TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024034111
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022138139
出願日
2022-08-31
発明の名称
保持面の形成方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
7/04 20060101AFI20240306BHJP(研削;研磨)
要約
【課題】ウェーハを均一な厚みに研削することができる保持面の形成方法を提供すること。
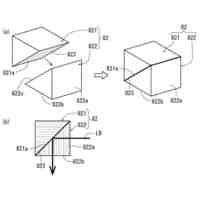
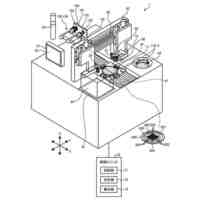
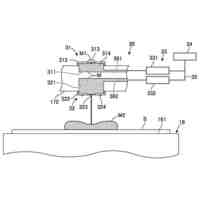
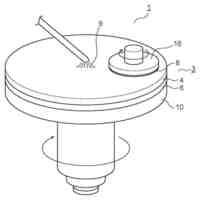
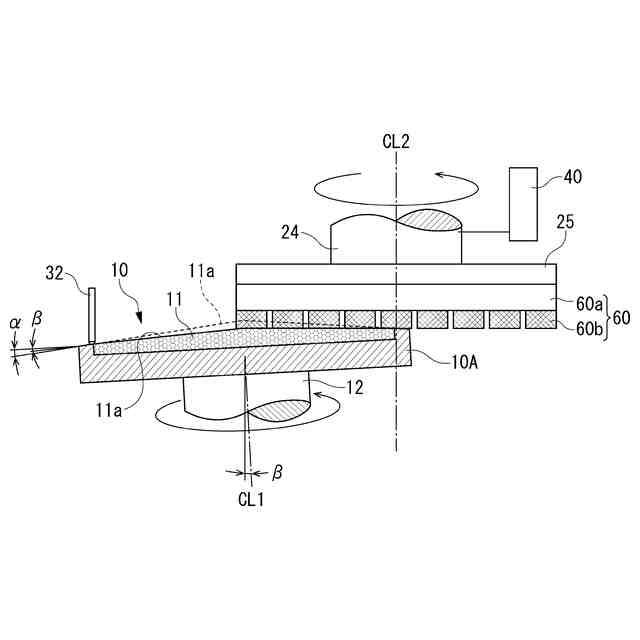
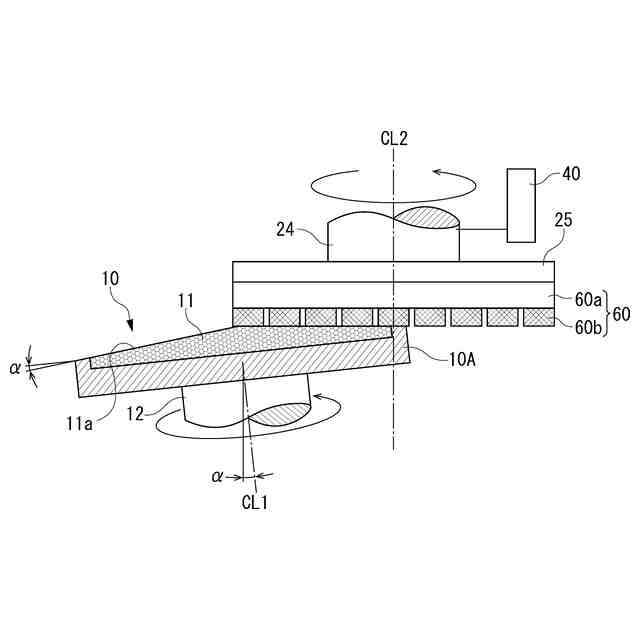
【解決手段】環状の保持面研削砥石60bを装着するスピンドル24を回転させ、ポーラス部材11と該ポーラス部材11の外周を囲む環状の緻密体の枠体10Aとで構成されたチャックテーブル10の上面を、回転する保持面研削砥石60bで研削してウェーハWを吸引保持する保持面11aを形成する保持面形成方法は、スピンドル24の軸心CL2に対し、チャックテーブル10の軸心CL1を所定の第1角度αに相対的に傾け、保持面研削砥石60bでチャックテーブル10の上面全面を研削する第1研削工程と、スピンドルの軸心CL2に対し、チャックテーブル10の軸心CL1を第1角度αよりも小さい第2角度βに相対的に傾け、保持面研削砥石60bでチャックテーブル10のポーラス部材11の上面のみを研削する第2研削工程と、を経て保持面11aを形成する。
【選択図】図5
特許請求の範囲
【請求項1】
環状の保持面研削砥石を装着するスピンドルを回転させ、ポーラス部材と該ポーラス部材の外周を囲む環状の緻密体の枠体とで構成されたチャックテーブルの上面を、回転する該保持面研削砥石で研削してウェーハを吸引保持する保持面を形成する保持面の形成方法であって、
該スピンドルの軸心に対し、該チャックテーブルの軸心を所定の第1角度に相対的に傾け、該保持面研削砥石で該チャックテーブルの上面全面を研削する第1研削工程と、
該スピンドルの軸心に対し、該チャックテーブルの軸心を該第1角度よりも小さい第2角度に相対的に傾け、該保持面研削砥石で該チャックテーブルの該ポーラス部材の上面のみを研削する第2研削工程と、
からなる保持面の形成方法。
続きを表示(約 760 文字)
【請求項2】
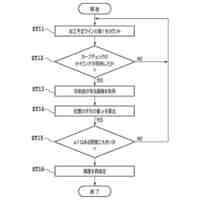
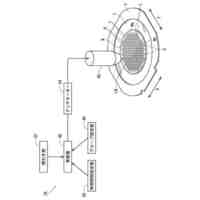
該第2研削工程において、該ポーラス部材の上面の高さを測定するポーラス上面高さ測定器で、該ポーラス部材の上面高さを測定しつつ、該ポーラス部材上面高さ測定器の測定値に変化が生じ所定時間が経過すると該ポーラス部材の上面の研削を終了する、請求項1記載の保持面の形成方法。
【請求項3】
該第2研削工程において、該枠体の上面の高さを測定する枠体上面高さ測定器で、該枠体の上面高さを測定しつつ、該枠体上面高さ測定器の測定値に変化が生じると該ポーラス部材の上面の研削を終了する、請求項1記載の保持面の形成方法。
【請求項4】
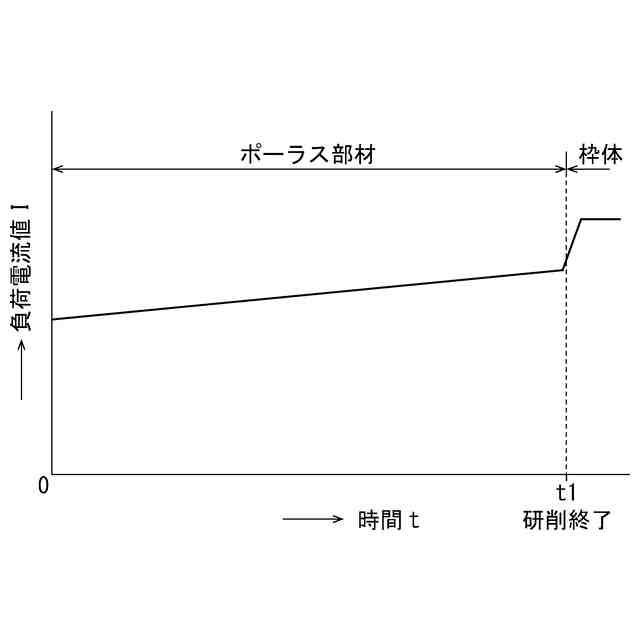
該第2研削工程において、該スピンドルを回転させるモータの負荷電流値が研削時間経過に対し所定の変化量以上の変化量で増えると該ポーラス部材の上面の研削を終了する、請求項1記載の保持面の形成方法。
【請求項5】
該第2研削工程において、該スピンドルを該チャックテーブルの上面に垂直方向に接近する方向に移動させる研削送りモータの負荷電流値が研削時間経過に対し所定の変化量以上の変化量で増えると、該ポーラス部材の上面の研削を終了する、請求項1記載の保持面の形成方法。
【請求項6】
該第2研削工程において、該保持面研削砥石の下面に垂直方向に掛かる荷重が研削時間経過に対し所定の変化量以上の変化量で増えると、該ポーラス部材の上面の研削を終了する、請求項1記載の保持面の形成方法。
【請求項7】
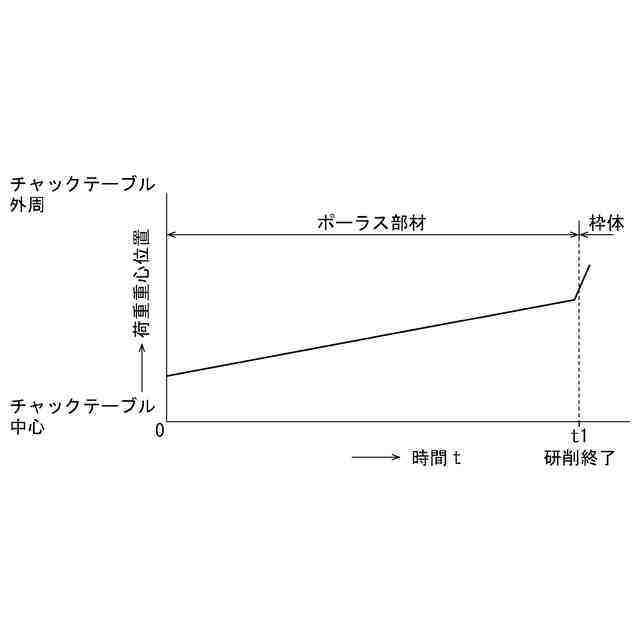
該第2研削工程において、該保持面研削砥石の下面または該保持面に垂直方向に掛かる荷重の重心位置が研削時間経過に対し所定の変化量以上の変化量で増えると、該ポーラス部材上面の研削を終了する、請求項1記載の保持面の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、保持面研削砥石によってチャックテーブルの上面を研削してウェーハを保持する保持面を形成する方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
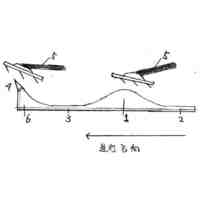
各種電子機器に用いられるICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削されて該ウェーハが所定の厚さまで薄肉化されている。例えば、特許文献1に開示されている研削装置を用いて、チャックテーブルに保持されたウェーハの半径部分を環状砥石の下面で研削すると、特許文献2に記載されているように、研削されたウェーハの中心部に僅かな凹みが形成される。この凹みは、ウェーハを保持するチャックテーブルの保持面が円錐状に形成されているため、保持面の中央部分でウェーハの中心部が凸状になり、この凸状になった中心部が多く削られるためであると考えられている。
【0003】
そこで、特許文献3には、チャックテーブルの保持面の中心、つまり、円錐の頂点を除去する保持面形成方法が提案されており、これによればウェーハの中心部が削れ過ぎることによる凹みの形成が防がれる。
【0004】
ところで、ウェーハの研削装置においては、チャックテーブルを交換した後などでは、チャックテーブルの保持面と研削砥石の研削面とを平行にするために保持面を保持面研削砥石で研削するセルフグラインドが実施されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-114573号公報
特開2021-146416号公報
特開2020-175472号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
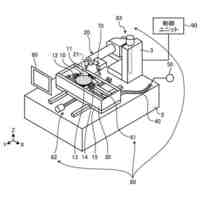
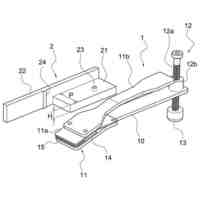
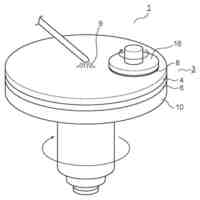
研削装置のチャックテーブルは、一般的には、多孔質のセラミックなどで構成されたポーラス部材と該ポーラス部材の外周を囲む環状の緻密体である枠体を備えており、ポーラス部材の上面が保持面を構成し、この保持面にウェーハが保持されている。そして、チャックテーブルの保持面を研削するセルフグラインドにおいては、例えば、チャックテーブルの軸心をスピンドルの軸心に対して所定角度だけ傾けた状態で、チャックテーブルと保持面研削砥石を所定の速度で回転させながら、保持面の半径部分に保持面研削砥石の下面を当てて該保持面を研削することが行われている。なお、保持面研削砥石を備える研削ホイールは、スピンドルによって支持されており、スピンドルモータによってスピンドルとこれに支持された研削ホイールが回転駆動される。
【0007】
しかしながら、チャックテーブルのポーラス部材と枠体とは硬度が互いに異なり、枠体の方がポーラス部材よりも硬いため、これらのポーラス部材と枠体に対する保持面研削砥石の回転負荷も互いに異なり、硬度の高い枠体に対する回転負荷の方が硬度の低いポーラス部材に対する回転負荷よりも大きくなる。また、枠体に対する垂直荷重の方がポーラス部材に対する垂直荷重よりも大きくなる。このため、チャックテーブルの軸心をスピンドルの軸心に対して傾けた所定の角度が変化し、チャックテーブルの保持面に高精度の円錐面を形成することができず、研削工程において保持面上に保持されるウェーハを均一な厚みに研削することができないという問題が発生する。
【0008】
本発明は、上記問題に鑑みてなされたもので、その目的は、ウェーハを均一な厚みに研削することができる保持面の形成方法を提供することにある。
【課題を解決するための手段】
【0009】
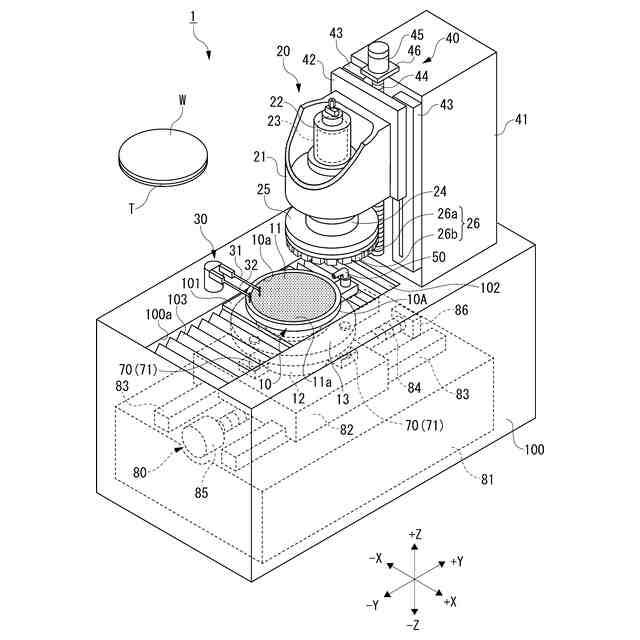
上記目的を達成するための本発明は、環状の保持面研削砥石を装着するスピンドルを回転させ、ポーラス部材と該ポーラス部材の外周を囲む環状の緻密体の枠体とで構成されたチャックテーブルの上面を、回転する該保持面研削砥石で研削してウェーハを吸引保持する保持面を形成する保持面形成方法であって、該スピンドルの軸心に対し、該チャックテーブルの軸心を所定の第1角度に相対的に傾け、該保持面研削砥石で該チャックテーブルの上面全面を研削する第1研削工程と、該スピンドルの軸心に対し、該チャックテーブルの軸心を該第1角度よりも小さい第2角度に相対的に傾け、該保持面研削砥石で該チャックテーブルの該ポーラス部材の上面のみを研削する第2研削工程と、を経て該保持面を形成することを特徴とする。
【発明の効果】
【0010】
本発明によれば、第1研削工程において、チャックテーブルの軸心をスピンドルの軸心に対して第1角度だけ相対的に傾けた状態で、枠体を含むチャックテーブルの上面全面を保持面研削砥石で研削し、第2研削工程において、チャックテーブルの軸心をスピンドルの軸心に対して第1角度よりも小さい第2角度だけ相対的に傾けた状態で、ポーラス部材の上面のみを保持面研削砥石で研削するようにしたため、第2研削工程においては、第1研削工程において上面が研削された枠体に保持面研削砥石が接触することがない。このため、第2研削工程においては、ポーラス部材の上面のみが保持面研削砥石によって研削され、一定の回転負荷によってポーラス部材の上面が第2角度で高精度に研削される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
調整弁
19日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
光学素子
16日前
株式会社ディスコ
搬送装置
18日前
株式会社ディスコ
切削装置
23日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
保護部材形成装置
18日前
株式会社ディスコ
レーザー加工装置
19日前
株式会社ディスコ
ワークの加工方法
18日前
株式会社ディスコ
チップの製造方法
18日前
株式会社ディスコ
液状樹脂供給装置
18日前
株式会社ディスコ
ドレッシングボード
10日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
帯状シートの切断方法
11日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社ディスコ
レーザーリフロー装置
9日前
株式会社ディスコ
搬送パッドおよび加工装置
10日前
株式会社ディスコ
ウエーハの加工方法及び加工装置
18日前
株式会社ディスコ
被加工物の研削方法及び研削装置
9日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
19日前
株式会社ディスコ
ウエーハの加工方法及び加工装置
23日前
株式会社ディスコ
バイト切削装置及びバイト切削方法
10日前
株式会社ディスコ
冷却水路のエア抜き機構、加工装置
9日前
株式会社ディスコ
研削ホイール及び被加工物の研削方法
3日前
株式会社ディスコ
レーザー加工装置およびレーザー加工方法
9日前
株式会社ディスコ
ウエーハの加工方法およびウエーハ処理装置
16日前
個人
T字カミソリ磨き
29日前
工機ホールディングス株式会社
作業機
1か月前
株式会社雄飛
加工装置及び加工方法
19日前
富士紡ホールディングス株式会社
研磨パッド
24日前
ナニワトイシ株式会社
刃物研ぎ補助具
16日前
富士紡ホールディングス株式会社
研磨パッド
9日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ