TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024040072
公報種別
公開特許公報(A)
公開日
2024-03-25
出願番号
2022144917
出願日
2022-09-12
発明の名称
研磨用バフ
出願人
ケヰテック株式会社
代理人
個人
,
個人
,
個人
主分類
B24D
13/14 20060101AFI20240315BHJP(研削;研磨)
要約
【課題】自動車の塗装面や樹脂成形品の表面等を、装着した研磨装置に上方から大きな力を加えることなく、高い研磨力で非常に効率良く、かつ、綺麗に研磨することが可能な研磨用バフを提供する。
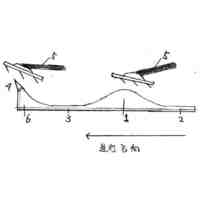
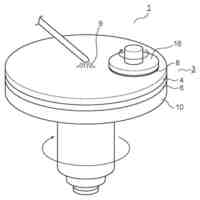
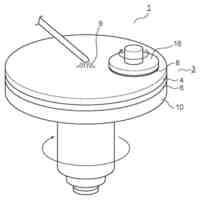
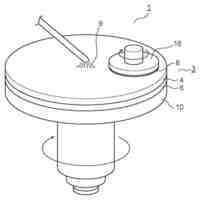
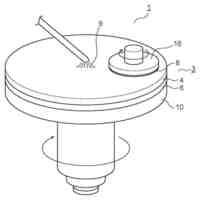
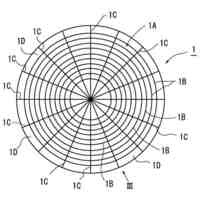
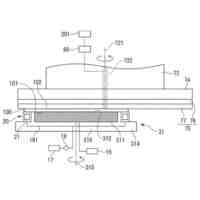
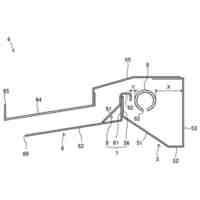
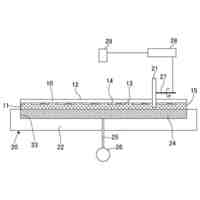
【解決手段】研磨用バフ1は、被研磨面に接触させるための研磨部材3と、
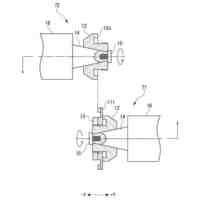
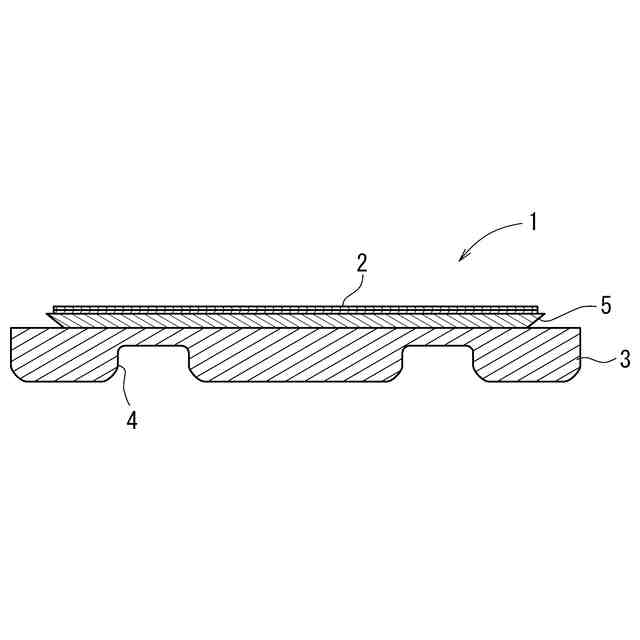
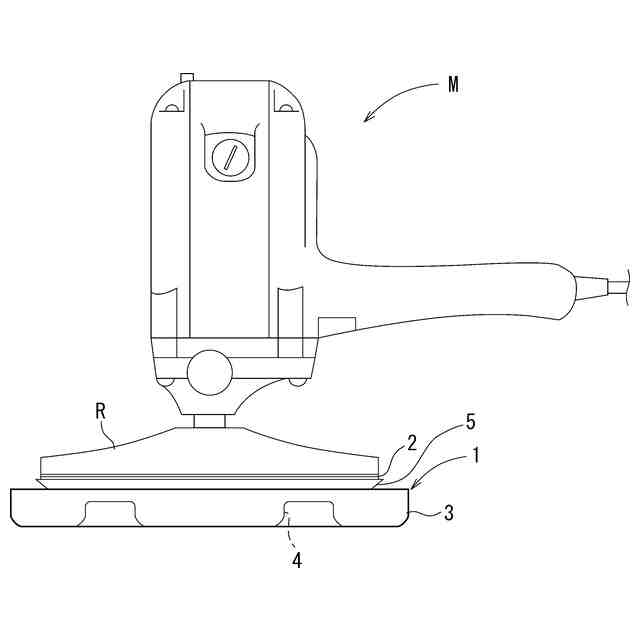
被研磨表面と接触する研磨部材3と、その研磨部材3を背面から支持するための支持部材5と、研磨部材3を(支持部材5とともに)研磨装置(回転型ポリッシャー等)に固定させるための固定部材2とを有している。そして、研磨部材3は、低反発のウレタンフォームによって15.0mmの扁平な円柱状に形成されており、表面の中心から35.0mm~59.0mmの部分に、24.0mm幅の周状の溝部4が、中心に対して同心円状に設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
被研磨面に接触させるための合成樹脂製の研磨部材と、その研磨部材を研磨装置に固定させるための固定部材とを有する研磨用バフであって、
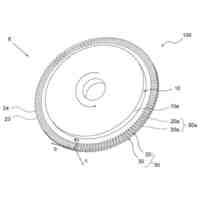
前記研磨部材が、反発弾性率が22%未満の発泡合成樹脂によって形成されており、表面に、周状の溝部を、中心に対して同心円状に設けたものであることを特徴とする研磨用バフ。
続きを表示(約 190 文字)
【請求項2】
前記研磨部材を構成する発泡合成樹脂が、F硬度65以上でE硬度30以下のものであることを特徴とする請求項1に記載の研磨用バフ。
【請求項3】
前記周状の溝部の幅が、研磨部材の半径の20%以上45%以下であるとともに、
前記周状の溝部の深さが、研磨部材の厚みの25%以上75%以下であることを特徴とする請求項1、または2に記載の研磨用バフ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の塗装面や樹脂成形品の表面等を研磨するための研磨具に装着されて使用される合成樹脂からなる研磨具(所謂、バフ)に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車の生産のラインや鈑金塗装工場で、塗装時に付着したゴミや塗料の小さな固まり(所謂、ブツ)を除去するために、及び、塗り肌が悪くなった場合にこれを除去して整えるために当てたペーパー目を磨いて消す目的、コーティング加工の前処理として、洗車キズや移動時・保管時に付いたもろもろの傷を磨いて消す目的、販売目的の中古車を陳列する際に、再塗装に至らない状態の塗膜の傷を消してツヤを出す目的等で、回転型ポリッシャー等の研磨装置を用いた塗装面の研磨(所謂、バフ研磨)が広く行われている。かかるバフ研磨は、塗装面の突起や凹部等の欠陥を修正するためのペーパー掛けが行われた後に、そのペーパー掛けにより生じた傷である凹凸(所謂、ペーパー目)を消しながら、表面光沢を付与したり、その他の塗膜の傷やくすみを消してツヤを出すものである。
【0003】
そのようなバフ研磨の際に、研磨装置に装着するバフとしては、タオルバフ、ウールバフ、フェルトバフ、布被覆バフ等の繊維素材からなるバフや、発泡合成樹脂からなるバフ(所謂、スポンジバフ)等が用いられている。また、スポンジバフとしては、特許文献1の如く、ポリウレタンフォーム(発泡ポリウレタン)によって形成されたものが知られており、被研磨面の材質や状態に応じて、硬さや目の粗さが調整される。かかるスポンジバフは、多孔質でありコンパウンドを含有保持する性能にも優れているため、広範に用いられている。
【0004】
繊維素材からなるバフは、その動きに追従して、解すことができる最小単位の各繊維が被研磨面の傷の深部および浅部に全体的に接触して、コンパウンドの砥粒を塗膜表面に接触させる力を直接的に伝えることができるため、主として切削や研磨作業に用いられる。一方、スポンジバフは、トレース能力が良好でないため、被研磨面の傷の深浅差が大きい場合には不向きであり、主としてコンパウンドを緩衝して柔らかく塗膜に接触させるための仕上げ艶出し研磨に利用されている。
【0005】
また、研磨時の研磨面の温度上昇を防ぐとともにバフの早期劣化を防ぐ目的で、特許文献2の如く、軟質ウレタンフォームの基材の表層に、熱プレス成形により圧縮して表面に凸部と溝とを設けた軟質ウレタンフォームの表層材を固着した複合スポンジバフも提案されている。
【先行技術文献】
【特許文献】
【0006】
特開平10-244470号公報
特開平11-300630号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の如き、ウレタンフォームからなる従来のスポンジバフは、硬度を低くすると十分な研磨力(研削力)を得ることができないものとなり、反対に、硬度を高くすると、塗膜面に柔軟に追従しなくなり、ごく僅かな面積に集中して接触するため、被研磨面全体に接合しなくなるので、硬度の微調整が難しい、という不具合がある。一方、特許文献2の如き、複数の素材からなる研磨部材を厚み方向に積層してなる複合スポンジバフは、安価に製造することが困難である上、各素材の接合界面から剥がれて損傷し易い、という不具合もある。
【0008】
本発明の目的は、上記従来の研磨用バフ(スポンジバフ、複合スポンジバフ)の問題点を解消し、安価かつ容易に製造できる上、装着した研磨装置(回転型ポリッシャー等)に上方から大きな力を加えることなく、研磨面(自動車の塗装面や樹脂成形品の表面等)を高い研磨力(研削力)で効率良く、かつ、綺麗に研磨することが可能な研磨用バフを提供することにある。
【課題を解決するための手段】
【0009】
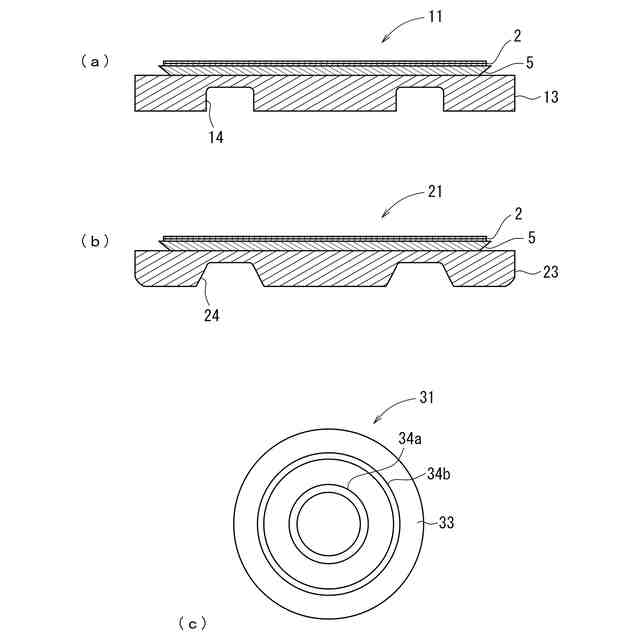
本発明の内、請求項1に記載された発明は、被研磨面に接触させるための合成樹脂製の研磨部材と、その研磨部材を研磨装置に固定するための固定部材とを有する研磨用バフであって、前記研磨部材が、反発弾性率が22%未満の発泡合成樹脂(所謂、プラスチックフォーム)によって形成されており、表面に、周状の溝部を、中心に対して同心円状に設けたものであることを特徴とする。なお、本発明においては、上記した反発弾性率が22%未満の発泡合成樹脂(所謂“一般タイプの発泡合成樹脂”および“高弾性タイプの発泡合成樹脂”以外の発泡合成樹脂)を、低反発の発泡合成樹脂という。また、本発明における「周状の溝部」は、一つに繋がったものに限定されず、複数に分割されたものも含まれるが、一つに繋がったものであると、研磨装置に装着して研磨作業をする際に不要な振動が生じにくいので、より好ましい。
【0010】
請求項2に記載された発明は、請求項1に記載された発明において、研磨部材を構成する発泡合成樹脂が、F硬度65以上でE硬度30以下のものであることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
29日前
株式会社ディスコ
切削方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
藤栄株式会社
研削工具及び研削工具用ベース
1か月前
富士紡ホールディングス株式会社
研磨パッド
9日前
株式会社ディスコ
研磨装置、及び、研磨方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社荏原製作所
研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社かいわ
固定ピース
16日前
トーヨーエイテック株式会社
研削盤
18日前
株式会社ディスコ
研削装置
29日前
トーヨーエイテック株式会社
ワイヤソー
19日前
国立大学法人九州工業大学
研磨方法および研磨装置
25日前
株式会社ディスコ
切削装置及び切削方法
24日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ディスコ
端面修正方法及び切削装置
29日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ