TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024055571
公報種別
公開特許公報(A)
公開日
2024-04-18
出願番号
2022162612
出願日
2022-10-07
発明の名称
加工位置設定方法、研削加工装置および成形加工装置
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
47/22 20060101AFI20240411BHJP(研削;研磨)
要約
【課題】研削加工を施す場合の加工開始位置を精度良く求める。
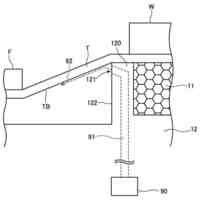
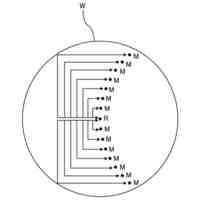
【解決手段】ワークWについて複数の加工点を抽出し、各加工点に対して砥石を低速で回転させながら接触させ、各加工点における接触位置を求める。各加工点における接触位置の分布に基づいて、最小切り込み量をもつ接触位置から加工開始位置を定め、最大切り込み量をもつ接触位置から加工終了位置を定める。
【選択図】図1A
特許請求の範囲
【請求項1】
回転する砥石を用いてワークに対して研削加工を施す際の加工位置を設定する加工位置設定方法において、
前記砥石を用いて前記ワークに対して研削加工を施す際の複数の加工点を抽出する工程と、
前記ワークの各加工点に対して、研削加工時に比べて前記砥石を低速で回転させながら接触させ、各加工点における前記砥石の接触位置を求める工程と、
各加工点における接触位置の分布に基づいて、加工開始位置および加工終了位置を求める工程と、を備えた加工位置設定方法。
続きを表示(約 1,100 文字)
【請求項2】
各加工点における接触位置の分布に基づいて、1番小さな切り込み量を加工開始位置とし、1番大きな切り込み量を加工終了位置とする、請求項1記載の加工位置設定方法。
【請求項3】
前記複数の加工点は5~20点に定められている、請求項1または2記載の加工位置設定方法。
【請求項4】
回転する成形用ホイールを用いて砥石に対して成形加工を施す際の加工位置を設定する加工位置設定方法において、
前記成形用ホイールを用いて前記砥石に対して成形加工を開始する際の複数の加工点を抽出する工程と、
前記砥石の各加工点に対して、成形加工時に比べて前記成形用ホイールを低速で回転させながら接触させ、各加工点における前記成形用ホイールの接触位置を求める工程と、
各加工点における接触位置の分布に基づいて、加工開始位置および加工終了位置を求める工程と、を備えた加工位置設定方法。
【請求項5】
各加工点における接触位置の分布に基づいて、1番小さな切り込み量を加工開始位置とし、1番小さな切り込み量を加工終了位置とする、請求項4記載の加工位置設定方法。
【請求項6】
前記複数の加工点は5~20点に定められている、請求項4または5記載の加工位置設定方法。
【請求項7】
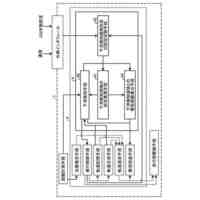
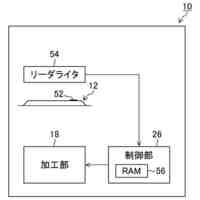
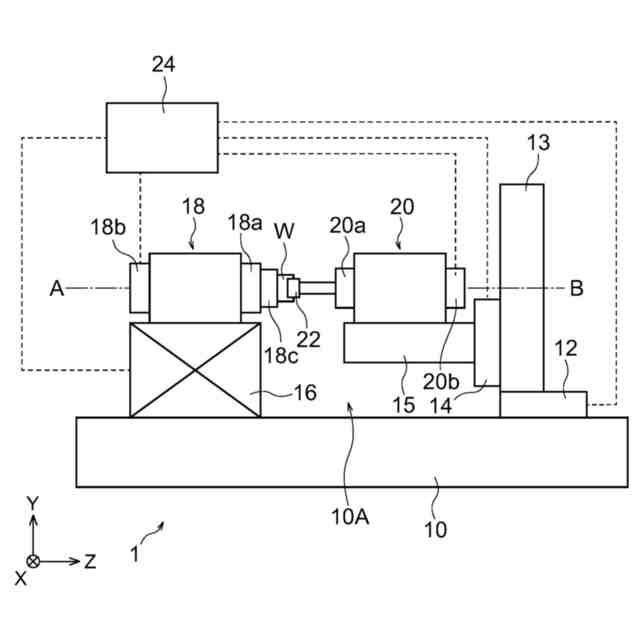
回転する砥石と、ワークに対して前記砥石を相対的に駆動させる駆動機構と、制御部とを備え、
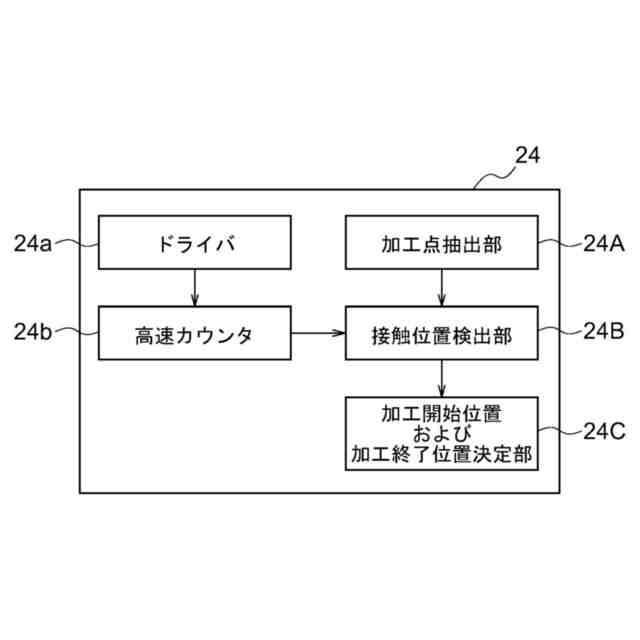
前記制御部は、前記砥石を用いて前記ワークに対して研削加工を施す際の複数の加工点を抽出する加工点抽出部と、
前記ワークの各加工点に対して、研削加工時に比べて前記砥石を低速で回転させながら接触させ、各加工点における前記砥石の接触位置を求める接触位置検出部と、
各加工点における接触位置の分布に基づいて、加工開始位置および加工終了位置を求める加工開始位置および加工終了位置決定部と、を備えた研削加工装置。
【請求項8】
回転する成形用ホイールと、砥石に対して前記成形用ホイールを相対的に駆動させる駆動機構と、制御部とを備え、
前記制御部は、前記成形用ホイールを用いて前記砥石に対して成形加工を施す際の複数の加工点を抽出する加工点抽出部と、
前記砥石の各加工点に対して、成形加工時に比べて前記成形用ホイールを低速で回転させながら接触させ、各加工点における前記成形用ホイールの接触位置を求める接触位置検出部と、
各加工点における接触位置の分布に基づいて、加工開始位置および加工終了点を求める加工開始位置および加工終了位置決定部と、を備えた成形加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は砥石を用いて研削加工する場合の加工位置設定方法、研削加工装置および成形加工装置に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
回転する砥石を用いてワークに対して研削加工を施す場合、加工開始位置および加工終了位置を適切に定めることが必要である。
【0003】
例えば砥石をワークから離した位置から加工を開始した場合、過大な切り込みを防止することができるが、加工時間が長くなる。他方、砥石をワークに過度に近づけて加工を開始した場合、過大な切り込みが生じてしまう。
【0004】
同様に、加工終了位置が浅すぎると、未加工部分が残り、追加加工が必要となる。他方、加工終了位置が深すぎると、加工時間が長くなる。
【先行技術文献】
【特許文献】
【0005】
特開2016-150402号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本開示はこのような点を考慮してなされたものであり、加工開始位置および加工終了位置を正しく設定することができる加工位置設定方法、研削加工装置および成形加工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示は、回転する砥石を用いてワークに対して研削加工を施す際の加工位置を設定する加工位置設定方法において、前記砥石を用いて前記ワークに対して研削加工を施す際の複数の加工点を抽出する工程と、前記ワークの各加工点に対して、研削加工時に比べて前記砥石を低速で回転させながら接触させ、各加工点における前記砥石の接触位置を求める工程と、各加工点における接触位置の分布に基づいて、加工開始位置および加工終了位置を求める工程と、を備えた加工位置設定方法である。
【0008】
本開示は、各加工点における接触位置の分布に基づいて、1番小さな切り込み量を加工開始位置とし、1番大きな切り込み量を加工終了位置とする、加工位置設定方法である。
【0009】
本開示は、前記複数の加工点は5~20点に定められている、加工位置設定方法である。
【0010】
本開示は、回転する成形用ホイールを用いて砥石に対して成形加工を施す際の加工位置を設定する加工位置設定方法において、前記成形用ホイールを用いて前記砥石に対して成形加工を開始する際の複数の加工点を抽出する工程と、前記砥石の各加工点に対して、成形加工時に比べて前記成形用ホイールを低速で回転させながら接触させ、各加工点における前記成形用ホイールの接触位置を求める工程と、各加工点における接触位置の分布に基づいて、加工開始位置および加工終了位置を求める工程と、を備えた加工位置設定方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
干渉検知装置および干渉検知方法
11日前
芝浦機械株式会社
シート成形装置及びシート成形方法
4日前
株式会社松風
歯科用研磨材
1か月前
株式会社ナノテム
砥石
4日前
株式会社ナノテム
砥石
24日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
3日前
住友重機械工業株式会社
研削制御装置及び研削方法
3日前
ファクトリーファイブ株式会社
破損検出機構
4日前
信越半導体株式会社
研磨布の洗浄方法
25日前
株式会社ディスコ
研磨装置
3日前
株式会社太陽
両面研磨装置
17日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
13日前
株式会社ディスコ
加工装置
27日前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
株式会社荏原製作所
研磨方法および研磨装置
11日前
株式会社錦
研磨ブラシ、及びその製造方法
18日前
株式会社ディスコ
保持具及びケース
12日前
株式会社ディスコ
被加工物の研削方法
13日前
株式会社ディスコ
加工装置及び汚れ監視方法
17日前
ソウ テクノロジー カンパニー、リミテッド
資材研削方法
17日前
株式会社ディスコ
切削ブレードストック装置
1か月前
株式会社荏原製作所
パッド表面判定方法およびパッド表面判定システム
24日前
株式会社荏原製作所
研磨方法、研磨装置、および温度調節プログラム
11日前
富士紡ホールディングス株式会社
研磨パッド、及び研磨加工物の製造方法
27日前
株式会社ディスコ
ウェーハの切削方法および積層ウェーハの加工方法
11日前
株式会社ディスコ
マウントフランジの交換要否判定方法及び切削装置
24日前
株式会社東京精密
ダイシング装置
1か月前
シチズンファインデバイス株式会社
加工物の製造方法、およびバリ除去装置
27日前
株式会社シギヤ精機製作所
といし測定手段及びそれを用いたドレス実施システムと研削盤
11日前
Mipox株式会社
溶媒を使用しない機能性を有するシート状部材又は帯状連続部材並びにその製造方法
27日前
株式会社荏原製作所
研磨方法、コンピュータを動作させるためのプログラム、および研磨装置
3日前
株式会社荏原製作所
膜厚測定装置、膜厚測定方法及び基板研磨装置
11日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ