TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058034
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165142
出願日
2022-10-14
発明の名称
被加工物の研削方法及び研削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20240418BHJP(研削;研磨)
要約
【課題】加工不良の発生を抑制することが可能な被加工物の研削方法を提供する。
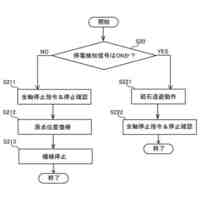
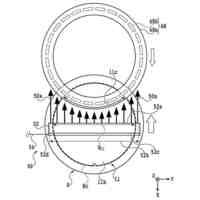
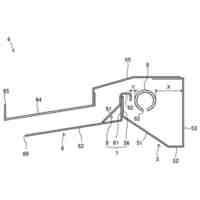
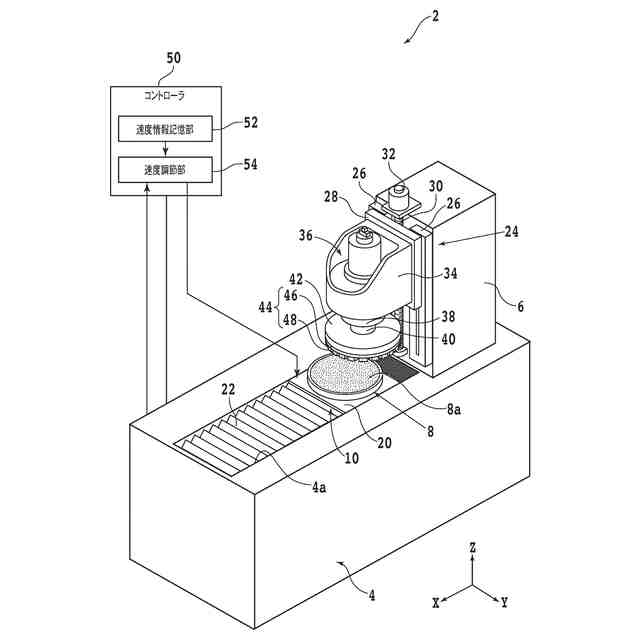
【解決手段】研削装置を用いて被加工物を研削する被加工物の研削方法であって、研削装置は、被加工物を保持する保持面を有するチャックテーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、被加工物を保持面で保持する保持ステップと、チャックテーブルと研削ホイールとの位置関係を調節する準備ステップと、研削砥石で被加工物を研削する研削ステップと、を含み、研削ステップでは、被加工物と研削砥石との接触面積に応じて、被加工物と研削ホイールとの相対的な移動速度を変更する。
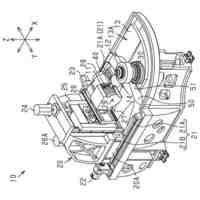
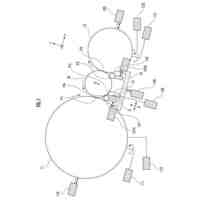
【選択図】図3
特許請求の範囲
【請求項1】
研削装置を用いて被加工物を研削する被加工物の研削方法であって、
該研削装置は、該被加工物を保持する保持面を有するチャックテーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、
該被加工物を該保持面で保持する保持ステップと、
該保持面に沿って設定された加工送り方向において該被加工物と該研削砥石とが互いに離隔し、且つ、該研削砥石の下面が該被加工物の上面から所定の距離下方に位置づけられるように、該チャックテーブルと該研削ホイールとの位置関係を調節する準備ステップと、
該研削ホイールを回転させつつ該被加工物と該研削ホイールとを該加工送り方向に相対的に移動させることにより、該研削砥石で該被加工物を研削する研削ステップと、を含み、
該研削ステップでは、該被加工物と該研削砥石との接触面積に応じて、該被加工物と該研削ホイールとの相対的な移動速度を変更することを特徴とする被加工物の研削方法。
続きを表示(約 490 文字)
【請求項2】
該研削ステップでは、該接触面積が大きくなるほど該移動速度を低くすることを特徴とする請求項1記載の被加工物の研削方法。
【請求項3】
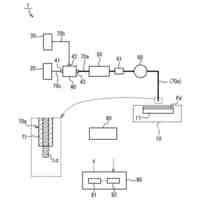
被加工物を研削する研削装置であって、
該被加工物を保持する保持面を有するチャックテーブルと、
研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、
該保持面に沿って設定された加工送り方向において該被加工物と該研削ホイールとを相対的に移動させる移動機構と、
コントローラと、を備え、
該コントローラは、
該被加工物と該研削砥石との接触面積に応じた該被加工物と該研削ホイールとの相対的な移動速度を示す速度情報を記憶する速度情報記憶部と、
該速度情報記憶部に記憶された該速度情報に基づいて、該被加工物と該研削ホイールとの相対的な移動速度を調節する速度調節部と、を含むことを特徴とする研削装置。
【請求項4】
該速度情報は、該接触面積が大きくなるほど該移動速度が低くなるように設定されることを特徴とする請求項3記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置を用いて被加工物を研削する被加工物の研削方法、及び、被加工物を研削する研削装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
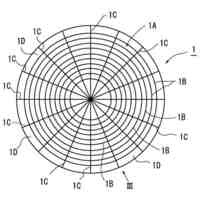
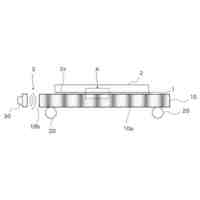
デバイスチップの製造プロセスでは、互いに交差する複数のストリート(分割予定ライン)によって区画された複数の領域にそれぞれデバイスが形成されたウェーハが用いられる。このウェーハをストリートに沿って分割することにより、デバイスをそれぞれ備える複数のデバイスチップが得られる。デバイスチップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
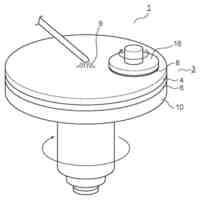
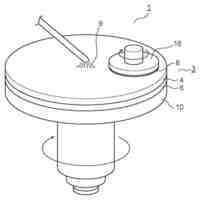
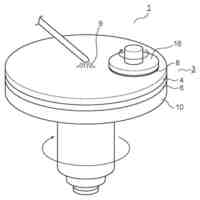
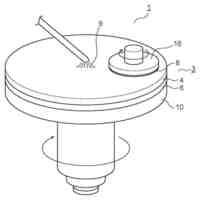
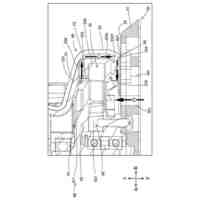
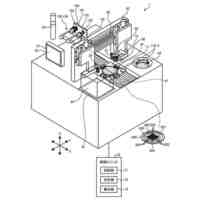
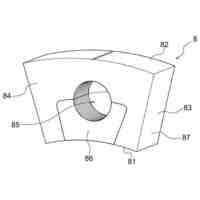
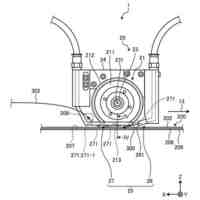
近年では、電子機器の小型化に伴い、デバイスチップの薄型化が求められている。そこで、分割前のウェーハを研削装置で研削して薄化する工程が実施されることがある。研削装置は、被加工物を保持する保持面を有するチャックテーブルと、被加工物を研削する研削ユニットとを備えている。研削ユニットはスピンドルを備え、スピンドルの先端部には複数の研削砥石を含む研削ホイールが装着される。
【0004】
研削装置を用いてウェーハ等の被加工物を研削する際には、チャックテーブルの保持面で保持された被加工物の中心が研削砥石の軌道と重なるように、チャックテーブルと研削ユニットとの位置関係が調節される。そして、チャックテーブルと研削ホイールとをそれぞれ回転させつつ、研削ホイールをスピンドルの回転軸と平行な加工送り方向(鉛直方向)に沿って下降させる。これにより、研削砥石の下面が被加工物の上面側に接触して、被加工物が研削される。このような研削方式は、インフィード研削と呼ばれる。
【0005】
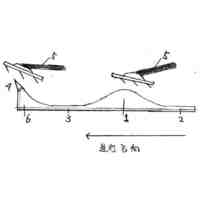
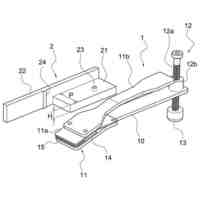
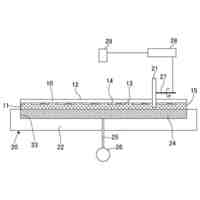
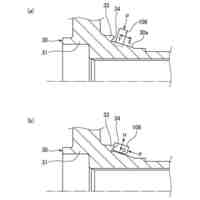
一方、被加工物の研削には、クリープフィード研削と称される研削方式が用いられることもある。クリープフィード研削では、研削砥石が被加工物の外側に位置付けられ、且つ、研削砥石の下面が被加工物の上面よりも下方に位置付けられるように、チャックテーブルと研削ユニットとの位置関係が調節される。そして、研削ホイールを回転させつつ、チャックテーブルを保持面と平行な加工送り方向(水平方向)に沿って移動させる。これにより、研削砥石の側面及び底面が被加工物の上面側に接触して、被加工物が研削される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
特開2005-28550号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、被加工物にクリープフィード研削を施す際には、研削ホイールを回転させつつ、チャックテーブルと研削ホイールとを加工送り方向に沿って所定の移動速度(加工送り速度)で相対的に移動させることにより、研削砥石を被加工物の一端部から他端部まで加工送り方向に沿って接触させる。そして、加工送り速度は、被加工物の研削中に被加工物及び研削砥石にかかる負荷(研削負荷)を考慮して設定される。
【0008】
しかしながら、クリープフィード研削では、加工送りの進行に伴って被加工物と研削砥石との接触面積が変化する。これにより、被加工物の研削中に研削負荷が変動し、被加工物に加工不良が発生するおそれがある。例えば、被加工物と研削砥石との接触面積が拡大しているにも関わらず加工送り速度が高速に維持されると、加工負荷が過度に増大し、被加工物に深い傷(スクラッチ)が形成されることがある。
【0009】
本発明は、かかる問題に鑑みてなされたものであり、加工不良の発生を抑制することが可能な被加工物の研削方法及び研削装置の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、研削装置を用いて被加工物を研削する被加工物の研削方法であって、該研削装置は、該被加工物を保持する保持面を有するチャックテーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、該被加工物を該保持面で保持する保持ステップと、該保持面に沿って設定された加工送り方向において該被加工物と該研削砥石とが互いに離隔し、且つ、該研削砥石の下面が該被加工物の上面から所定の距離下方に位置づけられるように、該チャックテーブルと該研削ホイールとの位置関係を調節する準備ステップと、該研削ホイールを回転させつつ該被加工物と該研削ホイールとを該加工送り方向に相対的に移動させることにより、該研削砥石で該被加工物を研削する研削ステップと、を含み、該研削ステップでは、該被加工物と該研削砥石との接触面積に応じて、該被加工物と該研削ホイールとの相対的な移動速度を変更する被加工物の研削方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
1か月前
株式会社雄飛
加工装置及び加工方法
20日前
富士紡ホールディングス株式会社
研磨パッド
25日前
富士紡ホールディングス株式会社
研磨パッド
25日前
富士紡ホールディングス株式会社
研磨パッド
10日前
富士紡ホールディングス株式会社
研磨パッド
25日前
富士紡ホールディングス株式会社
研磨パッド
25日前
ナニワトイシ株式会社
刃物研ぎ補助具
17日前
株式会社ナガセインテグレックス
研削盤
17日前
株式会社マキタ
サンダ
19日前
株式会社マキタ
サンダ
19日前
株式会社荏原製作所
研磨装置
18日前
富士紡ホールディングス株式会社
研磨パッド
27日前
株式会社ディスコ
切削装置
19日前
株式会社かいわ
固定ピース
17日前
トーヨーエイテック株式会社
研削盤
19日前
株式会社ディスコ
研削装置
1か月前
トーヨーエイテック株式会社
ワイヤソー
20日前
国立大学法人九州工業大学
研磨方法および研磨装置
26日前
株式会社ディスコ
切削装置及び切削方法
25日前
ミクロン精密株式会社
センタレス研削装置
20日前
株式会社ディスコ
ワークの加工方法
19日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
11日前
株式会社ディスコ
ドレッシングボード
11日前
株式会社荏原製作所
トップリングおよび基板処理装置
10日前
株式会社ディスコ
端面修正方法及び切削装置
1か月前
株式会社ディスコ
研磨装置及び研磨方法
11日前
株式会社ディスコ
搬送パッドおよび加工装置
11日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
24日前
株式会社東京精密
加工装置
4日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
20日前
唐橋塗装株式会社
循環式ブラスト装置及び循環式ブラストシステム
27日前
株式会社ディスコ
スピンドルユニット及び研削装置
1か月前
日本精工株式会社
車輪支持用円錐ころ軸受ユニットの製造方法
1か月前
マコー株式会社
ウェットブラスト処理装置
5日前
株式会社新光ステンレス研磨
金属表面模様加工装置、金属表面模様加工方法
26日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ