TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024053742
公報種別
公開特許公報(A)
公開日
2024-04-16
出願番号
2022160131
出願日
2022-10-04
発明の名称
ウエーハの加工方法及び加工装置
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
H01L
21/301 20060101AFI20240409BHJP(基本的電気素子)
要約
【課題】切削ブレードの外周に形成された切り刃の摩耗量を、切削溝を形成している最中であっても容易に算出でき、該摩耗量を加算して切削ブレードによる切り込み深さを適正に調整することができるウエーハの加工方法及び加工装置を提供する。
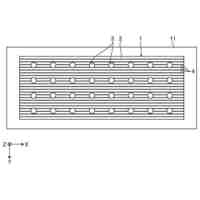
【解決手段】ウエーハの加工方法において、摩耗量算出工程では、ウエーハ10の分割予定ライン12に切削ブレードを位置付けてチャックテーブルと相対的に切削送りして分割予定ライン12に切削溝16を形成し、時間経過に伴って切削溝形成を中断して、切削ブレードを未加工の分割予定ラインに対して垂直に相対的に所定の切り込み位置まで切込み送りして垂直溝18aを形成する。撮像手段7によって垂直溝の長さL1を計測した値と、所定の切り込み位置とによって切削ブレードの摩耗量を算出して、切削溝形成において、摩耗量を加算して切り込み深さを調整する。
【選択図】図7
特許請求の範囲
【請求項1】
複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハの加工方法であって、
チャックテーブルにウエーハを保持する保持工程と、
チャックテーブルに保持されたウエーハを撮像手段で撮像して加工すべき分割予定ラインの位置を検出する検出工程と、
分割予定ラインの間隔にしたがって切削ブレードと該チャックテーブルとを相対的に割り出し送りし、分割予定ラインに切削ブレードを位置付けて該チャックテーブルと相対的に切削送りして分割予定ラインに切削溝を形成する切削溝形成工程と、
を含み、
時間経過に伴って該切削溝形成工程を中断して、切削ブレードを未加工の分割予定ラインに対して垂直に相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成工程と、
該撮像手段によって該垂直溝の長さを計測した値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する摩耗量算出工程と、
該切削溝形成工程において、該摩耗量を加算して切り込み深さを調整する切り込み深さ調整工程と、
を備え構成されるウエーハの加工方法。
続きを表示(約 600 文字)
【請求項2】
複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハの加工装置であって、
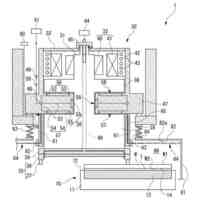
ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを撮像して切削すべき領域を検出する撮像手段と、該チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に備えた切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、該チャックテーブルと該切削手段とをX軸方向及びY軸方向と直交するZ軸方向に相対的に切り込み送りするZ軸送り手段と、制御手段と、を含み構成され、
該制御手段は、
未加工の分割予定ラインに切削ブレードを位置付けて該Z軸送り手段を作動して、切削ブレードを分割予定ラインに対して相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成部と、
該撮像手段によって該垂直溝の長さを計測する長さ計測部と、
該長さ計測部によって計測した長さの値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する算出部と、
該摩耗量を加算して該Z軸送り手段を作動して切り込み深さを調整する切り込み深さ調整部と、
を備え構成されるウエーハの加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハの加工方法及び加工装置に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
IC、LSI等の複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、ダイシング装置によって個々のデバイスチップに分割され、携帯電話、パソコン等の電気機器に利用される。
【0003】
ダイシング措置は、ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを撮像して切削すべき領域を検出する撮像手段と、該チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に備えた切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、該チャックテーブルと該切削手段とをX軸方向及びY軸方向と直交するZ軸方向に相対的に切り込み送りするZ軸送り手段と、制御手段と、を含み構成され、ウエーハを個々のデバイスチップに高精度に分割できる(例えば特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2019-111628号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、切削ブレードによる切削加工を繰り返し実施すると、切削ブレードの切り刃が摩耗して切り込み深さが徐々に浅くなり、さらに摩耗が進行すると、ウエーハの表面から所望の深さの切削溝が形成できなくなって、デバイスチップの品質が低下するという問題がある。すなわち、該切削ブレードの切り刃の摩耗は、例えば、ウエーハの表面に一定の深さの溝を形成した後、ウエーハの裏面を研削してウエーハを個々のデバイスチップに分割する先ダイシング技術、又はウエーハを完全切削する際に該ウエーハの裏面に貼着されたテープを所定の深さで切り込む技術において品質に与える影響が大きい。このような問題に対し、切削ブレードをカバーするブレードカバーに対して光学素子から構成されたブレードセンサーを配設し、切削ブレードの切り刃の摩耗量を検出することも提案されている。しかし、該摩耗量を検出するためには、該ブレードセンサーの汚れを除去したり、調整したりするメンテナンスが必要であることから、切削溝を形成する加工を実施している最中に気軽に切り刃の摩耗量を検出することができず、煩に堪えないという問題がある。
【0006】
本発明は、上記事実に鑑みなされたものであり、その主たる技術課題は、切削ブレードの外周に形成された切り刃の摩耗量を、切削溝を形成している最中であっても容易に算出でき、該摩耗量を加算して切削ブレードによる切り込み深さを適正に調整することができるウエーハの加工方法及び加工装置を提供することにある。
【課題を解決するための手段】
【0007】
上記主たる技術課題を解決するため、本発明によれば、複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハの加工方法であって、チャックテーブルにウエーハを保持する保持工程と、チャックテーブルに保持されたウエーハを撮像手段で撮像して加工すべき分割予定ラインの位置を検出する検出工程と、分割予定ラインの間隔にしたがって切削ブレードと該チャックテーブルとを相対的に割り出し送りし、分割予定ラインに切削ブレードを位置付けて該チャックテーブルと相対的に切削送りして分割予定ラインに切削溝を形成する切削溝形成工程と、を含み、時間経過に伴って該切削溝形成工程を中断して、切削ブレードを未加工の分割予定ラインに対して垂直に相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成工程と、該撮像手段によって該垂直溝の長さを計測した値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する摩耗量算出工程と、該切削溝形成工程において、該摩耗量を加算して切り込み深さを調整する切り込み深さ調整工程と、を備え構成されるウエーハの加工方法が提供される。
【0008】
また、本発明によれば、複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハの加工装置であって、ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを撮像して切削すべき領域を検出する撮像手段と、該チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に備えた切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、該チャックテーブルと該切削手段とをX軸方向及びY軸方向と直交するZ軸方向に相対的に切り込み送りするZ軸送り手段と、制御手段と、を含み構成され、該制御手段は、未加工の分割予定ラインに切削ブレードを位置付けて該Z軸送り手段を作動して、切削ブレードを分割予定ラインに対して相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成部と、該撮像手段によって該垂直溝の長さを計測する長さ計測部と、該長さ計測部によって計測した長さの値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する算出部と、該摩耗量を加算して該Z軸送り手段を作動して切り込み深さを調整する切り込み深さ調整部と、を備え構成されるウエーハの加工装置が提供される。
【発明の効果】
【0009】
本発明のウエーハの加工方法は、チャックテーブルにウエーハを保持する保持工程と、チャックテーブルに保持されたウエーハを撮像手段で撮像して加工すべき分割予定ラインの位置を検出する検出工程と、分割予定ラインの間隔にしたがって切削ブレードと該チャックテーブルとを相対的に割り出し送りし、分割予定ラインに切削ブレードを位置付けて該チャックテーブルと相対的に切削送りして分割予定ラインに切削溝を形成する切削溝形成工程と、を含み、時間経過に伴って該切削溝形成工程を中断して、切削ブレードを未加工の分割予定ラインに対して垂直に相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成工程と、該撮像手段によって該垂直溝の長さを計測した値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する摩耗量算出工程と、該切削溝形成工程において、該摩耗量を加算して切り込み深さを調整する切り込み深さ調整工程と、を備え構成されることから、切削ブレードの外周に形成された切り刃が摩耗しても、摩耗量を加算して切り込み深さが一定となるように調整されることから、ウエーハの表面から所望の深さの切削溝が形成できずにデバイスチップの品質が低下するという問題が解消する。
【0010】
また、本発明のウエーハの加工装置は、ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを撮像して切削すべき領域を検出する撮像手段と、該チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に備えた切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に加工送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、該チャックテーブルと該切削手段とをX軸方向及びY軸方向と直交するZ軸方向に相対的に切り込み送りするZ軸送り手段と、制御手段と、を含み構成され、該制御手段は、未加工の分割予定ラインに切削ブレードを位置付けて該Z軸送り手段を作動して、切削ブレードを分割予定ラインに対して相対的に所定の切り込み位置まで切込み送りして垂直溝を形成する垂直溝形成部と、該撮像手段によって該垂直溝の長さを計測する長さ計測部と、該長さ計測部によって計測した長さの値と、該所定の切り込み位置とによって切削ブレードの摩耗量を算出する算出部と、該摩耗量を加算して該Z軸送り手段を作動して切り込み深さを調整する切り込み深さ調整部と、を備え構成されていることから、切削ブレードの外周に形成された切り刃が摩耗しても、摩耗量を加算して切り込み深さが一定となるように調整されることから、ウエーハの表面から所望の深さの切削溝が形成できずにデバイスチップの品質が低下するという問題が解消する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
搬送装置
8日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
搬送装置
12日前
株式会社ディスコ
拡張方法
14日前
株式会社ディスコ
切削方法
7日前
株式会社ディスコ
加工方法
14日前
株式会社ディスコ
搬送パッド
7日前
株式会社ディスコ
搬送システム
6日前
株式会社ディスコ
テープ貼着装置
8日前
株式会社ディスコ
ワーク処理装置
5日前
株式会社ディスコ
シートの固定方法
11日前
株式会社ディスコ
チップの製造方法
7日前
株式会社ディスコ
エキスパンド方法
11日前
株式会社ディスコ
レーザー加工装置
6日前
株式会社ディスコ
エキスパンド装置
4日前
株式会社ディスコ
板状物の検査方法
4日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工方法
26日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工方法
8日前
株式会社ディスコ
被加工物の研削方法
11日前
株式会社ディスコ
被加工物の研削方法
11日前
株式会社ディスコ
ウエーハの加工方法
11日前
株式会社ディスコ
ウエーハの加工方法
12日前
株式会社ディスコ
ウェーハの加工方法
14日前
株式会社ディスコ
ウエーハの加工方法
26日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウェーハの加工方法
6日前
株式会社ディスコ
被加工物の加工方法
今日
株式会社ディスコ
ウェーハの加工方法
4日前
株式会社ディスコ
ウェーハの加工方法
1日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ