TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024035441
公報種別
公開特許公報(A)
公開日
2024-03-14
出願番号
2022139895
出願日
2022-09-02
発明の名称
チャックテーブルの修正方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
主分類
B24B
41/06 20120101AFI20240307BHJP(研削;研磨)
要約
【課題】切削装置からチャックテーブルを取り外すことなくチャックテーブルの保持面を再生できるチャックテーブルの修正方法を提供する。
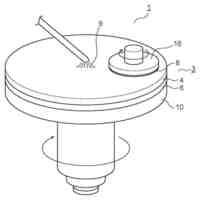
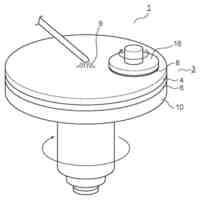
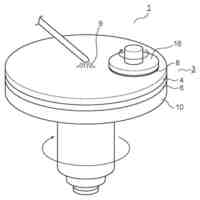
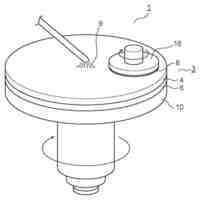
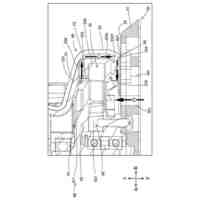
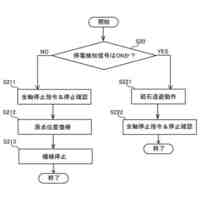
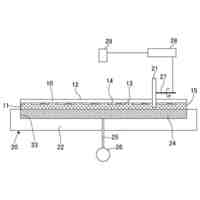
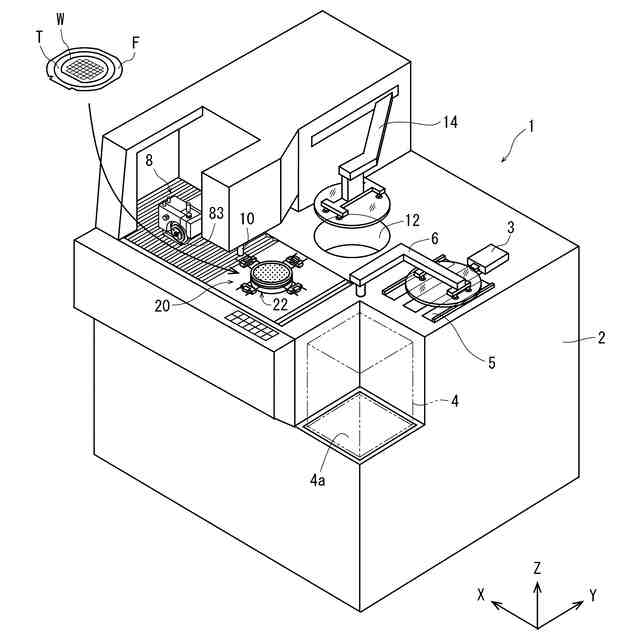
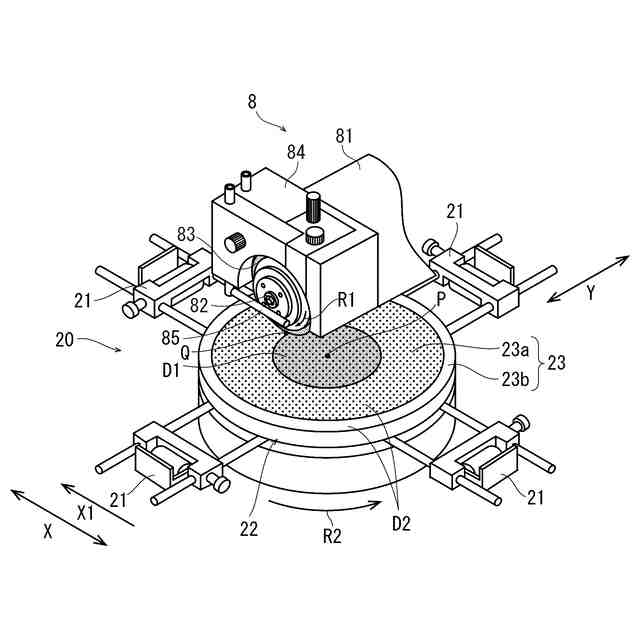
【解決手段】研削用ブレード83を切削手段8に装着し、Z軸送り手段を作動して切削手段8をZ軸方向に相対的に加工送りして研削用ブレード83の先端QのZ軸方向の位置をチャックテーブル22の保持面23を研削して修正する研削位置に調整する先端位置調整工程と、研削用ブレード83がチャックテーブル22の回転中心Pを通過する位置に該Y軸送り手段又は該X軸送り手段を作動して調整する中心通過調整工程と、チャックテーブル22を回転すると共に、研削用ブレード83をX軸方向又はY軸方向に相対的に加工送りして保持面23を研削して平坦化する修正工程と、を含み構成される。
【選択図】図4
特許請求の範囲
【請求項1】
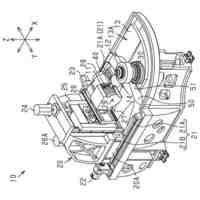
ウエーハを吸引保持する保持面を有するチャックテーブルと、該チャックテーブルに保持されたウエーハに切削ブレードを位置付けて切削加工を施す切削手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に直交するY軸方向に加工送りするY軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向及びY軸方向に直交するZ軸方向に加工送りするZ軸送り手段と、を含み構成された切削装置の該チャックテーブルの保持面を修正するチャックテーブル修正方法であって、
研削用ブレードを切削手段に装着し、該Z軸送り手段を作動して切削手段をZ軸方向に相対的に加工送りして該研削用ブレードの先端のZ軸方向の位置を該チャックテーブルの保持面を研削して修正する研削位置に調整する先端位置調整工程と、
該研削用ブレードが該チャックテーブルの回転中心を通過する位置に該Y軸送り手段又は該X軸送り手段を作動して調整する中心通過調整工程と、
該チャックテーブルを回転すると共に、該研削用ブレードをX軸方向又はY軸方向に相対的に加工送りして該保持面を研削して平坦化する修正工程と、
を含み構成されるチャックテーブルの修正方法。
続きを表示(約 370 文字)
【請求項2】
該中心通過調整工程において、
該Y軸送り手段を作動して該チャックテーブルの回転中心のY座標に該研削用ブレードを位置付け、
該修正工程において、
該X軸送り手段を作動して該チャックテーブルの外周から該研削用ブレードを該チャックテーブルの回転中心を通過するように加工送りする請求項1に記載のチャックテーブルの修正方法。
【請求項3】
該中心通過調整工程において、
該X軸送り手段を作動して該チャックテーブルの回転中心のX座標に該研削用ブレードを位置付け、
該修正工程において、
該Y軸送り手段を作動して該チャックテーブルの外周から該研削用ブレードを該チャックテーブルの回転中心を通過するように加工送りする請求項1に記載のチャックテーブルの修正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削装置のチャックテーブルの保持面を修正するチャックテーブル修正方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
IC、LSI等の複数のデバイスが分割予定ラインによって区画されて表面に形成されたウエーハは、切削装置によって個々のデバイスチップに分割され、携帯電話、パソコン等の電気機器に利用される。
【0003】
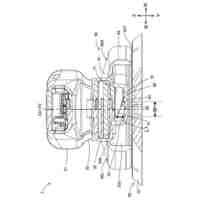
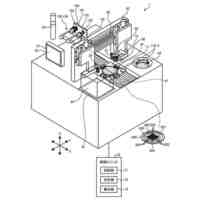
切削装置は、ウエーハを吸引保持する保持面を有するチャックテーブルと、該チャックテーブルに保持されたウエーハに切削ブレードを位置付けて切削加工を施す切削手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に直交するY軸方向に加工送りするY軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向及びY軸方向に直交するZ軸方向に加工送りするZ軸送り手段と、を含み構成されている。
【0004】
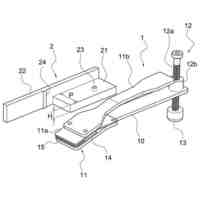
そして、切削手段に装着された切削ブレードの先端とチャックテーブルの保持面との接触によって原点位置を求める際に、チャックテーブルの保持面を構成するポーラス部を囲繞するSUSで構成された枠体の上面に切削ブレードを接触させて、電気的導通を検出している(例えば特許文献1を参照)。
【先行技術文献】
【特許文献】
【0005】
特開2010-251577号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記した特許文献1に記載の技術では、電気的導通を検出する際に高速回転させた切削ブレードを枠体の表面に接触させるため、電気的導通を繰り返すことで該枠体に多数の切削痕が形成されて表面が劣化し、電気的導通によって切削手段の原点位置を正確に検出するのが困難になるという問題がある。また、切削加工を繰り返し実施することでチャックテーブルのポーラス部の表面に切削屑(コンタミ)が付着して汚染されるという問題がある。このような問題に対処すべく、定期的に、又は任意のタイミングで、チャックテーブルの保持面を研削して平坦化する修正作業が実施されているが、従来においては、切削装置から該チャックテーブルを取り外し、別途用意した研削装置を使用して上記した修正作業を実施している。しかし、この修正方法では、切削装置におけるチャックテーブルの脱着作業があることに加え、別途用意された研削装置に搬送して表面を研削する必要があり、煩に堪えないという問題がある。
【0007】
本発明は、上記事実に鑑みなされたものであり、その主たる技術課題は、切削装置からチャックテーブルを取り外すことなくチャックテーブルの保持面を再生できるチャックテーブルの修正方法を提供することにある。
【課題を解決するための手段】
【0008】
上記主たる技術課題を解決するため、本発明によれば、ウエーハを吸引保持する保持面を有するチャックテーブルと、該チャックテーブルに保持されたウエーハに切削ブレードを位置付けて切削加工を施す切削手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向に直交するY軸方向に加工送りするY軸送り手段と、該チャックテーブルと該切削手段とを相対的にX軸方向及びY軸方向に直交するZ軸方向に加工送りするZ軸送り手段と、を含み構成された切削装置の該チャックテーブルの保持面を修正するチャックテーブル修正方法であって、研削用ブレードを切削手段に装着し、該Z軸送り手段を作動して切削手段をZ軸方向に相対的に加工送りして該研削用ブレードの先端のZ軸方向の位置を該チャックテーブルの保持面を研削して修正する研削位置に調整する先端位置調整工程と、該研削用ブレードが該チャックテーブルの回転中心を通過する位置に該Y軸送り手段又は該X軸送り手段を作動して調整する中心通過調整工程と、該チャックテーブルを回転すると共に、該研削用ブレードをX軸方向又はY軸方向に相対的に加工送りして該保持面を研削して平坦化する修正工程と、を含み構成されるチャックテーブルの修正方法が提供される。
【0009】
該中心通過調整工程において、該Y軸送り手段を作動して該チャックテーブルの回転中心のY座標に該研削用ブレードを位置付け、該修正工程において、該X軸送り手段を作動して該チャックテーブルの外周から該研削用ブレードを該チャックテーブルの回転中心を通過するように加工送りすることができる。また、該中心通過調整工程において、該X軸送り手段を作動して該チャックテーブルの回転中心のX座標に該研削用ブレードを位置付け、該修正工程において、該Y軸送り手段を作動して該チャックテーブルの外周から該研削用ブレードを該チャックテーブルの回転中心を通過するように加工送りするようにしてもよい。
【発明の効果】
【0010】
本発明のチャックテーブルの修正方法は、研削用ブレードを切削手段に装着し、Z軸送り手段を作動して切削手段をZ軸方向に相対的に加工送りして該研削用ブレードの先端のZ軸方向の位置をチャックテーブルの保持面を研削して修正する研削位置に調整する先端位置調整工程と、該研削用ブレードが該チャックテーブルの回転中心を通過する位置にY軸送り手段又はX軸送り手段を作動して調整する中心通過調整工程と、該チャックテーブルを回転すると共に、該研削用ブレードをX軸方向又はY軸方向に相対的に加工送りして該保持面を研削して平坦化する修正工程と、を含み構成されることから、チャックテーブルを切削装置に装着したままコンタミ等が付着したポーラス部の上面、及び経年劣化した枠体の上面を研削して再生することができることから、チャックテーブルの脱着作業があることに加え、別途用意された研削装置に搬送して表面を研削する必要があり煩に堪えないという問題が解消される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
9日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
株式会社ナガセインテグレックス
研削盤
16日前
株式会社荏原製作所
研磨装置
17日前
株式会社マキタ
サンダ
18日前
株式会社マキタ
サンダ
18日前
株式会社ディスコ
切削装置
18日前
株式会社かいわ
固定ピース
16日前
トーヨーエイテック株式会社
研削盤
18日前
トーヨーエイテック株式会社
ワイヤソー
19日前
ミクロン精密株式会社
センタレス研削装置
19日前
株式会社ディスコ
切削装置及び切削方法
24日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社東京精密
ワーク保持装置、及び、変位センサ
10日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社荏原製作所
トップリングおよび基板処理装置
9日前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
23日前
株式会社東京精密
加工装置
3日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
19日前
株式会社新光ステンレス研磨
金属表面模様加工装置、金属表面模様加工方法
25日前
マコー株式会社
ウェットブラスト処理装置
4日前
株式会社ディスコ
被加工物の研削方法及び研削装置
9日前
富士紡ホールディングス株式会社
保持具、及び保持具の製造方法
24日前
株式会社ディスコ
研削ホイール及び被加工物の研削方法
3日前
芝浦機械株式会社
加工位置設定方法、研削加工装置および成形加工装置
16日前
富士紡ホールディングス株式会社
研磨パッド、及び研磨加工物の製造方法
23日前
富士紡ホールディングス株式会社
研磨パッド、及び研磨パッドの製造方法
23日前
富士紡ホールディングス株式会社
研磨パッド及びその製造方法
25日前
富士紡ホールディングス株式会社
研磨パッド及びその製造方法
24日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ