TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024068983
公報種別
公開特許公報(A)
公開日
2024-05-21
出願番号
2022179708
出願日
2022-11-09
発明の名称
切削ブレード検出機構
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
49/12 20060101AFI20240514BHJP(研削;研磨)
要約
【課題】切削ブレードの状態の検出精度の低下を抑制することができる切削ブレード検出機構を提供すること。
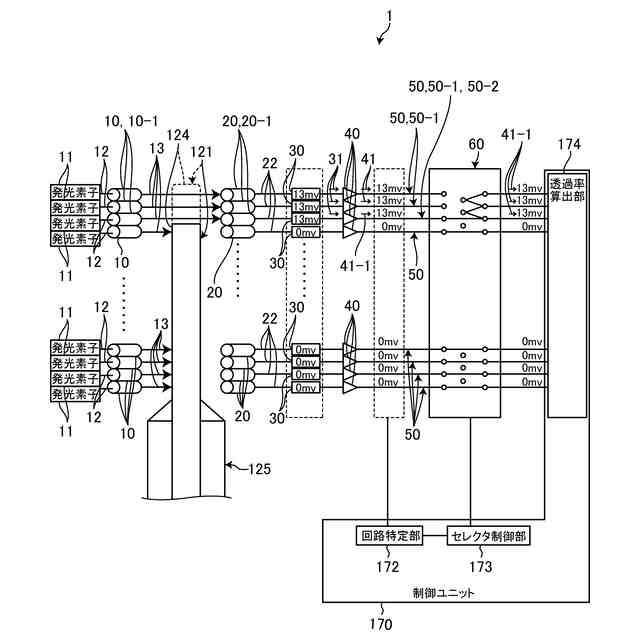
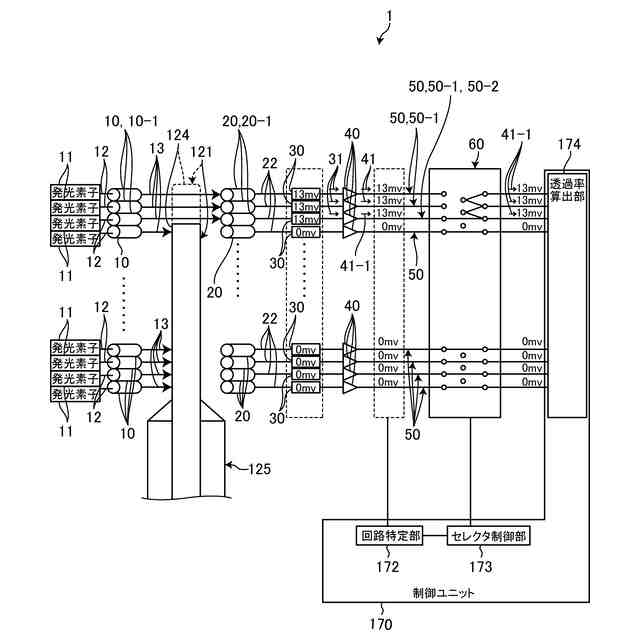
【解決手段】切削ブレード検出機構1は、複数の発光体10と、複数の受光体20と、受光体20が受光した光13を信号31に変換する光電変換器30と、信号31,41を伝達する回路50上に配設され入力した信号41の出力を停止する回路50を選択するセレクタ60と、制御ユニット170と、を有し、制御ユニット170は、回路50の中から所定の期間、信号31,41を伝達する回路50-1を特定する回路特定部172と、回路特定部172で特定された複数の回路50-1の内、切削ブレード121の切れ刃124に近い側の少なくとも1つの回路50-2以外の回路50-1の信号41の出力をセレクタ60に停止させるセレクタ制御部173とを備える。
【選択図】図6
特許請求の範囲
【請求項1】
被加工物を保持するチャックテーブルに保持された被加工物を切削する環状の切れ刃を備えた切削ブレードの回転軸方向の一方の側に該切削ブレードの径方向に直列に互いに隣接して配列された複数の発光体と、切削ブレードの回転軸方向の他方の側に該複数の発光体と対向して配設され該発光体によって照射された光を受光する複数の受光体と、該複数の受光体が受光した光を光量に対応した電圧値の信号に変換する光電変換器と、を具備する切削装置の切削ブレード検出機構であって、
該光電変換器から出力された該信号を伝達する回路上に配設され、入力した該信号の出力を停止する回路を選択するセレクタと、
制御手段と、を有し、
該制御手段は、
該回路の中から所定の期間、該光電変換器からの該信号を伝達する回路を特定する回路特定部と、
該回路特定部で特定された複数の回路の内、該切削ブレードの切れ刃に近い側の少なくとも1つの回路以外の回路の該信号の出力を停止するように該セレクタを制御するセレクタ制御部と、
を、備え、該複数の受光体毎の受光量によるバラつきの影響を低減し、高精度で切削ブレードの検出が可能な切削ブレード検出機構。
続きを表示(約 130 文字)
【請求項2】
該制御手段は、
該回路特定部で特定された回路の内、該切削ブレードの切れ刃に近い側の少なくとも1つの回路以外の回路に接続した該発光体からの発光を停止する発光停止部を更に備えることを特徴とする請求項1に記載の切削ブレード検出機構。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体ウェーハ等のウェーハを切削する切削装置に装備される切削ブレードの状態を検出する為の切削ブレード検出機構に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
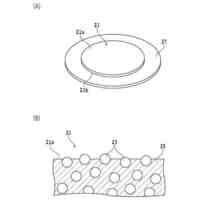
半導体ウェーハをチップ状に個片化するには、通常、ダイサーと呼ばれる切削装置が使用される。この切削装置は、摩耗して直径が減少した切削ブレードの環状の切れ刃の交換時期及び環状の切れ刃の欠けを検出する為の切削ブレード検出機構を備えている(例えば、特許文献1及び特許文献2参照)。
【0003】
上記切削ブレード検出機構は、切削ブレードの環状の切れ刃が侵入するブレード侵入部と、該ブレード侵入部に対向して配列される複数の発光体及び受光体(共に光ファイバー)を備えている。この切削ブレード検出機構は、発光体が発光する光を受光体が受光し、受光体が受光した光の光量に対応した電圧に変換することにより、発光体と受光体との間のブレード侵入部に位置する切削ブレードの環状の切れ刃の状態を検出する。
【先行技術文献】
【特許文献】
【0004】
特開2010-141009号公報
特許第5236918号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1及び特許文献2等に記載された切削ブレード検出機構は、切削中に切れ刃の検出を行う為、切削中の切削水が発光体と受光体との間に散乱し、検出精度を低下させるという課題がある。
【0006】
本発明の目的は、切削ブレードの状態の検出精度の低下を抑制することができる切削ブレード検出機構を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明の切削ブレード検出機構は、被加工物を保持するチャックテーブルに保持された被加工物を切削する環状の切れ刃を備えた切削ブレードの回転軸方向の一方の側に該切削ブレードの径方向に直列に互いに隣接して配列された複数の発光体と、切削ブレードの回転軸方向の他方の側に該複数の発光体と対向して配設され該発光体によって照射された光を受光する複数の受光体と、該複数の受光体が受光した光を光量に対応した電圧値の信号に変換する光電変換器と、を具備する切削装置の切削ブレード検出機構であって、該光電変換器から出力された該信号を伝達する回路上に配設され、入力した該信号の出力を停止する回路を選択するセレクタと、制御手段と、を有し、該制御手段は、該回路の中から所定の期間、該光電変換器からの該信号を伝達する回路を特定する回路特定部と、該回路特定部で特定された複数の回路の内、該切削ブレードの切れ刃に近い側の少なくとも1つの回路以外の回路の該信号の出力を停止するように該セレクタを制御するセレクタ制御部と、を、備え、該複数の受光体毎の受光量によるバラつきの影響を低減し、高精度で切削ブレードの検出が可能なことを特徴とする。
【0008】
前記切削ブレード検出機構では、該制御手段は、該回路特定部で特定された回路の内、該切削ブレードの切れ刃に近い側の少なくとも1つの回路以外の回路に接続した該発光体からの発光を停止する発光停止部を更に備えても良い。
【発明の効果】
【0009】
本発明は、切削ブレードの状態の検出精度の低下を抑制することができるという効果を奏する。
【図面の簡単な説明】
【0010】
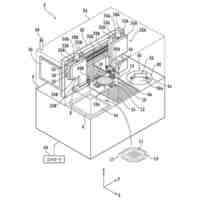
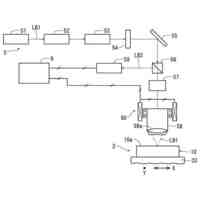
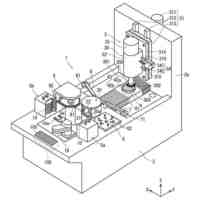
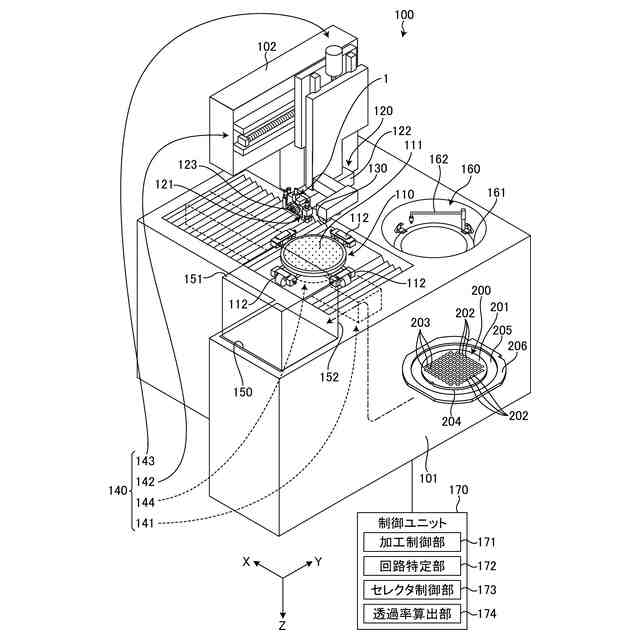
図1は、実施形態1に係る切削装置の切削ブレード検出機構を備える切削装置の構成例を示す斜視図である。
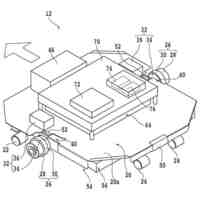
図2は、図1に示された切削装置の切削ユニットの斜視図である。
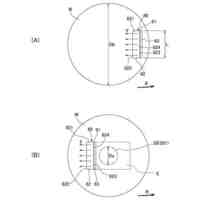
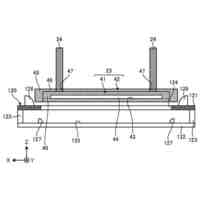
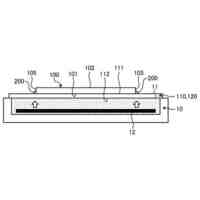
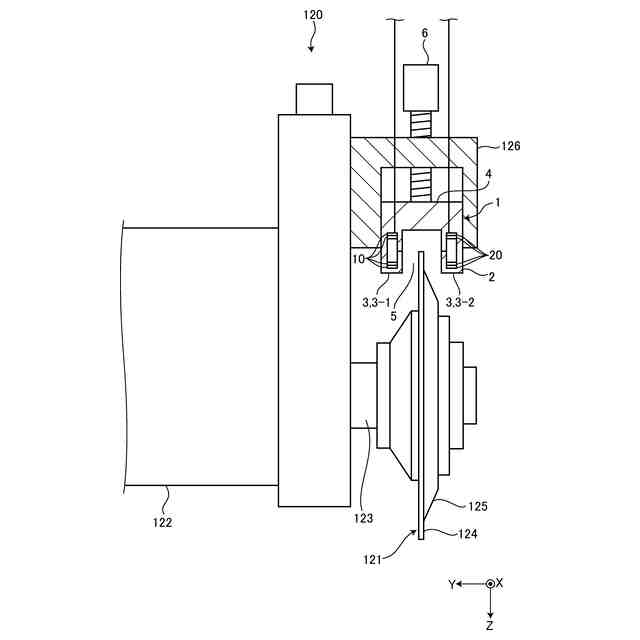
図3は、図1に示された切削装置の切削ブレード検出機構の構成を示す一部断面で示す正面図である。
図4は、図3に示された切削ブレード検出機構の発光体及び受光体を示す図である。
図5は、図3に示された切削ブレード検出機構の構成を示すブロック図である。
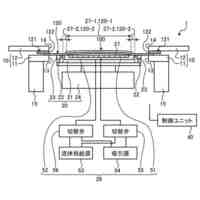
図6は、図5に示された切削ブレード検出機構の回路特定部が特定した回路の内セレクタ制御部が最も切れ刃の先端に近い回路以外の回路の出力を停止した状態を示すブロック図である。
図7は、実施形態2に係る切削ブレード検出機構の回路特定部が特定した回路の内セレクタ制御部が最も切れ刃の先端に近い回路以外の回路の出力を停止した状態を示すブロック図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
洗浄装置
15日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
分割装置
9日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
除去方法
16日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
管理方法
2日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
樹脂シート
9日前
株式会社ディスコ
搬送用車両
16日前
株式会社ディスコ
搬送システム
16日前
株式会社ディスコ
基板の加工方法
16日前
株式会社ディスコ
ブレードケース
2日前
株式会社ディスコ
チップの製造方法
15日前
株式会社ディスコ
レーザー加工装置
2日前
株式会社ディスコ
エキスパンド方法
9日前
株式会社ディスコ
レーザー加工装置
9日前
株式会社ディスコ
ドレッシング部材
3日前
株式会社ディスコ
ウエーハの加工装置
12日前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
被加工物の処理方法
17日前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社ディスコ
被加工物の研削方法
12日前
株式会社ディスコ
ウエーハの処理方法
19日前
株式会社ディスコ
チップ間隔形成方法
9日前
株式会社ディスコ
ウェーハの研削方法
11日前
株式会社ディスコ
ドレッシングボード
4日前
株式会社ディスコ
被加工物の研削方法
9日前
株式会社ディスコ
拡張方法及び拡張装置
12日前
株式会社ディスコ
樹脂部材及び分割装置
11日前
株式会社ディスコ
測定方法及び測定装置
11日前
株式会社ディスコ
テープ貼り機の清掃方法
9日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ