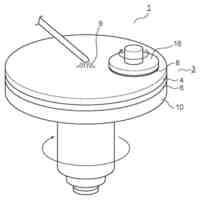
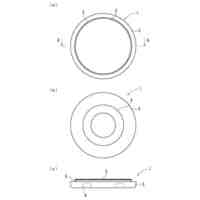
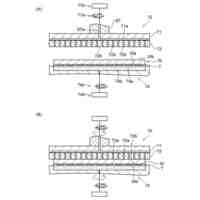
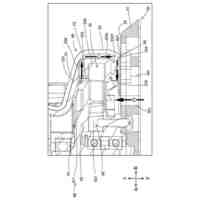
従来、半導体ウェーハ等のワークをブレードによって切削加工する装置としてダイシング装置(例えば、特許文献1参照)が知られている。このダイシング装置は、スピンドルの先端に設けられたフランジの端面にブレードを支持し、スピンドルによりブレードを回転させてワークに当接させることによりワークを切削加工する。
【0003】
ダイシング装置では、ブレードはフランジの端面に接触した状態でワークの切削が行われるため、ブレードに接触するフランジの端面が平坦ではない場合、及びスピンドルの軸線とフランジの端面とのなす角度が直角ではない場合には、ブレードの回転時にブレードがばたついて精密な加工ができなくなるという問題がある。
【0004】
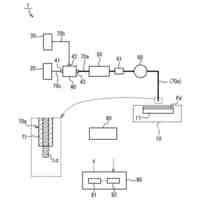
そこで、特許文献2には、フランジの端面を研削砥石によって研削することにより端面修正を行う切削装置が開示されている。この切削装置は、フランジと研削砥石とのY方向の相対的移動によるフランジの端面と研削砥石との接触を検出する検出部と、フランジの端面と研削砥石との少なくともX方向及びZ方向の位置関係を調整した後に、フランジの端面と研削砥石とを互いにY方向に接近させてフランジの端面と研削砥石とが接触したことを検出部が検出することによってY方向の端面修正開始位置を決定する制御部と、を有している。
【先行技術文献】
【特許文献】
【0005】
特開2019-22936号公報
特開2011-224666号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2に開示された切削装置では、フランジの端面の状態によっては端面修正が不要であるにもかかわらず端面修正が行われてしまう場合があるので、その場合にはワーク加工装置のスループットを低下させる原因になるという問題がある。
【0007】
本発明はこのような問題に鑑みて成されたものであり、フランジの端面の修正に伴うスループットの低下を抑えることができるワーク加工装置及びワーク加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のワーク加工装置は、本発明の目的を達成するために、スピンドルの先端に設けられたフランジの端面にブレードを支持し、スピンドルによりブレードを回転させてワークに当接させることによりワークを切削加工するワーク加工装置において、フランジの端面の状態を検出する検出手段と、フランジの端面に砥石を当接して端面を研削する端面修正手段と、検出手段の検出結果に基づいて端面修正手段を制御する制御手段と、を有する。
【0009】
本発明のワーク加工装置の一形態は、検出手段は、スピンドルの軸線と端面とのなす角度、及び端面に発生した疵の状態のうち少なくとも1つの端面の状態を検出し、制御手段は、検出手段によって検出された端面の状態に基づいて端面修正手段を制御することが好ましい。
【0010】
本発明のワーク加工装置の一形態は、検出手段が端面の状態として角度を検出する場合には、制御手段は、砥石によって角度が直角となるように端面修正手段を制御することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
測定装置
5日前
株式会社東京精密
充放電試験システム
1か月前
株式会社東京精密
測定装置、加工装置及び測定方法
3日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
25日前
株式会社東京精密
測定ヘッド及びそれに用いられる揺動支点部材
2日前
株式会社東京精密
測定プログラム生成方法及び三次元座標測定機
12日前
株式会社東京精密
充放電試験システム及び充放電試験システムの制御方法
1か月前
株式会社東京精密
加工装置
18日前
株式会社東京精密
ワーク処理システム
1か月前
株式会社東京精密
ワーク加工装置及びワーク加工方法
1か月前
株式会社東京精密
ステータコイル端末の姿勢検査装置及び姿勢検査方法
1か月前
個人
T字カミソリ磨き
1か月前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
1か月前
オークマ株式会社
円筒研削盤
3日前
株式会社岡本工作機械製作所
チャック装置
2か月前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
ケヰテック株式会社
研磨用バフ
1か月前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
株式会社荏原製作所
基板処理装置
5日前
株式会社ナガセインテグレックス
研削盤
1か月前
株式会社マキタ
サンダ
1か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
1か月前
個人
研磨工具
2日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
有限会社アリューズ
加工方法、球面加工方法
2日前
株式会社ディスコ
切削装置
2日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ